无缝自动橡筋机及其缝制方法
文献发布时间:2024-01-17 01:16:56
技术领域
本发明涉及缝纫技术领域,尤其涉及一种无缝自动橡筋机及其缝制方法。
背景技术
现有的自动橡筋机对于橡筋带的缝合方式如下:
1)通过拉料机构牵引橡筋带穿过两个夹紧机构,待橡筋带的长度满足缝制要求后对橡筋带进行裁断;
2)使两个所述夹紧机构分别夹紧所述橡筋带的首端和末端;
3)使两个所述夹紧机构分别对所述橡筋带的首尾进行翻转,使得橡筋带的首尾相贴合形成橡筋圈;
4)通过两个所述夹紧机构将所述橡筋圈送至缝纫机进行缝制。
通过上述方式缝合得到的橡筋圈存在对缝大以及缝制平整度差等问题,使得缝制质量难以得到保障。
发明内容
本发明的目的在于提供一种无缝自动橡筋机及其缝制方法,通过热熔的方式对橡筋带进行切割并熔接形成所需尺寸的橡筋圈,能够有效解决了采用现有橡筋带缝合方式得到的橡筋圈存在对缝大的问题,同时还能够将橡筋圈的焊缝抚平,保证后续缝制时的平整度,大大的提高了缝制质量。
为了达到上述目的,本发明提供了一种无缝自动橡筋机,包括送料装置、夹取装置及超声波切刀装置,其中:
所述送料装置,用于输送橡筋带;
夹取装置,包括第一安装座、第二安装座、第三安装座、第四安装座、第一夹紧机构、第二夹紧机构及翻转机构,所述第一夹紧机构及所述第二夹紧机构分别设置在所述第三安装座及所述第四安装座上,所述第三安装座及所述第四安装座均设置在所述第二安装座上且能够分别相对所述第二安装座沿X轴和Y轴移动,所述第二安装座设置在所述第一安装座上且能够相对所述第一安装座沿X轴移动,当所述第三安装座相对所述第二安装座沿X轴正方向移动时带动所述第一夹紧机构移动并夹取所述橡筋带的头部,所述翻转机构与所述第一夹紧机构连接并用于驱使所述第一夹紧机构转动,以使所述头部翻转180°后贴合在所述橡筋带的待切部上,所述X轴与所述Y轴相互垂直;
所述超声波切刀装置,用于通过热熔的方式对所述待切部进行切割,并使所述头部和所述待切部熔接在一起形成橡筋圈;
当所述第四安装座相对所述第二安装座沿Y轴正方向移动时带动所述第二夹紧机构移动以与所述第一夹紧机构同时夹取所述橡筋圈,当所述第三安装座相对所述第二安装座沿X轴负方向移动时带动所述第一夹紧机构相对所述第二夹紧机构沿X轴负方向移动以将所述橡筋圈的待缝制部摊开。
可选的,所述夹取装置还包括第一驱动单元、第二驱动单元及第三驱动单元,所述第一驱动单元安装在所述第一安装座上并用于驱使所述第二安装座相对所述第一安装座沿X轴移动,所述第二驱动单元及所述第三驱动单元均安装在所述第二安装座上并用于分别驱使所述第三安装座及所述第四安装座相对所述第二安装座沿X轴和Y轴移动。
可选的,所述第一夹紧机构包括第一夹片、第二夹片及第一夹紧气缸,所述第二夹片位于所述第一夹片的上方,所述第一夹紧气缸的伸缩杆贯穿所述第一夹片后与所述第二夹片连接,所述第一夹紧气缸用于驱使所述第二夹片沿竖向移动以夹紧所述橡筋带的头部。
可选的,所述翻转机构包括翻转电机及连接块,所述翻转电机的输出轴通过所述连接块与所述第一夹片连接,所述翻转电机通过所述连接块驱使所述第一夹片转动,并带动所述第二夹片及所述橡筋带的头部转动。
可选的,所述第二夹紧机构包括第三夹片、第四夹片及第二夹紧气缸,所述第三夹片位于所述第四夹片的上方,所述第二夹紧气缸位于所述第三夹片上且其伸缩杆贯穿所述第三夹片后与所述第四夹片连接,所述第二夹紧气缸用于驱使所述第四夹片沿竖向移动以夹紧所述橡筋圈。
可选的,所述第三夹片上设置有固定块及移动块,所述固定块与所述移动块相对设置在所述第三夹片的两端,所述固定块及所述移动块上分别设置有第一挡片及第二挡片,所述橡筋带从所述第一挡片与所述第二挡片之间穿过,所述移动块能够在所述第三夹片上移动以调整所述第一挡片与所述第二挡片之间的间距。
可选的,所述超声波切刀装置包括超声波发生器、切割砧板、切刀及升降气缸,所述切刀及所述切割砧板分别位于所述橡筋带的上方及下方,所述升降气缸与所述切刀连接以驱使所述切刀沿竖向移动并将所述待切部压紧在所述切割砧板上,所述超声波发生器与所述切割砧板连接以向所述切割砧板加载超声波振动。
可选的,所述超声波切刀装置还包括对正机构,所述对正机构包括第一对正块及第二对正块,所述第一对正块及所述第二对正块均设置在所述橡筋带的切口处,所述第一对正块与所述第二对正块之间形成有供所述橡筋带穿过的卡槽,且所述第一对正块与所述第二对正块能够相对运动或相背运动以调整所述卡槽的宽度,进而使所述橡筋带的头部与所述待切部对齐。
可选的,所述超声波切刀装置还包括吹气管,所述吹气管用于向所述橡筋带的头部吹气以使所述橡筋带的头部贴合在所述橡筋带的待切部上。
可选的,所述无缝自动橡筋机还包括缝制装置及第四驱动单元,所述第四驱动单元用于驱使所述夹取装置沿Y轴移动至缝纫位置,所述缝制装置用于对所述待缝制部进行缝纫。
基于此,本发明还提供了一种缝制方法,采用如上所述的无缝自动橡筋机对橡筋带进行缝制,包括以下步骤:
驱使送料装置输送橡筋带,并驱使第二安装座相对第一安装座沿X轴正方向移动至第一预设位置;
驱使第三安装座相对所述第二安装座沿X轴正方向移动并带动第一夹紧机构移动至第二预设位置,以夹取所述橡筋带的头部;
驱使所述第三安装座相对所述第二安装座沿X轴负方向移动并带动所述第一夹紧机构移动至第三预设位置;
通过翻转机构驱使所述第一夹紧机构转动,以使所述头部翻转180°后贴合在所述橡筋带的待切部上;
通过超声波切刀装置对所述待切部进行切割,并使所述头部和所述待切部熔接在一起形成橡筋圈;
驱使所述第二安装座相对所述第一安装座沿X轴负方向移动至第四预设位置;
驱使第四安装座相对所述第二安装座沿Y轴正方向移动并带动第二夹紧机构移动以与所述第一夹紧机构同时夹取所述橡筋圈;
驱使所述第三安装座相对所述第二安装座沿X轴负方向移动,并带动所述第一夹紧机构相对所述第二夹紧机构沿X轴负方向移动以将所述橡筋圈的待缝制部摊开。
本发明提供了一种无缝自动橡筋机及其缝制方法,通过超声波热熔的方式对所述橡筋带进行切割并熔接形成所需尺寸的橡筋圈,能够有效解决了采用现有橡筋带缝合方式得到的橡筋圈存在对缝大的问题,同时通过驱使所述第一夹紧机构相对所述第二夹紧机构沿X轴负方向(相互远离的方向)移动,能够将所述橡筋圈的待缝制部摊开以及将所述橡筋圈的焊缝抚平,保证后续缝制时的平整度,大大的提高了缝制质量。
附图说明
本领域的普通技术人员将会理解,提供的附图用于更好地理解本发明,而不对本发明的范围构成任何限定。其中:
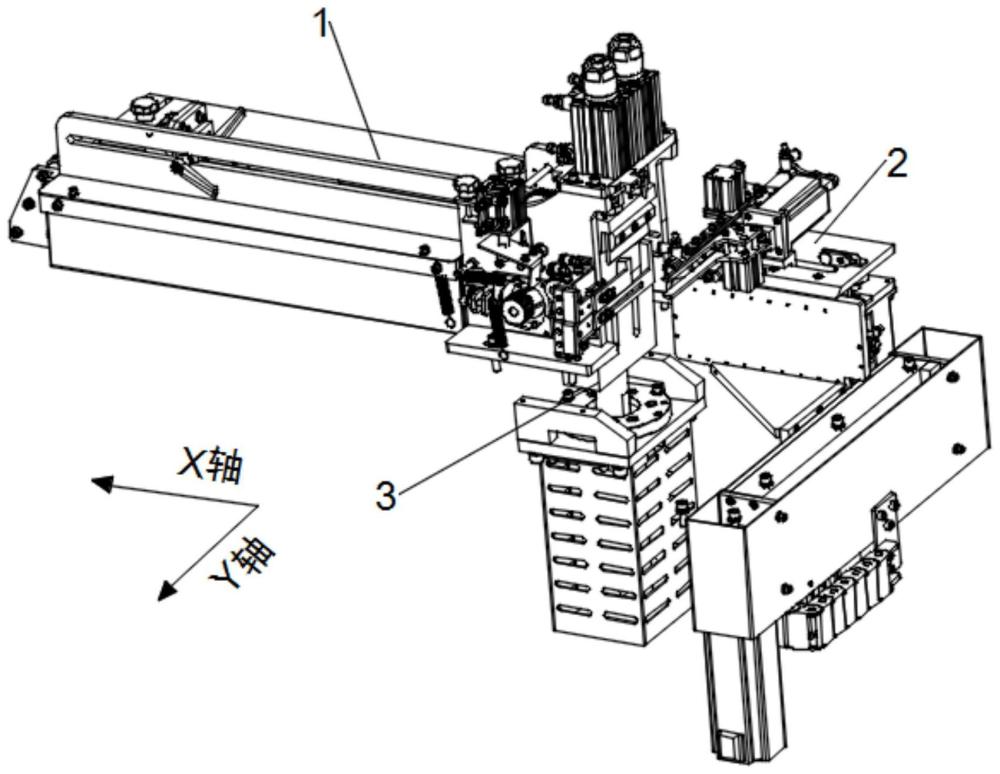
图1为本发明实施例提供的无缝自动橡筋机的结构示意图;
图2-图3为本发明实施例提供的夹取装置的结构示意图;
图4为本发明实施例提供的无缝自动橡筋机的局部示意图;
图5为本发明实施例提供的超声波切刀装置的结构示意图;
附图中:
1-送料装置;2-夹取装置;3-超声波切刀装置;
11-上辊轮;12-下辊;13-送料电机;14-计量齿轮;21-第一安装座;22-第二安装座;23-第三安装座;24-第四安装座;25-第一夹紧机构;26-第二夹紧机构;27-翻转机构;31-超声波发生器;32-切割砧板;33-切刀;34-升降气缸;35-第一对正块;36-第二对正块;37-吹气管;
251-第一夹片;252-第二夹片;253-第一夹紧气缸;261-第三夹片;262-第四夹片;263-第二夹紧气缸;264-固定块;265-移动块;271-翻转电机;272-连接块。
具体实施方式
为使本发明的目的、优点和特征更加清楚,以下结合附图和具体实施例对本发明作进一步详细说明。需说明的是,附图均采用非常简化的形式且未按比例绘制,仅用以方便、明晰地辅助说明本发明实施例的目的。此外,附图所展示的结构往往是实际结构的一部分。特别的,各附图需要展示的侧重点不同,有时会采用不同的比例。
如在本发明中所使用的,单数形式“一”、“一个”以及“该”包括复数对象,除非内容另外明确指出外。如在本发明中所使用的,术语“或”通常是以包括“和/或”的含义而进行使用的,除非内容另外明确指出外。如在本发明中所使用的,术语“若干”通常是以包括“至少一个”的含义而进行使用的,除非内容另外明确指出外。如在本发明中所使用的,术语“至少两个”通常是以包括“两个或两个以上”的含义而进行使用的,除非内容另外明确指出外。此外,术语“第一”、“第三”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第三”、“第三”的特征可以明示或者隐含地包括一个或者至少两个该特征。
图1为本发明实施例提供的无缝自动橡筋机的结构示意图;图2-图3为本发明实施例提供的夹取装置的结构示意图;图4为本发明实施例提供的无缝自动橡筋机的局部示意图;图5为本发明实施例提供的超声波切刀装置的结构示意图。
请参照图1-图3,本实施例提供了一种无缝自动橡筋机,包括送料装置1、夹取装置2及超声波切刀装置3,其中:
所述送料装置1,用于输送橡筋带;
夹取装置2,包括第一安装座21、第二安装座22、第三安装座23、第四安装座24、第一夹紧机构25、第二夹紧机构26及翻转机构27,所述第一夹紧机构25及所述第二夹紧机构26分别设置在所述第三安装座23及所述第四安装座24上,所述第三安装座23及所述第四安装座24均设置在所述第二安装座22上且能够分别相对所述第二安装座22沿X轴和Y轴移动,所述第二安装座22设置在所述第一安装座21上且能够相对所述第一安装座21沿X轴移动,当所述第三安装座23相对所述第二安装座22沿X轴正方向移动时带动所述第一夹紧机构25移动并夹取所述橡筋带的头部,所述翻转机构27与所述第一夹紧机构25连接并用于驱使所述第一夹紧机构25转动,以使所述头部翻转180°后贴合在所述橡筋带的待切部上,所述X轴与所述Y轴相互垂直;
所述超声波切刀装置3,用于通过热熔的方式对所述待切部进行切割,并使所述头部和所述待切部熔接在一起形成橡筋圈;
当所述第四安装座24相对所述第二安装座22沿Y轴正方向移动时带动所述第二夹紧机构26移动以与所述第一夹紧机构25同时夹取所述橡筋圈,当所述第三安装座23相对所述第二安装座22沿X轴负方向移动时带动所述第一夹紧机构25相对所述第二夹紧机构26沿X轴负方向移动以将所述橡筋圈的待缝制部摊开。
本实施例提供的无缝自动橡筋机是通过热熔的方式对所述橡筋带进行切割并熔接形成所需尺寸的橡筋圈,能够有效解决了采用现有橡筋带缝合方式得到的橡筋圈存在对缝大的问题,同时通过驱使所述第一夹紧机构25相对所述第二夹紧机构26沿X轴负方向(相互远离的方向)移动,能够将所述橡筋圈的待缝制部摊开以及将所述橡筋圈的焊缝抚平,保证后续缝制时的平整度,大大的提高了缝制质量。
具体的,请参照图4,所述送料装置1包括上辊轮11、下辊轮12及送料电机13,所述下辊轮12通过同步带与所述送料电机13连接,所述上辊轮11与所述下辊轮12上下相对设置且互相适配,所述上辊轮11为活动连接,通过重力以及弹力与所述橡筋带进行摩擦,当通过所述送料电机13驱使所述下辊轮12运行时,所述上下辊轮12相互配合并带动所述橡筋带移动。
较佳的,所述送料装置1上安装有计量齿轮14,所述计量齿轮14位于所述橡筋带的上方且与所述橡筋带接触,所述橡筋带移动时会带动所述计量齿轮14转动,所述计量齿轮14上安装有编码器,所述编码器根据所述计量齿轮14转动的圈数即可输出所述橡筋带的输送长度,以便于得到所需尺寸的橡胶圈。
请参照图2-图3,所述夹取装置2包括第一安装座21、第二安装座22、第三安装座23、第四安装座24、第一夹紧机构25、第二夹紧机构26及翻转机构27,所述第一夹紧机构25及所述第二夹紧机构26分别设置在所述第三安装座23及所述第四安装座24上,所述第三安装座23及所述第四安装座24均设置在所述第二安装座22上且能够分别相对所述第二安装座22沿X轴和Y轴移动,所述第二安装座22设置在所述第一安装座21上且能够相对所述第一安装座21沿X轴移动。当所述第三安装座23相对所述第二安装座22沿X轴移动时带动所述第一夹紧机构25同步移动,当所述第四安装座24相对所述第二安装座22沿Y轴移动时带动所述第二夹紧机构26同步移动,当所述第二安装座22相对所述第一安装座21沿X轴移动时带动所述第一夹紧机构25及所述第二夹紧机构26同步移动,
本实施例中,所述X轴和Y轴为平行于水平面的两个相互垂直的方向,其中,所述X轴平行于所述橡筋带的输送方向,所述X轴正方向为朝靠近所述送料装置1的方向,所述X轴负方向为朝远离所述送料装置1的方向,所述Y轴垂直于所述橡筋带的输送方向,所述Y轴正方向为朝靠近所述缝制装置(向外伸出)的方向,Y轴负方向为朝远离所述缝制装置(向内缩回)的方向。
本实施例中,当驱使所述第三安装座23相对所述第二安装座22沿X轴正方向移动时,所述第一夹紧机构25沿X轴正方向移动,即朝靠近所述送料装置1的方向移动以便于夹取所述橡筋带的头部;当所述第四安装座24相对所述第二安装座22沿Y轴正方向移动时,所述第二夹紧机构26沿Y轴正方向移动以与所述第一夹紧机构25同时夹取所述橡筋圈。也就是说,所述第一夹紧机构25始终处于伸长状态,而所述第二夹紧机构26初始状态下处于缩回状态,当所述超声波切刀装置3对所述橡筋带切割后再伸出以与所述第一夹紧机构25同时夹取所述橡筋圈。
进一步的,所述夹取装置2还包括第一驱动单元、第二驱动单元及第三驱动单元,所述第一驱动单元安装在所述第一安装座21上并用于驱使所述第二安装座22相对所述第一安装座21沿X轴移动,所述第二驱动单元及所述第三驱动单元均安装在所述第二安装座22上并用于分别驱使所述第三安装座23及所述第四安装座24相对所述第二安装座22沿X轴和Y轴移动。
本实施例中,所述第一驱动单元及所述第三驱动单元均为气缸,所述第二驱动单元包括驱动电机及传动带,所述驱动电机通过所述传动带驱使所述第三安装座23沿X轴移动,当然,其它的驱动方式也在本申请的保护范围之内,本申请不作限制。
请继续参照图2-图3,所述第一夹紧机构25包括第一夹片251、第二夹片252及第一夹紧气缸253,所述第二夹片252位于所述第一夹片251的上方,所述第一夹紧气缸253的伸缩杆贯穿所述第一夹片251后与所述第二夹片252连接,所述第一夹紧气缸253用于驱使所述第二夹片252沿竖向移动以夹紧所述橡筋带的头部。本实施例中,所述第一夹片251上设置有通孔,所述第一夹紧气缸253的伸缩杆贯穿所述通孔后与所述第二夹片252连接。
例如,当所述第一夹紧气缸253的伸缩杆伸出时,驱使所述第二夹片252上移,此时所述第一夹片251与所述第二夹片252的间距将会增大,当驱使所述第一夹紧机构25朝靠近所述超声波切刀装置3的方向移动时,所述第一夹片251及所述第二夹片252分别位于所述橡筋带头部的上方及下方,然后使所述第一夹紧气缸253的伸缩杆缩回,此时所述第二夹片252下移,使得所述第一夹片251与所述第二夹片252的间距减小,从而夹紧所述橡筋带的头部。
请继续参照图2及图3,所述翻转机构27包括翻转电机271及连接块272,所述翻转电机271的输出轴通过所述连接块272与所述第一夹片251连接,所述翻转电机271通过所述连接块272驱使所述第一夹片251转动,并带动所述第二夹片252及所述橡筋带的头部转动,以使所述头部翻转180°后贴合在所述橡筋带的待切部上,围合出所述橡筋圈的形状。本实施例中,所述翻转电机271设置在所述第三安装座23上,当驱动所述翻转电机271运行时带动所述连接块272转动,进而带动所述第一夹紧机构25转动。
请继续参照图2及图3,所述第二夹紧机构26包括第三夹片261、第四夹片262及第二夹紧气缸263,所述第三夹片261位于所述第四夹片262的上方,所述第二夹紧气缸263位于所述第三夹片261上且其伸缩杆贯穿所述第三夹片261后与所述第四夹片262连接,所述第二夹紧气缸263用于驱使所述第四夹片262沿竖向移动以夹紧所述橡筋带。在所述第二夹紧机构26与所述第一夹紧机构25同时夹取所述橡筋圈的不同部位后,通过驱使所述第三安装座23相对所述第二安装座22沿X轴负方向移动,能够使所述第一夹紧机构25相对所述第二夹紧机构26沿X轴负方向移动,进而将所述橡筋圈的待缝制部摊开。同时,由于所述橡筋圈的熔接缝于所述第一夹紧机构25靠近所述第二夹紧机构26的一侧,当所述第一夹紧机构25相对所述第二夹紧机构26沿X轴负方向移动时,带动所述熔接缝从所述第三夹片261与所述第四夹片262的缝隙中穿过而被抚平,从而提高了后续缝制时的平整度。
请继续参照图3,所述第三夹片261上设置有固定块264及移动块265,所述固定块264与所述移动块265相对设置在所述第三夹片261的两端,所述固定块264及所述移动块265上分别设置有第一挡片及第二挡片,所述橡筋带从所述第一挡片与所述第二挡片之间穿过,所述移动块265能够在所述第三夹片261上移动以调整所述第一挡片与所述第二挡片之间的间距。由于不同的橡筋带产品具有不同的宽度,故需要根据所述橡筋带的宽度适当调整所述第一挡片与所述第二挡片之间的间距,以更好的对所述橡筋带进行限位。
本实施例中,所述固定块264及所述移动块265均通过螺栓等紧固件分别固定在所述第三夹片261的远端和近端。所述第三夹片261上设置有腰形长孔,通过改变所述紧固件在所述腰形长孔内的位置以便于调整所述移动块265在所述第三夹片261上的位置。当然,除了腰形长孔外,还可以采用其他的方式调节所述移动块265在所述第三夹片261上的位置,例如,沿所述第三夹片261的长度方向等间距的开设多个安装孔,通过将所述移动块265与不同位置的安装孔连接也能够实现所述移动块265的位置可调。
本实施例中,所述固定块264可通过一个螺栓固定在所述第三夹片261的远端,所述移动块265可通过两个及两个以上的螺栓固定在所述第三夹片261的近端,以保证所述移动块265的安装稳固性。
请参照图1,并结合图4-图5,所述超声波切刀装置3包括超声波发生器31、切割砧板32、切刀33及升降气缸34,所述切刀33及所述切割砧板32分别位于所述橡筋带的上方及下方,所述升降气缸34与所述切刀33连接以驱使所述切刀33沿竖向移动并将所述橡筋带压紧在所述切割砧板32上,所述超声波发生器31与所述切割砧板32连接以向所述切割砧板32加载超声波振动。
超声波切割是利用超声波的能量,将被切割材料的局部加热熔化,从而达到切割材料的目的。本实施例采用的砧板式超声波切刀装置3,当需要对所述橡筋带切割时,通过所述升降气缸34驱使所述切刀33下降并将所述橡筋带压紧在所述切割砧板32上,然后通过所述超声波发生器31将超声波振动加载到所述切割砧板32上,使得所述橡筋带在超声波能量的作用下瞬间软化、熔化,强度大大下降,只需施加很小的力量,就可达到切割材料的目的。并且,所述橡筋带在熔化的同时,所述橡筋带的头部与待切部将会在所述超声波能量的作用下熔接在一起形成橡筋圈,从而不需要像现有技术中通过两个夹紧机构分别对所述橡筋带的首端和末端进行拼接,如此就避免了对缝大的问题,使得缝制质量得到有效的保障。
请参照图5,所述超声波切刀装置3还包括对正机构,所述对正机构包括第一对正块35及第二对正块36,所述第一对正块35及所述第二对正块36均设置在所述橡筋带的切口处,所述第一对正块35与所述第二对正块36之间形成有供所述橡筋带穿过的卡槽,且所述第一对正块35与所述第二对正块36能够相对运动或相背运动以调整所述卡槽的宽度,进而使所述橡筋带的头部与所述待切部对齐。所述对正机构主要用于在对所述橡筋带切割前,使所述橡筋带的头部与所述待切部对齐,防止所述橡筋带的头部与待切部发生错位问题。
进一步的,所述第二对正块36上设置有腰形长孔,通过改变紧固件在所述腰形长孔内的位置能够调节所述第二对正块36的伸出量,进而使得所述卡槽的宽度可调,从而能够适应不同宽度的橡筋带。例如,当增大所述第二对正块36的伸出量时(图4中右移),所述第一对正块35与所述第二对正块36之间的卡槽变大,当增大所述第二对正块36的伸出量时(图4中左移),所述第一对正块35与所述第二对正块36之间的卡槽变小。
进一步的,所述超声波切刀装置3还包括吹气管37,所述吹气管37用于在切割前向所述橡筋带的头部吹气以使所述橡筋带的头部贴合在所述橡筋带的待切部上,保证所述橡筋带的熔接质量。
本实施例中,所述无缝自动橡筋机还包括缝制装置(图中未示出)及第四驱动单元,所述第四驱动单元用于驱使整个所述夹取装置2沿Y轴移动至缝纫位置,所述缝制装置用于对所述待缝制部进行缝纫,所述缝制装置例如为缝纫机。本实施例中,所述第四驱动单元为气缸,当然,其它的驱动方式也在本申请的保护范围之内,本申请不作限制。
基于此,本实施例还提供了一种缝制方法,采用如上所述的无缝自动橡筋机对橡筋带进行缝制,包括以下步骤:
S1、驱使送料装置1输送橡筋带,并驱使第二安装座22相对第一安装座21沿X轴正方向移动至第一预设位置;
S2、驱使第三安装座23相对所述第二安装座22沿X轴正方向移动并带动第一夹紧机构25移动至第二预设位置,以夹取所述橡筋带的头部;
S3、驱使所述第三安装座23相对所述第二安装座22沿X轴负方向移动并带动所述第一夹紧机构25移动至第三预设位置;
S4、通过翻转机构27驱使所述第一夹紧机构25转动,以使所述头部翻转180°后贴合在所述橡筋带的待切部上;
S5、通过超声波切刀装置3对所述待切部进行切割,并使所述头部和所述待切部熔接在一起形成橡筋圈;
S6、驱使所述第二安装座22相对所述第一安装座21沿X轴负方向移动至第四预设位置;
S7、驱使第四安装座24相对所述第二安装座22沿Y轴正方向移动并带动第二夹紧机构26移动以与所述第一夹紧机构25同时夹取所述橡筋圈;
S8、驱使所述第三安装座23相对所述第二安装座22沿X轴负方向移动,并带动所述第一夹紧机构25相对所述第二夹紧机构26沿X轴负方向移动以将所述橡筋圈的待缝制部摊开。
首先,执行步骤S1,首先驱使送料装置1输送橡筋带,所述橡筋带在所述上下辊轮12配合下其前端逐渐经过所述超声波切刀装置3,在驱使第二安装座22相对第一安装座21沿X轴正方向移动至第一预设位置之前,可通过所述超声波切刀装置3裁去所述橡筋带头部的多余部分,以确保所述橡筋带的输出尺寸,然后驱使所述第二安装座22相对所述第一安装座21沿X轴正方向移动至第一预设位置。本实施例中,通过所述第一驱动单元驱使所述第二安装座22相对所述第一安装座21沿X轴正方向移动。
然后执行步骤S2,通过所述第二驱动单元驱使所述第三安装座23相对所述第二安装座22沿X轴正方向移动并带动第一夹紧机构25移动至第二预设位置,相当于使所述第一夹紧机构25靠近所述送料装置1,以便于夹取所述橡筋带的头部。当第一夹紧机构25移动至第二预设位置时,所述橡筋带的位于所述第一夹紧机构25的第一夹片251与第二夹片252之间,此时通过所述第一夹紧气缸253驱使所述第二夹片252沿竖向移动即可夹紧所述橡筋带的头部。
接着执行步骤S3,通过所述第二驱动单元驱使所述第三安装座23相对所述第二安装座22沿X轴负方向移动并带动所述第一夹紧机构25移动至第三预设位置,以便于继续输出所述橡筋带。
随着所述橡筋带的输送,可通过计量齿轮14上的编码器获取所述橡筋带的长度,当所述橡筋带的长度合适后,执行步骤S4,通过翻转机构27驱使所述第一夹紧机构25转动,以使所述橡筋带的头部翻转180°后贴合在所述橡筋带的待切部上,围合出所述橡筋圈的形状。
在执行完步骤S4之后,执行步骤S5之前,所述缝制方法还包括:
通过吹气管37向所述橡筋带的头部吹气以使所述橡筋带的头部贴合在所述橡筋带的待切部上,保证后续所述橡筋带的熔接质量;
通过对正机构使所述橡筋带的头部与所述待切部对齐,防止所述橡筋带的头部与待切部发生错位问题。
然后再执行步骤S5,通过超声波切刀装置3对所述待切部进行切割,并使所述头部和所述待切部熔接在一起形成橡筋圈。具体的,通过所述升降气缸34驱使所述切刀33沿竖向移动并将所述橡筋带压紧在所述切割砧板32,然后通过所述超声波发生器31与所述切割砧板32连接以向所述切割砧板32加载超声波振动,使得所述橡筋带在超声波能量的作用下瞬间软化以及熔化,从而使得所述橡筋带的头部与待切部在所述超声波能量的作用下熔接在一起形成了橡筋圈,如此就避免了对缝大的问题,使得缝制质量得到有效的保障。
切割完之后,执行步骤S6,驱使所述第二安装座22相对所述第一安装座21沿X轴负方向移动至第四预设位置。本实施例中,通过所述第一驱动单元驱使所述第二安装座22相对所述第一安装座21沿X轴负方向移动,此时所述第一夹紧机构25相对所述第二安装座22沿X轴正方向移动,并靠近所述第二夹紧机构26。
然后执行步骤S7,驱使第四安装座24相对所述第二安装座22沿Y轴正方向移动并带动第二夹紧机构26移动以与所述第一夹紧机构25同时夹取所述橡筋圈。本实施例中,通过所述第三驱动单元驱使所述第四安装座24相对所述第二安装座22沿Y轴正方向移动,进而带动所述第二夹紧机构26沿Y轴正方向移动以与所述第一夹紧机构25同时夹取所述橡筋圈。
在所述第二夹紧机构26与所述第一夹紧机构25同时夹取所述橡筋圈的不同部位后,执行步骤S8,通过所述第二驱动单元驱使所述第三安装座23相对所述第二安装座22沿X轴负方向移动,并带动所述第一夹紧机构25相对所述第二夹紧机构26沿X轴负方向移动以将所述橡筋圈的待缝制部摊开。同时,由于所述橡筋圈的熔接缝于所述第一夹紧机构25靠近所述第二夹紧机构26的一侧,当所述第一夹紧机构25相对所述第二夹紧机构26沿X轴负方向移动时,带动所述熔接缝从所述第三夹片261与所述第四夹片262的缝隙中穿过而被抚平,从而提高了后续缝制时的平整度。
所述橡筋圈的待缝制部被摊开之后,所述缝制方法还包括:
通过所述第四驱动单元驱使整个所述夹取装置2沿Y轴正方向移动至缝纫位置,启动所述缝制装置对所述待缝制部进行缝纫,完成所述橡筋圈的缝制。
综上,本发明实施例提供了一种无缝自动橡筋机及其缝制方法,通过超声波热熔的方式对所述橡筋带进行切割并熔接形成所需尺寸的橡筋圈,能够有效解决了采用现有橡筋带缝合方式得到的橡筋圈存在对缝大的问题,同时通过驱使所述第一夹紧机构相对所述第二夹紧机构沿X轴负方向(相互远离的方向)移动,能够将所述橡筋圈的待缝制部摊开以及将所述橡筋圈的焊缝抚平,保证后续缝制时的平整度,大大的提高了缝制质量。
上述仅为本发明的优选实施例而已,并不对本发明起到任何限制作用。任何所属技术领域的技术人员,在不脱离本发明的技术方案的范围内,对本发明揭露的技术方案和技术内容做任何形式的等同替换或修改等变动,均属未脱离本发明的技术方案的内容,仍属于本发明的保护范围之内。