一种自动卷直线下摆缝纫机的控制方法及系统
文献发布时间:2023-07-05 06:30:04
技术领域
本发明涉及缝纫机控制领域,尤其是一种自动卷直线下摆缝纫机的控制方法及系统。
背景技术
自动卷直线下摆缝纫机能够从上料、折边、缝制至下料实现缝制过程,缝制好的布料质量较好,缝纫线平齐;但是在缝制的过程中可能会出现故障影响布料质量,即缝制过程中缺乏有效的自动控制以及故障检测手段,从而影响缝制的质量和效率;现提出一种自动卷直线下摆缝纫机的控制方法及系统,显著提升缝制的质量和效率。
发明内容
本发明解决了自动卷直线下摆缝纫机在缝纫过程中缺乏有效的自动控制以及故障检测手段,从而影响缝制的质量和效率的问题,提出一种自动卷直线下摆缝纫机的控制方法及系统,对自动卷直线下摆缝纫机的的各个缝制过程进行自动控制和检测,以便及时解决故障,保证缝制质量和效率的提升。
为了实现上述目的,本发明采用以下技术方案:一种自动卷直线下摆缝纫机的控制方法,包括以下步骤:
S1,对缝纫机进行初始检测,根据待加工面料调整缝纫机,满足待加工面料的工艺要求;
S2,面料进行放料后,自动进行压料处理并进行压料检测,随后进行送料和折边处理,并进行送料检测和折边检测;
S3,缝纫机进行缝纫,缝纫完成后剪断缝线,完成缝纫过程;
S4,获取缝纫完成之后的面料长度,根据面料长度进行选择研判,面料分别进入不同的下料装置进行下料。
本发明中,首先对缝纫机进行初始检测,进行调整后满足工艺要求;随后,在进行放料后,通过压料装置进行压料处理,并且在压料处理后继续进行送料以及折边处理,保证面料的自动折叠,同时在送料和折边处理过程中进行检测,及时发现故障并排除;然后缝纫机机头对折叠后的两层面料进行缝制;最后根据面料长度进行选择研判,不同长度的面料采用不用的下料装置下料输出;本发明中的控制方法能够起到提高缝制质量和效率的效果,能够及时解决故障,保证缝制安全。
作为优选,所述步骤S1包括以下步骤:
S11,利用安全检测装置对缝纫机进行安全性检测;
S12,根据待加工面料的参数,调整缝纫机头调节装置以调整机头位置,使其满足工艺要求;
S13,缝纫机头调整完毕后,关闭放料平台上的接触报警装置。
本发明中,步骤S1中,首先进行安全性检测,具体通过初始检测模块的多个安全检测装置进行检测,以排除硬件所引起的安全问题;随后根据不同的待加工面料,调整缝纫机机头调节装置,直至满足相关的工艺要求;最后机头调整好后,将放料平台上的接触报警装置关闭,以备在面料放在放料平台上后,不会触发接触报警装置;而在关闭接触报警装置之前就进行放料,则接触报警装置在与面料接触后就会进行报警响应,起到良好的保护作用。
作为优选,所述步骤S2包括以下步骤:
S21,压料装置对面料进行压料,设置在压料装置上的压力传感器实时对压力进行检测,若干个压力传感器的压力值保持在一定的波动范围内;
S22,面料在送料过程中,利用压力传感器和面料平整度检测装置分别对压力以及平整度进行检测;
S23,面料在折边处理过程中,在折边装置上方和侧方设有若干个微型面阵相机,利用微型面阵相机获取面料在折边处理时的图像信息。
本发明中,具体的,压料装置上设置有多个压力传感器已进行压力检测,压力传感器的分布一般为均匀的阵列分布,若多个压力传感器的压力值波动较大,则视为压料装置压料不正常;且在送料过程中除了进行压力检测之外,还利用面料平整度检测装置进行平整度检测,保证面料输送过程平整。
作为优选,所述步骤S23包括:
若干个微型面阵相机每隔一定的周期进行拍摄,在相同时刻的多个微型面阵相机所摄图像分别进行图像预处理,随后进行图像拼接处理,最终获取完整的折边处理的图像。
本发明中,多个微型面阵相机能够同时拍摄,能够获取折边处理过程中各个角度的图像,获取完成后进行预处理,预处理主要进行筛选以及剔除操作,剔除完毕后进行图像的拼接,以获取完整图像。
作为优选,所述步骤S4包括以下步骤:
S41,缝纫完成之后的面料被送出后进行面料长度检测,当面料达到指定位置时,设置在指定位置上的长度检测装置获取面料的长度数据并发送至总调控平台;
S42,总调控平台对面料长度数据进行预处理并进行有用特征提取,将提取出的有用特征输入至总调控平台中研判模块,研判模块输出面料长度判定结果;
S43,根据面料长度判定结果,总调控平台下发驱动指令至过程主处理模块,过程主处理模块驱动面料进入不同的下料装置。
本发明中,面料长度检测完成后,将面料长度数据发送至总调控平台进行数据的处理,数据首先进行预处理,随后进行有用特征的提取,利用有用特征进行研判,输出面料长度判定结果,根据该结果控制面料进行入不同的下料装置。
作为优选,所述步骤S23还包括:
在折边处理完成后,设置有折边完成度检测装置,能够检测面料的折边完成情况,并实时将折边完成情况发送至总调控平台。
本发明中,折边完成度检测装置设置在折边处理过程的末端,该装置采用具有红外轮廓获取功能的微型装置,获取完成后,将折边完成情况发送到总调控平台进行数据暂存和分析,能够评估单位时间内的折边完成质量。
作为优选,在缝纫机机头处设置有监测装置,对缝纫过程进行实时监控。
本发明中,监测装置一般为单个摄像头或者至少二个摄像头,监测装置能够及时将监测数据发送至总调控平台以进行数据分析。
一种自动卷直线下摆缝纫机的控制系统,适用上述任一项的一种自动卷直线下摆缝纫机的控制方法,包括
总调控平台,对缝纫机进行总体调控,接收并处理异常过程数据,内设有多个异常过程数据库;
初始检测模块,包括若干个安全检测装置,对缝纫机进行初始检测;
压料检测模块,对压料、送料以及折边处理过程进行检测;
下料检测模块,对面料进行长度检测;
过程主处理模块,接收总调控平台的调控指令,对缝纫机进行直接控制。
本发明中,对于与方法相适应的控制系统,主要包括有总调控平台,总调控平台内置有若干个处理芯片,能够同时处理多种数据;初始检测模块包括有多个安全检测装置,安全检测装置主要包括带电检测装置和不带电检测装置,能够对缝纫机进行初始检测;过程主处理模块在接收调控指令后,快速响应执行,保证缝纫机的动作快速执行。
作为优选,所述初始检测模块电连接有总调控平台,所述总调控平台分别电连接有压料检测模块和下料检测模块,所述总调控平台通过传输链连接有过程主处理模块。
本发明中,过程主处理模块与自动卷直线下摆缝纫机电连接,通常为有线连接,以保证及时响应,而总调控平台与过程主处理模块之间一般为无线连接,且通常在较快的外网中进行传输。
作为优选,所述传输链包括指令传输链和数据链,所述指令传输链用于总调控平台下发加密的调控指令,所述数据链包括上传链和下发链,所述上传链和下发链均用于检测数据的上传和下发。
本发明中,传输链的形式能够保证总调控平台和过程主处理模块在无线条件下的快速且安全传输。
本发明的有益效果是:对于本发明的一种自动卷直线下摆缝纫机的控制方法及系统,对自动卷直线下摆缝纫机的的各个缝制过程进行自动控制和故障检测,自动控制使缝制过程效率大大提高,故障检测有利于及时解决故障,同时保证缝制质量和效率的提升。
附图说明
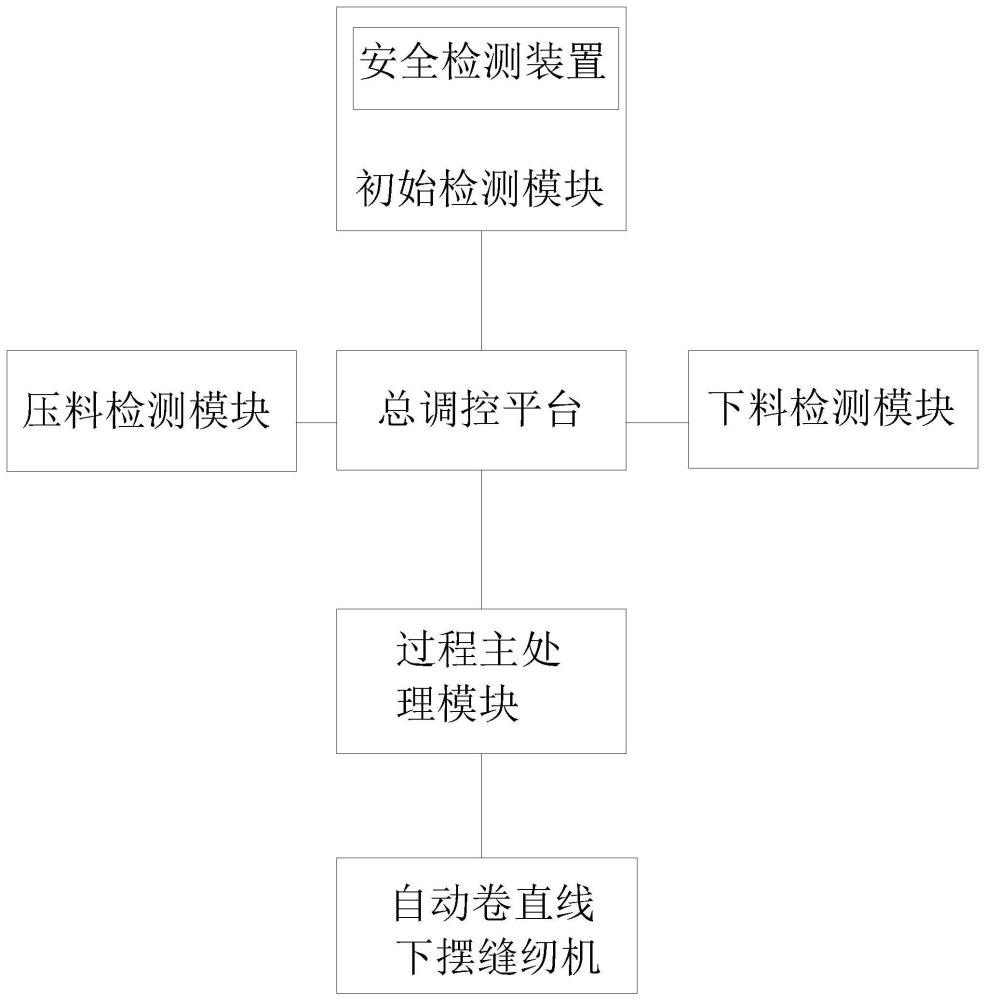
图1是本发明一种自动卷直线下摆缝纫机的控制方法及系统的系统示意图。
具体实施方式
实施例1:
本实施例提出一种自动卷直线下摆缝纫机的控制方法,包括有以下的步骤。
步骤S1,对缝纫机进行初始检测,根据待加工面料调整缝纫机,满足待加工面料的工艺要求;具体的,该步骤包括多个子步骤。
步骤S11,利用安全检测装置对缝纫机进行安全性检查;以排除缝纫机的零部件带来的安全问题;具体的,由初始检测模块来完成该项工作。
步骤S12,根据待加工面料的参数,调整缝纫机头调节装置以调整机头位置,使其满足工艺要求;具体的,若不符合工艺要求,则需再次调整机头位置。
步骤S13,缝纫机头调整完毕后,关闭放料平台上的接触报警装置,具体的,接触报警装置设置在放料平台上,其高度与放料平台一致,若开启后,由于与面料的接触,则会触发报警。
步骤S2,面料进行放料后,自动进行压料处理并进行压料检测,随后进行送料和折边处理,并进行送料检测和折边检测;具体的,该步骤中分别进行放料、压料、送料和折边处理,送料和折边处理为同时进行,包括以下子步骤。
步骤S21,压料装置对面料进行压料,设置在压料装置上的压力传感器实时对压力进行检测,若干个压力传感器的压力值保持在一定的波动范围内;本实施例中,压力传感器的分布为阵列均匀排布,一般为两行多列的形式。
步骤S22,面料在送料过程中,利用压力传感器和面料平整度检测装置分别对压力以及平整度进行检测;通过压力传感器和面料平整度检测装置的检测,及时检测送料过程中的压力情况和平整度情况。
步骤S23,面料在折边处理过程中,在折边装置上方和侧方设有若干个微型面阵相机,利用微型面阵相机获取面料在折边处理时的图像信息。微型面阵相机设置有多个,保证能够获取各个角度的图像。
在步骤S23中,更为具体的,多个微型面阵相机每隔一定的周期进行拍摄,在相同时刻的多个微型面阵相机所摄图像分别进行图像预处理,随后进行图像拼接处理,最终获取完整的折边处理的图像。本实施例中,多个微型面阵相机能够同时拍摄,能够获取折边处理过程中各个角度的图像,获取完成后进行预处理,预处理主要进行筛选以及剔除操作,剔除完毕后进行图像的拼接,以获取完整图像。
步骤S23还包括:在折边处理完成后,设置有折边完成度检测装置,能够检测面料的折边完成情况,并实时将折边完成情况发送至总调控平台。本实施例中,折边完成度检测装置设置在折边处理过程的末端,该装置采用具有红外轮廓获取功能的微型装置,获取完成后,将折边完成情况发送到总调控平台进行数据暂存和分析,能够评估单位时间内的折边完成质量。
步骤S3,缝纫机进行缝纫,缝纫完成后剪断缝线,完成缝纫过程;具体的,在该过程中,缝纫机机头对折叠后的两层面料进行缝制。
步骤S4,获取缝纫完成之后的面料长度,根据面料长度进行选择研判,面料分别进入不同的下料装置进行下料;具体的,该步骤包括多个子步骤。
步骤S41,缝纫完成之后的面料被送出后进行面料长度检测,当面料达到指定位置时,设置在指定位置上的长度检测装置获取面料的长度数据并发送至总调控平台;具体的,面料长度检测需要到达指定位置后进行,长度检测装置进行长度检测,之后将长度数据输送至总调控平台。
步骤S42,总调控平台对面料长度数据进行预处理并进行有用特征提取,将提取出的有用特征输入至总调控平台中研判模块,研判模块输出面料长度判定结果;具体的,研判模块中建立有关于有用特征和面料长度判定结果的映射关系,并且具有深度学习功能。
步骤S43,根据面料长度判定结果,总调控平台下发驱动指令至过程主处理模块,过程主处理模块驱动面料进入不同的下料装置;具体的,本实施例中,下料装置分为长下料装置和短下料装置。
在缝纫机机头处设置有监测装置,对缝纫过程进行实时监控。具体的,监测装置一般为单个摄像头或者至少二个摄像头,监测装置能够及时将监测数据发送至总调控平台以进行数据分析。
本发明中,首先对缝纫机进行检测,进行调整后满足工艺要求;随后,在进行放料后,通过压料装置进行压料处理,并且在压料处理后继续进行送料以及折边处理,保证面料的自动折叠,同时在送料和折边处理过程中进行检测,及时发现故障并排除;然后缝纫机机头对折叠后的两层面料进行缝制;最后根据面料长度进行选择研判,不同长度的面料采用不用的下料装置下料输出;本发明中的控制方法能够起到提高缝制质量和效率的效果,能够及时解决故障,保证缝制安全。
本发明中,步骤S1中,首先进行安全性检测,具体通过初始检测模块的多个安全检测装置进行检测,以排除硬件所引起的安全问题;随后根据不同的待加工面料,调整缝纫机机头调节装置,直至满足相关的工艺要求;最后机头调整好后,将放料平台上的接触报警装置关闭,以备在面料放在放料平台上后,不会触发接触报警装置;而在关闭接触报警装置之前就进行放料,则接触报警装置在与面料接触后就会进行报警响应,起到良好的保护作用。
本发明中,具体的,压料装置上设置有多个压力传感器已进行压力检测,压力传感器的分布一般为均匀的阵列分布,若多个压力传感器的压力值波动较大,则视为压料装置压料不正常;且在送料过程中除了进行压力检测之外,还利用面料平整度检测装置进行平整度检测,保证面料输送过程平整。
本发明中,面料长度检测完成后,将面料长度数据发送至总调控平台进行数据的处理,数据首先进行预处理,随后进行有用特征的提取,利用有用特征进行研判,输出面料长度判定结果,根据该结果控制面料进行入不同的下料装置。
本实施例还提出一种自动卷直线下摆缝纫机的控制系统,适用上述的一种自动卷直线下摆缝纫机的控制方法,参考图1,包括总调控平台,对缝纫机进行总体调控,接收并处理异常过程数据,内设有多个异常过程数据库;初始检测模块,包括若干个安全检测装置,对缝纫机进行初始检测;压料检测模块,对压料、送料以及折边处理过程进行检测;下料检测模块,对面料进行长度检测;过程主处理模块,接收总调控平台的调控指令,对缝纫机进行直接控制。具体的,本发明中的总调控平台对缝纫机进行各种事项的调控,其余的检测模块均与总调控平台连接并进行信息交互。
初始检测模块电连接有总调控平台,总调控平台分别电连接有压料检测模块和下料检测模块,总调控平台通过传输链连接有过程主处理模块。
具体的,过程主处理模块与自动卷直线下摆缝纫机电连接,通常为有线连接,以保证及时响应,而总调控平台与过程主处理模块之间一般为无线连接,且通常在较快的外网中进行传输。
传输链包括指令传输链和数据链,指令传输链用于总调控平台下发加密的调控指令,数据链包括上传链和下发链,上传链和下发链均用于检测数据的上传和下发;具体的,传输链的形式能够保证总调控平台和过程主处理模块在无线条件下的快速且安全传输。
本实施例中,对于与方法相适应的控制系统,主要包括有总调控平台,总调控平台内置有若干个处理芯片,能够同时处理多种数据;初始检测模块包括有多个安全检测装置,安全检测装置主要包括带电检测装置和不带电检测装置,能够对缝纫机进行初始性的安全检测;过程主处理模块在接收调控指令后,快速响应执行,保证缝纫机的动作快速执行。
综上所述,本发明的一种自动卷直线下摆缝纫机的控制方法及系统,能够对自动卷直线下摆缝纫机的的各个缝制过程进行自动控制和故障检测,自动控制使缝制过程效率大大提高,故障检测有利于及时解决故障,同时保证缝制质量和效率的提升。
以上详细描述了本发明的较佳具体实施例。应当理解,本领域的普通技术人员无需创造性劳动就可以根据本发明的构思作出诸多修改和变化。因此,凡本技术领域中技术人员依本发明的构思在现有技术的基础上通过逻辑分析、推理或者有限的实验可以得到的技术方案,皆应在由权利要求书所确定的保护范围内。