一种轴向磁通双转子电机定子铁芯的生产工装及制作方法
文献发布时间:2023-07-05 06:30:04
技术领域
本发明涉及轴向磁通双转子电机定子铁芯的生产技术领域,尤其是一种轴向磁通双转子电机定子铁芯的生产工装及制作方法。
背景技术
根据轴向磁通结构设计,其定子铁芯设计往往采用锥形状设计,由每一片均不相同铁芯硅钢片组合而成。现有传统的铁芯工艺往往采用冲压成型,然后每片冲片通过扣片叠压而成。
例如,中国专利文献中,专利号为CN2022109060214于2022年10月11日公开了一种永磁同步电机的铁芯制造方法,其中涉及到的步骤为:将设置涂层的硅钢片加热并完成叠压,在受到温度和压力的情况下,涂层会进行融化并具有固化强度,将硅钢片粘接到一起;对硅钢片叠压形成的硅钢片组进行线切割加工,根据线切割图案设计形成定子铁芯或转子铁芯对应形状的硅钢片组;在将若干硅钢片组通过铆合、焊接形成铁芯。
该申请虽然提及到将成型的硅钢片通过焊接形成铁芯,但是在焊接前需要对硅钢片涂覆涂层,通过涂层叠压硅钢片并固化,最后再进行铆合和焊接,成型的工序多,工艺复杂,没有充分对定子铁芯生产效率进行提升。
发明内容
基于现有技术中的上述不足,本申请提供了一种轴向磁通双转子电机定子铁芯的生产工装及制作方法,能够大幅提高定子铁芯的成型效率,降低定子铁芯的成型难度。
为实现上述目的,本发明提出以下技术方案。
一种轴向磁通双转子电机定子铁芯的生产工装,其特征在于,包括基体,基体上设有对应定子铁芯的定位槽,基体上侧可拆卸连接有用于压紧定子铁芯的焊接压块,基体内对应定位槽的两端分别设有端面整形块。
本申请通过生产工装的设置来完成用于形成定子铁芯的硅钢片的定位和收容,使得硅钢片形成稳定的形状,之后可以方便的通过激光焊接的方式完成定子铁芯的焊接成型,相比现有技术中先粘接后固化叠压的方式,工序和材料成本都显著减小,能够大幅提高定子铁芯的成型效率,降低定子铁芯的成型难度。
作为优选,基体包括底板和位于底板两端的侧板,底板上设有若干块平行的放置块,放置块与侧板间隔设置,放置块和侧板之间形成端部槽,放置块内设有向上的开口槽,端部槽和开口槽形成“工”字形的定位槽。放置块在基体内的设置,实现开口槽和端部槽的分区,配合“工”字形的定子铁芯,提供可靠的限位作用,方便压紧固定,定位作用可靠。
作为优选,侧板上设有若干个调节螺栓,调节螺栓包括与侧板滑动设置的第一螺栓,第一螺栓与端面整形块固定连接,调节螺栓还包括与侧板螺纹连接的第二螺栓,第二螺栓外端能够顶紧端面整形块一侧。第一螺栓连接端面整形块,提供滑动导向,通过第二螺栓的旋转就能完成端面整形块的可靠压紧,操作方便。
作为优选,第一螺栓设有呈上下间隔布置的两个,第二螺栓位于两个第一螺栓之间。第一螺栓起到对端面整形块的定位作用,通过第二螺栓能够单向顶紧端面整形块,从而完成端面整形块对安装的定子铁芯的压紧。
作为优选,侧板上设有若干个调节螺栓,调节螺栓包括螺帽、与螺帽相邻的第一螺纹段和位于第一螺纹段外端的第二螺纹段,第二螺纹段的螺纹外径小于第一螺纹段的螺纹内径,第一螺纹段和第二螺纹段的旋向相反,第一螺纹段与侧板螺纹连接,第二螺纹段与端面整形块螺纹连接。由于第一螺纹段和第二螺纹段上的螺纹旋向相反,在旋转调节螺栓时,会使得端面整形块和侧板同时相对调节螺栓移动,大幅提高调节的效率,能够快速实现端面整形块的压紧整形,提高操作效率。
作为优选,开口槽的横截面形状为倒梯形,开口槽侧壁朝向端部槽的一侧设有导向斜面,导向斜面和开口槽的侧壁之间设有过渡圆角。开口槽的形状与定子铁芯成型后的锥面形状配合,起到可靠的坡度导向,进而实现对锥面形状定子铁芯的可靠堆叠,导向斜面的设置能够配合定子铁芯的端部形状,横截面为“工”字形的定子铁芯其侧面与导向斜面形状对应,方便后续线圈的绕线设置,过渡圆角防止导向斜面与开口槽之间出现应力集中的情况,保证导向斜面位置的结构强度。
作为优选,开口槽的底部设有圆心角大于180度且小于360度的圆柱槽。圆柱槽的设置一方面可以避免开口槽底部的应力集中,方便定子铁芯的堆叠,另一方面是为了应对定子铁芯焊接所进行的独特设置,定子铁芯在激光焊接过程中,为了保证定子铁芯底部的焊接质量,同时防止焊接到生产工装,通过圆柱槽实现了对激光的避让,保证了激光焊接的可靠性,同时为定子铁芯的焊接变形留有余量。
作为优选,焊接压块的两端分别设有与放置块连接的连接部,焊接压块的下侧在两连接部之间设有压紧凸板。通过压紧凸板的凸出设置,实现焊接压块装配后对定子铁芯的可靠压紧。
一种基于上述轴向磁通双转子电机定子铁芯生产工装的定子铁芯生产方法,其特征是,包括以下步骤:
A、将定子铁芯每一片按序放在定位槽内;
B、焊接压块与基体固定连接,完成定子铁芯纵向的压紧;端面整形块压紧,完成定子铁芯横向的压紧;
C、使用激光焊接焊接堆叠并固定好的定子铁芯;
D、焊接完成打开焊接压块和端面整形块,取出定子铁芯。
通过本申请所应用的生产工装,能够在焊接过程中保持定子铁芯的结构稳定,并且由于焊接前后的结构不变,能够对定子铁芯提供相同的夹持基准,消除焊接过程中热变形对定子铁芯成品的影响,无需对定子铁芯进行预粘接,节省了材料成本、工序成本和时间成本,通过本生产工装和本生产方法,能够大幅提高定子铁芯的成型效率。
作为优选,步骤A中,定子铁芯两端分别位于端部槽内;步骤B中,焊接压块与基体的放置块螺纹连接。定位槽是对应定子铁芯结构的独特设计,生产工装只包覆住定子铁芯的端面和焊接压块对应的上侧面,定子铁芯的大面积均处于裸露状态,方便激光焊接的进行,可以在焊接时维持生产工装的固定作用,从而精简定子铁芯的成型工艺。
本发明的有益效果是:精简定子铁芯的成型工艺,降低工序和材料成本,大幅提高定子铁芯的成型效率,降低定子铁芯的成型难度。
附图说明
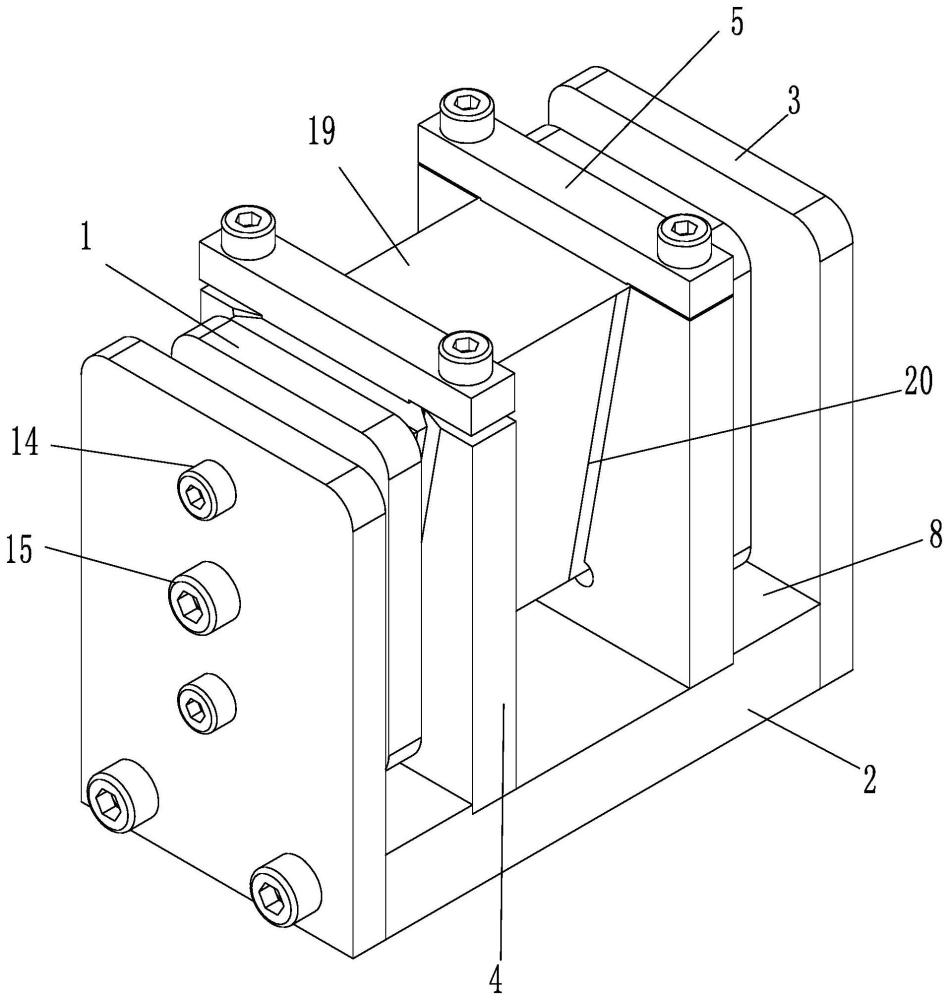
图1是本发明第一种实施例的结构示意图。
图2是图1所示实施例的爆炸图。
图3是图1所示实施例未安装定子铁芯时的结构示意图。
图4是本发明中放置块的结构示意图。
图5是本发明中焊接压块的结构示意图。
图6是本发明第二种实施例的结构示意图。
图7是图6所示实施例中调节螺栓的结构示意图。
图8是图6所示实施例的内部剖视图。
图中:端面整形块1 底板2 侧板3 放置块4 焊接压块5 连接部6 压紧凸板7 端部槽8 开口槽9 导向斜面10 过渡圆角11 圆柱槽12 调节螺栓13 第一螺栓14第二螺栓15 螺帽16 第一螺纹段17 第二螺纹段18 定子铁芯19 焊缝20。
具体实施方式
下面结合附图与具体实施例对本发明做进一步的描述。
实施例1,
如图1到图5所示,一种轴向磁通双转子电机定子铁芯的生产工装,包括基体,基体上设有对应定子铁芯19的定位槽, 基体内对应定位槽的两端分别设有端面整形块1。端面整形块1的形状为长方体。
基体包括底板2和位于底板2两端的侧板3,侧板3和底板2通过螺栓连接。侧板3朝向底板2的上侧设置,使得基体为C形朝上结构,底板2上设有两块平行的放置块4,放置块4通过螺纹连接在底板2底部的螺栓实现可拆卸连接。基体上侧可拆卸连接有用于压紧定子铁芯19的焊接压块5,焊接压块5的两端分别设有与放置块4连接的连接部6,连接部6与放置块4螺栓连接。焊接压块5的下侧在两连接部6之间设有压紧凸板7。放置块4与侧板3间隔设置,放置块4和侧板3之间形成端部槽8,放置块4内设有向上的开口槽9,开口槽9的横截面形状为倒等腰梯形,开口槽9侧壁朝向端部槽8的一侧设有导向斜面10,导向斜面10和开口槽9的侧壁之间设有过渡圆角11。开口槽9底面高于底板2的上端面,从而使放置块4的底部相对底板2具有抬升空间,方便后续激光焊接的进行。开口槽9的底部角落位置设有横截面圆心角为260度的圆柱槽12。端部槽8和开口槽9形成“工”字形的定位槽。
侧板3上螺纹连接有三个调节螺栓13,三个调节螺栓13包括两个与侧板3滑动设置的第一螺栓14,第一螺栓14与端面整形块1固定连接,调节螺栓13还包括与侧板3螺纹连接的一个第二螺栓15,第二螺栓15外端能够顶紧端面整形块1一侧。三个调节螺栓13沿纵向间隔布置在端面整形块1的中线上。第一螺栓14设有呈上下间隔布置的两个,第二螺栓15位于两个第一螺栓14之间。
实施例2,
一种轴向磁通双转子电机定子铁芯19的生产工装,如图6到图8所示,实施例2与实施例1的区别支撑在于,侧板3上设有两个调节螺栓13,两个调节螺栓13呈上下间隔设置。调节螺栓13包括螺帽16、与螺帽16相邻的第一螺纹段17和位于第一螺纹段17外端的第二螺纹段18,第二螺纹段18的螺纹外径小于第一螺纹段17的螺纹内径,第一螺纹段17和第二螺纹段18的旋向相反。第一螺纹段17与侧板3螺纹连接,第二螺纹段18与端面整形块1螺纹连接。
实施例3,
一种基于上述轴向磁通双转子电机定子铁芯19生产工装的定子铁芯19生产方法,,硅钢片下料后采用激光切割的方式切割出铁芯片包括以下步骤:
A、将定子铁芯19每一片铁芯片按开口槽9梯度形成的大小顺序放在定位槽内;定子铁芯19两端分别位于端部槽8内;
B、焊接压块5与基体固定连接,完成定子铁芯19纵向的压紧;端面整形块1压紧,完成定子铁芯19横向的压紧;焊接压块5与基体的放置块4通过螺栓实现螺纹连接;
C、使用激光焊接焊接堆叠并固定好的定子铁芯19;定子铁芯19的两侧分别设置两道焊缝20;两道焊缝20位于两块放置块4之间,并且焊缝20位置接近放置块4;
D、焊接完成打开焊接压块5和端面整形块1,取出定子铁芯19。
通过本申请所应用的生产工装,能够在焊接过程中保持定子铁芯19的结构稳定,并且由于焊接前后的结构不变,能够对定子铁芯19提供相同的夹持基准,消除焊接过程中热变形对定子铁芯19成品的影响,无需对定子铁芯19进行预粘接,节省了材料成本、工序成本和时间成本,通过本生产工装和本生产方法,能够大幅提高定子铁芯19的成型效率;定位槽是对应定子铁芯19结构的独特设计,生产工装只包覆住定子铁芯19的端面和焊接压块5对应的上侧面,定子铁芯19的大面积均处于裸露状态,方便激光焊接的进行,可以在焊接时维持生产工装的固定作用,从而精简定子铁芯19的成型工艺。生产工装整体采用螺栓连接,方便拆卸、维修和更换。