一种分体组合式超细包缝装置
文献发布时间:2023-06-23 06:30:03
技术领域
本发明涉及布料包边技术领域,尤其涉及一种分体组合式超细包缝装置。
背景技术
毛巾通常为一块矩形的布料结构,这些布料通常由经线、纬线编织而成,是一种吸水性能良好的布料,其在生产过程中是由整块布料均匀裁剪出若干块大小均匀的小矩形布料,这些半成品矩形布料的毛边加工需要用到包缝机对毛边进行加工处理,以增加成品毛巾的使用寿命和美观程度。
经检索,如中国专利文献公开了一种超细毛巾机【申请号:202120084349.3;公开号:CN215856659U】,这种毛巾机包括送料机架,所述送料机架上具有布料传输机构,用于同步传输多块布料至分料输送机构处;所述分料输送机构设于所述送料机架一侧,所述分料输送机构用于将布料传输机构传输过来的多块布料同步定长剪切后分别传输至对应的双边纵向缝合机构处;多个所述双边纵向缝纫机构分别设置在所述分料传输机构的四周,所述双边纵向缝纫机构用于将分料传输机构传输过来的对应布料进行送标和双边拷边加工,解决了目前同时对两块布料进行拷边缝制的问题,但是该毛巾机在使用过程中剪线机构在剪线过程中需要停顿剪切且会出现剪切不彻底的情况,粘连在毛巾上的纱线需要人工二次修剪,同时两侧缝纫机的设置不利于同时省时的加工标签位于同一位置的布料。
因此,有必要提供一种分体组合式超细包缝装置解决上述技术问题。
发明内容
本发明提供一种分体组合式超细包缝装置,解决了剪线过程中需要停顿剪切且会出现剪切不彻底的情况,同时两侧缝纫机的设置不利于同时省时的加工标签位于同一位置的布料的问题。
为解决上述技术问题,本发明提供的分体组合式超细包缝装置,包括:
传输机架和位于传输机架两侧的包缝机架;
布料传输机构,所述布料传输机构设置于上,用于将布料传输至对应的包缝机架;
两个送标机构,两个所述送标机构对角设置于传输机架上;
可调包缝机构,所述可调包缝机构设置于包缝机架上且位于布料传输机构的两侧,用于将布料传输机构输送过来的对应布料进行双边包缝加工。
优选的,所述布料传输机构包括:
动力传输组件,所述动力传输组件设置于传输机架上,所述动力传输组件包括动力传输架和设置于动力传输架前端的无动力传输架,所述动力传输架包括上下设置的无动力辊筒和动力辊筒,所述动力辊筒由动力伺服电机驱动;
压料剪切组件,所述压料剪切组件设置于动力传输架的后端,用于将布料压紧并截断;
拉布组件,所述拉布组件设置于传输机架上,所述拉布组件包括两个横向直线模组,各所述横向直线模组驱动有布料夹手,所述布料夹手包括下夹板和与下夹板配合的上夹板,所述上夹板由夹板气缸驱动;
布料传输组件,所述布料传输组件通过滑轨与传输机架连接,且设置于拉布组件的两侧,所述布料传输组件包括由纵向直线模组驱动的竖向伸缩气缸,所述竖向伸缩气缸的驱动端连接有用于移栽布料的吸盘。
优选的,所述压料剪切组件包括上压板、与上压板配合的压紧底板以及设置于上压板后端的上裁切刀具和与上裁切刀具配合的下裁切刀具,所述压紧底板由设置于传输机架上的第一驱动气缸驱动,所述上压板由设置于传输机架内侧壁的第二驱动气缸驱动,所述上裁切刀具的升降由设置于传输机架上的第一驱动电机驱动。
优选的,其中一个所述送标机构设置于压料剪切组件的一侧,所述送标机构包括送标机主体和设置于送标机主体一侧的标签搬运贴标组件,所述送标机主体上依次设置有标签放料架、标签导向架、标签驱动辊筒和由第三驱动气缸驱动的标签切刀,所述标签驱动辊筒由安装于送标机主体上的第二驱动电机驱动,所述标签搬运贴标组件包括活动设置于传输机架上的支架,所述支架上活动的设置有固定件,所述固定件上固定有横向伸缩单元,所述横向伸缩单元的驱动端通过直角板连接有标签夹爪气缸。
优选的,所述可调包缝机构包括:
滑动设置于包缝机架上的第一滑板和第二滑板;
包缝机,所述包缝机设置于第一滑板上,所述包缝机上安装有包边布放料架;
压边驱动组件,所述压边驱动组件设置于第二滑板上,且位于包缝机的一侧;
跟随断线组件,所述跟随断线组件活动的设置于第二滑板上且位于包缝机的一侧,用于截断两块布料之间的纱线;
纱线挂线架,所述纱线挂线架设置于包缝机架上,用于给包缝机提供纱线。
优选的,所述压边驱动组件包括设置于包缝机架上侧的导向板和设置于导向板上方的安装架,所述安装架上设置有由第三驱动电机驱动的主动轮、多个张紧轮、第一同步带以及设置于安装架下方的引导轮和多个压脚,所述主动轮和引导轮与第一同步带的内侧面抵接,所述张紧轮依次交错设置于第一同步带的一侧。
优选的,所述跟随断线组件包括跟随驱动件,所述跟随驱动件上设置有固定架,所述固定架上活动的设置有连接座,所述连接座通过缓冲件连接有剪切刀,所述跟随驱动件上安装有超声波振子,所述超声波振子的驱动端安装有与剪切刀配合的剪切台。
优选的,所述跟随驱动件包括两个皮带轮、皮带、安装于第二滑板上的第四驱动电机和支撑板,所述第四驱动电机的驱动端与其中一个皮带轮连接,所述皮带安装于两个皮带轮之间,所述支撑板与皮带的一侧连接。
与相关技术相比较,本发明提供的分体组合式超细包缝装置具有如下有益效果:
1、本发明通过设置了跟随驱动件,在一次原地剪切纱线后,跟随驱动件启动,带动剪切刀和剪切台同步跟随被拷边完成的布料之间的纱线继续同步移动,进行二次追切线头,剪切的过程不需要停顿操作,并且剪切台的下方设置了超声波振子,使得剪切纱线更高效彻底,无需人工二次修剪,自动化程度更高。
2、本发明通过对角设置的送标机构,便于加工两侧是同一规格且标签在同一位置的布料,布料加工完成堆叠时,无需将布料进行翻转,大大节省了加工时间。
3、本发明通过在布料传输机构上增设了动力传输架,在加工材质较软的纬编面料时,动力伺服电机驱动动力辊筒转动,能够辅助布料的传输。
4、本发明的传输机架和包缝机架为分体式设置,设备安装时可以分别搬运传输机架和包缝机架并且分体组合结构能够满足客户对传输机架不同的需求。
5、本发明分别设置左右分开的两组拉布组件,每组拉布组件可以单独工作,被拉的两侧的布料的长度可以是相同或者不相同,不限于加工同种规格的布料,使得本装置适用范围更广。
附图说明
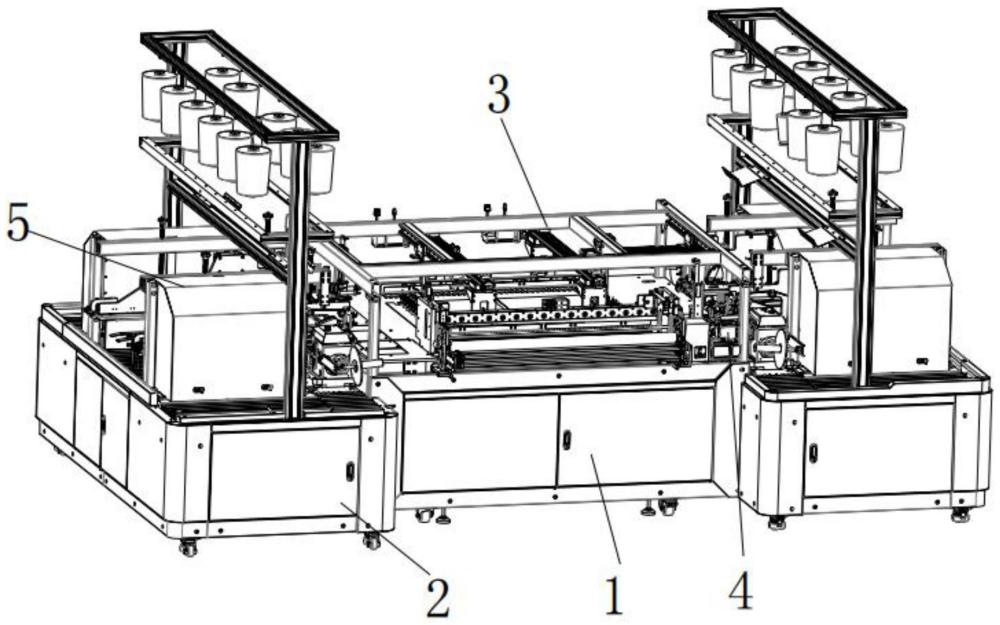
图1为本发明提供的分体组合式超细包缝装置的一种较佳实施例的结构示意图;
图2为图1所示的动力传输组件的结构示意图;
图3为图1所示的传输机架的结构示意图;
图4为图3A处的局部示意图;
图5为图1所示的送标机构的结构示意图;
图6为图5所示的另一视角的结构示意图;
图7为图1所示的包缝机架的结构示意图;
图8为图7所示的压边驱动组件的结构示意图;
图9为图7所示的跟随切断组件的结构示意图;
图10为图7所示的另一视角的结构示意图。
图中标号:
传输机架1、包缝机架2、布料传输机构3、送标机构4、可调包缝机构5、动力传输组件31、无动力传输架312、无动力辊筒313、动力辊筒314、动力伺服电机315、压料剪切组件32、上压板321、压紧底板322、上裁切刀具323、下裁切刀具324、第一驱动气缸325、第二驱动气缸326、拉布组件33、横向直线模组331、布料夹手332、布料传输组件34、滑轨341、纵向直线模组342、竖向伸缩气缸343、吸盘344、送标机主体41、标签放料架411、标签导向架412、标签驱动辊筒413、第三驱动气缸414、标签切刀415、标签搬运贴标组件42、支架421、固定件422、横向伸缩单元423、标签夹爪气缸424、第一滑板51、第二滑板52、包缝机53、包边布放料架531、压边驱动组件54、导向板541、安装架542、第三驱动电机543、压脚544、跟随断线组件55、跟随驱动件551、皮带轮5511、皮带5512、第四驱动电机5513、支撑板5514、固定架552、连接座553、缓冲件554、剪切刀555、超声波振子556、剪切台557、纱线挂线架56。
具体实施方式
下面结合附图和实施方式对本发明作进一步说明。
请结合参阅图1~图10,其中,图1为本发明提供的分体组合式超细包缝装置的一种较佳实施例的结构示意图;图2为图1所示的动力传输组件的结构示意图;图3为图1所示的传输机架的结构示意图;图4为图3A处的局部示意图;图5为图1所示的送标机构的结构示意图;图6为图5所示的另一视角的结构示意图;图7为图1所示的包缝机架的结构示意图;图8为图7所示的压边驱动组件的结构示意图;图9为图7所示的跟随切断组件的结构示意图;图10为图7所示的另一视角的结构示意图。分体组合式超细包缝装置,包括:
传输机架1和位于传输机架1两侧的包缝机架2;
布料传输机构3,所述布料传输机构3设置于上,用于将布料传输至对应的包缝机架2;
两个送标机构4,两个所述送标机构4对角设置于传输机架1上;
可调包缝机构5,所述可调包缝机构5设置于包缝机架2上且位于布料传输机构3的两侧,用于将布料传输机构3输送过来的对应布料进行双边包缝加工。
可调包缝机构可以在包缝机架上前后滑动调整,幅宽在16厘米,便于对不同宽度的布料进行包缝加工。
所述布料传输机构3包括:动力传输组件31,所述动力传输组件31设置于传输机架1上,所述动力传输组件31包括动力传输架和设置于动力传输架前端的无动力传输架312,所述动力传输架包括上下设置的无动力辊筒313和动力辊筒314,所述动力辊筒314由动力伺服电机315驱动;
压料剪切组件32,所述压料剪切组件32设置于动力传输架的后端,用于将布料压紧并截断;
拉布组件33,所述拉布组件33设置于传输机架1上,所述拉布组件33包括两个横向直线模组331,各所述横向直线模组331驱动有布料夹手332,所述布料夹手332包括下夹板和与下夹板配合的上夹板,所述上夹板由夹板气缸驱动;
布料传输组件34,所述布料传输组件34通过滑轨341与传输机架1连接,且设置于拉布组件33的两侧,所述布料传输组件34包括由纵向直线模组342驱动的竖向伸缩气缸343,所述竖向伸缩气缸343的驱动端连接有用于移栽布料的吸盘344。
两侧的包缝机架2对称的拼接于传输机架1的两侧,且包缝机架2的导向板和传输机架1的上表面齐平。
动力传输组件31可以加宽设计。
无动力辊筒314313和动力辊筒314通过啮合的齿轮传动连接。
第一驱动电机设置于传输机架1上,第一驱动电机的驱动端通过螺纹杆驱动有连杆,连杆的上端与剪切刀555连接。
拉布组件33和布料传输组件34均位于压料剪切组件32后端的机架上,两个拉布组件33也可以设置为一组整体的拉布结构。客户可以根据布料加工需要选择合适的传输机架与包缝机架进行组合安装。
布料传输组件34为两组,分别设置于拉布组件33的两侧。
拉布组件33用于拉出动力传输组件31传输过来的布料,拉到预设长度后,压料剪切组件32执行裁剪;
两个横向直线模组331与外界控制系统连接,可以根据程序设定不同的拉布长度,同时加工两种尺寸的布料。
所述压料剪切组件32包括上压板321、与上压板321配合的压紧底板322以及设置于上压板321后端的上裁切刀具323和与上裁切刀具323配合的下裁切刀具324,所述压紧底板322由设置于传输机架1上的第一驱动气缸325驱动,所述上压板321由设置于传输机架1内侧壁的第二驱动气缸326驱动,所述上裁切刀具323的升降由设置于传输机架1上的第一驱动电机驱动。
两个送标机构4对角设置,可以加工标签位置一致的布料,堆叠布料时不用翻面,节省时间。
其中一个所述送标机构4设置于压料剪切组件32的一侧,所述送标机构4包括送标机主体41和设置于送标机主体41一侧的标签搬运贴标组件42,所述送标机主体41上依次设置有标签放料架411、标签导向架412、标签驱动辊筒413和由第三驱动气缸414驱动的标签切刀415,所述标签驱动辊筒413由安装于送标机主体41上的第二驱动电机驱动,所述标签搬运贴标组件42包括活动设置于传输机架1上的支架421,所述支架421上活动的设置有固定件422,所述固定件422上固定有横向伸缩单元423,所述横向伸缩单元423的驱动端通过直角板连接有标签夹爪气缸424。
标签导向架412的一侧设置有与外界控制系统连接的传感器,传感器与外界控制系统连接;
支架421由安装于传输机架1的第四驱动气缸驱动做纵向移动,标签夹爪气缸424的驱动端连接有标签夹爪。
所述可调包缝机构5包括:
滑动设置于包缝机架2上的第一滑板51和第二滑板52;
包缝机53,所述包缝机53设置于第一滑板51上,所述包缝机53上安装有包边布放料架531;
压边驱动组件54,所述压边驱动组件54设置于第二滑板52上,且位于包缝机53的一侧;
跟随断线组件55,所述跟随断线组件55活动的设置于第二滑板52上且位于包缝机53的一侧,用于截断两块布料之间的纱线;
纱线挂线架56,所述纱线挂线架56设置于包缝机架2上,用于给包缝机53提供纱线。
可调包缝机构5对称设置有两组,分别位于布料传输机构3的两侧;包边布放料架531上是放置输送给包缝机53的无纺布布料,用于布料边的包边,使得加工出来的布料边不毛躁,包边纱线间隙更细。
所述压边驱动组件54包括设置于包缝机架2上侧的导向板541和设置于导向板541上方的安装架542,所述安装架542上设置有由第三驱动电机543驱动的主动轮、多个张紧轮、第一同步带以及设置于安装架542下方的引导轮和多个压脚544,所述主动轮和引导轮与第一同步带的内侧面抵接,所述张紧轮依次交错设置于第一同步带的一侧。
第一同步带的外侧还设置有第二同步带,所述第二同步带由主动轮驱动带动引导轮和张紧轮转动;多个压脚544设置于第一同步带实物内侧,用于卡紧布料;压脚544向下轻压第一同步带,第一同步带和导向板541配合,可以将布料向后端带动。
所述跟随断线组件55包括跟随驱动件551,所述跟随驱动件551上设置有固定架552,所述固定架552上活动的设置有连接座553,所述连接座553通过缓冲件554连接有剪切刀555,所述跟随驱动件551上安装有超声波振子556,所述超声波振子556的驱动端安装有与剪切刀555配合的剪切台557。
跟随驱动件551的动力来源结构不限于皮带传动,也可以是伸缩气缸驱动。
所述跟随驱动件551包括两个皮带轮5511、皮带5512、安装于第二滑板52上的第四驱动电机5513和支撑板5514,所述第四驱动电机5513的驱动端与其中一个皮带轮5511连接,所述皮带5512安装于两个皮带轮5511之间,所述支撑板5514与皮带5512的一侧连接。
两个皮带轮5511均通过轴承转动连接于第二滑板52上,剪切台557位于导向板541的内侧,包缝机架2内安装有用于驱动超声波振子556发生高频振动的超声波机箱,剪切刀555落下切断线头;跟随驱动件551会跟随被剪切的线头向后端移动一段距离,在剪切台557和剪切台557的配合下,能够彻底的剪短两布料之间的纱线,并且布料不需要停下来,更高效。
本发明提供的分体组合式超细包缝装置的工作原理如下:
工作时,在动力传输组件的一侧输入两侧的布料,动力传输组件将布料将布料向前推送(被加工布料的长度可以相同也可以不相同),两个拉布组件分别拉住推送过来的两块布料一端至预设长度,上压板和压紧底板配合将布料压紧,上裁切刀具在第一驱动气缸的驱动下对布料进行裁切,两侧的布料传输机构将布料传输至两侧的可调包缝机构,压边驱动组件接过布料将布料向后端驱动,送标机构将标签分别送至布料上,包边机对布料的两边进行拷边处理,跟随断线组件截断拷边完成的布料之间的纱线,跟随断线组件截断纱线的过程是:剪切刀与剪切台配合在跟随驱动件的带动下,随着布料传输机构同步移动,同时剪切台在超声波振子的驱动下,更高效的对纱线进行截断。
与相关技术相比较,本发明提供的分体组合式超细包缝装置具有如下有益效果:
本发明通过设置了跟随驱动件,在一次原地剪切纱线后,跟随驱动件启动,带动剪切刀和剪切台同步跟随被拷边完成的布料之间的纱线继续同步移动,进行二次追切线头,剪切的过程不需要停顿操作,并且剪切台的下方设置了超声波振子,使得剪切纱线更高效彻底,无需人工二次修剪,自动化程度更高;通过对角设置的送标机构,便于加工两侧是同一规格且标签在同一位置的布料,布料加工完成堆叠时,无需将布料进行翻转,大大节省了加工时间;通过在布料传输机构上增设了动力传输架,在加工材质较软的纬编面料时,动力伺服电机驱动动力辊筒转动,能够辅助布料的传输;传输机架和包缝机架为分体式设置,设备安装时可以分别搬运传输机架和包缝机架并且分体组合结构能够满足客户对传输机架不同的需求;分别设置左右分开的两组拉布组件,每组拉布组件可以单独工作,被拉的两侧的布料的长度可以是相同或者不相同,不限于加工同种规格的布料,使得本装置适用范围更广。
以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。