一种缝纫和自动换梭一体化的方法及系统
文献发布时间:2024-01-17 01:20:32
技术领域
本发明涉及缝纫和自动换梭一体化技术领域,尤其涉及一种缝纫和自动换梭一体化的方法及系统。
背景技术
现有的自动换梭一体化技术,采用的是分体式控制设计,由缝纫机控制系统、换梭控制系统和换梭装置组成,在实际工作时需要三方技术人员相互配合才能实现自动换梭的功能。不同技术公司之间的控制系统架构以及动作信号收发方式存在较大的差异,在相互配合时存在开发难度大、开发周期长以及沟通成本高等问题。另外还存在换梭数据交互同步问题,由于独立的缝纫机控制系统和换梭控制系统之间基本上是没有数据通讯功能的,在实际工作时可能会造成换梭数据不能及时同步更新,或者换梭数据出现偏差,导致自动换梭工作中出现隐患。
发明内容
为了改善缝纫和自动换梭之间存在技术障碍的问题,本发明目的一是提供一种缝纫和自动换梭一体化的方法。
本发明的上述发明目的一是通过以下技术方案得以实现的:
一种缝纫和自动换梭一体化的方法,包括以下步骤:
在开始缝纫工作前,基于工作参数判断是否触发自动换梭流程;
将已用完的梭芯从缝纫机的旋梭中取出,放置到梭芯盘的空梭芯位置;
在备用梭芯盘中取出新梭芯,将新梭芯放置到缝纫机的旋梭中,并进入缝纫工作流程。
通过采用上述技术方案,可实现缝纫和自动换梭一体化的控制,解决缝纫动作和自动换梭动作之间存在信号延时、信号丢失和信号错误的问题,并解决两者之间存在的沟通和技术障碍的问题,运行更加稳定可靠,具有极高的应用价值。
本发明在一较佳示例中可以进一步配置为:
设定工作参数,所述工作参数包括梭芯最大可缝纫线长度或梭芯最大可缝纫次数;
基于所述工作参数判断剩余缝纫底线是否满足缝纫所需针线长度;
若判断为是,则不触发自动换梭流程;
若判断为否,则触发自动换梭流程。
通过采用上述方案,设定工作参数,使得自动换梭流程可根据工作参数自适应进行,提高了自动换梭流程的灵活性和自适应性;工作参数可选择设定梭芯最大可缝纫线长度或梭芯最大可缝纫次数,可按实际需求情况设置,较为灵活;基于工作参数判断剩余缝纫底线是否满足缝纫所需针线长度,可快速判断是否需要进行自动换梭流程,提高自动换梭的效率。
本发明在一较佳示例中可以进一步配置为:
在触发自动换梭流程之前,判断缝纫机是否处于停机状态;
若判断缝纫机处于停机状态,则启动自动换梭流程;
若判断缝纫机处于工作状态,则进入等待缝纫机停机流程。
通过采用上述技术方案,先判断缝纫机是否在工作,避免出现缝纫流程与自动换梭流程出现冲突的情况。
本发明在一较佳示例中可以进一步配置为:
将已用完的梭芯从缝纫机的旋梭中取出后,判断梭芯盘的位置是否为空梭芯位置;
若所述梭芯盘的位置为空梭芯位置,则将所述已用完的梭芯放置到所述梭芯盘的空梭芯位置;
若所述梭芯盘的位置不为空梭芯位置,则转动到所述梭芯盘的下一个位置,并再次进行判断,直至判断所述梭芯盘的位置为空梭芯位置,并将所述已用完的梭芯放置到所述梭芯盘的空梭芯位置。
通过采用上述技术方案,可提高自动换梭的效率。
本发明在一较佳示例中可以进一步配置为:
基于光电传感器向梭芯盘的位置发射光电传感IO信号,并感应接收回传的光电传感IO信号;
若所述回传的光电传感IO信号为低电平,则判断所述梭芯盘的位置为空梭芯位置;
若所述回传的光电传感IO信号为高电平,则判断所述梭芯盘的位置不为空梭芯位置。
通过采用上述技术方案,通过光电传感器判断所述梭芯盘的位置是否为空梭芯位置,判断精度更高,响应速度更快,可有效提高自动换梭流程的效率。
本发明在一较佳示例中可以进一步配置为:
当判断梭芯盘的所有位置均不为空梭芯位置时,则暂停自动换梭流程,并进行报错。
通过采用上述技术方案,可有效提高自动换梭流程的效率,避免出现错误;进行报错显示,可对操作人员进行提示。
本发明在一较佳示例中可以进一步配置为:
判断备用梭芯盘的位置是否存在新梭芯;
若所述备用梭芯盘的位置存在新梭芯,则取出新梭芯,并放置到梭芯盘的旋梭中;
若所述备用梭芯盘的位置不存在新梭芯,则转到所述备用梭芯盘的下一个位置,并再次进行判断,直至判断所述备用梭芯盘的位置存在新梭芯,并取出新梭芯,放置到梭芯盘的旋梭中。
通过采用上述技术方案,可有效提高自动换梭的效率。
本发明在一较佳示例中可以进一步配置为:
基于光电传感器向备用梭芯盘的位置发射光电传感IO信号,并感应接收回传的光电传感IO信号;
若所述回传的光电传感IO信号为高电平,则判断所述备用梭芯盘中存在新梭芯,在对应位置中取出新梭芯,将新梭芯放置到缝纫机的旋梭中;
若所述回传的光电传感IO信号为低电平,则判断所述备用梭芯盘中不存在新梭芯。
通过采用上述技术方案,通过光电传感器判断所述内用梭芯盘是否存在新梭芯,判断精度更高,响应速度更快,可有效提高自动换梭流程的效率。
本发明在一较佳示例中可以进一步配置为:
当判断所述备用梭芯盘的所有位置均不存在新梭芯时,则暂停自动换梭流程,并进行报错。
通过采用上述技术方案,可有效提高自动换梭流程的效率,避免出现错误;进行报错显示,可对操作人员进行提示。
本发明在一较佳示例中可以进一步配置为:
将新梭芯放置到缝纫机的旋梭中后,判断所述新梭芯是否正确放置;
若判断所述新梭芯正确放置,则正常进行自动换梭流程;
若判断所述新梭芯未正确放置,则暂停自动换梭流程,并进行报错。
通过采用上述技术方案,可提高自动换梭的效率。
本发明在一较佳示例中可以进一步配置为:
基于光电传感器向新梭芯发射光电传感IO信号,并感应接收回传的光电传感IO信号;
若所述回传的光电传感IO信号为高电平,则判断所述新梭芯正确放置;
若所述回传的光电传感IO信号为低电平,则判断所述新梭芯未正确放置。
通过采用上述技术方案,通过光电传感器判断所述新梭芯是否正确放置,判断精度更高,响应速度更快,可有效提高自动换梭流程的效率。
本发明在一较佳示例中可以进一步配置为:
当所述新梭芯正确放置时,基于所述工作参数判断缝纫流程是否完成;
若判断所述缝纫流程未完成,则继续进行缝纫流程;
若判断所述缝纫流程已完成,则发出所述缝纫流程已完成的提示。
通过采用上述技术方案,可有效提高自动换梭的效率。
本发明目的二是提供一种缝纫和自动换梭一体化系统。
本发明的上述目的二是通过以下技术方案得以实现的:
判断模块,用于基于工作参数判断是否触发自动换梭流程;
操作模块,用于将已用完的梭芯从缝纫机的旋梭中取出,放置到梭芯盘的空梭芯位置,以及在备用梭芯盘中取出新梭芯,将新梭芯放置到缝纫机的旋梭中。
本发明目的三是提供一种计算机可读存储介质,能够存储相应的程序。
本发明的上述发明目的三是通过以下技术方案得以实现的:
一种计算机可读存储介质,存储有能够被处理器加载并执行上述任一种缝纫和自动换梭一体化的方法的计算机程序。
综上所述,本发明包括以下至少一种有益技术效果:
1.实现缝纫和自动换梭一体化的控制解决缝纫动作和自动换梭动作之间存在信号延时、信号丢失和信号错误的问题,并解决两者之间存在的沟通和技术障碍的问题,运行更加稳定可靠,具有极高的应用价值。
2.自动换梭完成后自动进行缝纫工作,无需人工干涉。
3.通过设置工作参数控制自动换梭流程,提高了自动换梭的灵活性和自适应性,提高自动换梭的效率。
4.利用光电传感器完成判断梭芯盘的位置是否为空梭芯位置、备用梭芯盘内是否存在新梭芯、新梭芯是否正确放置,判断精度更高,响应速度更快,可有效提高自动换梭流程的效率。
5.可添加一键暂停或终止自动换梭流程,使得操作更加简单。
6.可扩展其它辅助性动作流程,提高自动换梭的效率。
7.在后期运行维护中若出现问题,可快速判断问题出现在缝纫系统中还是自动换梭系统中,便于进行修理。
附图说明
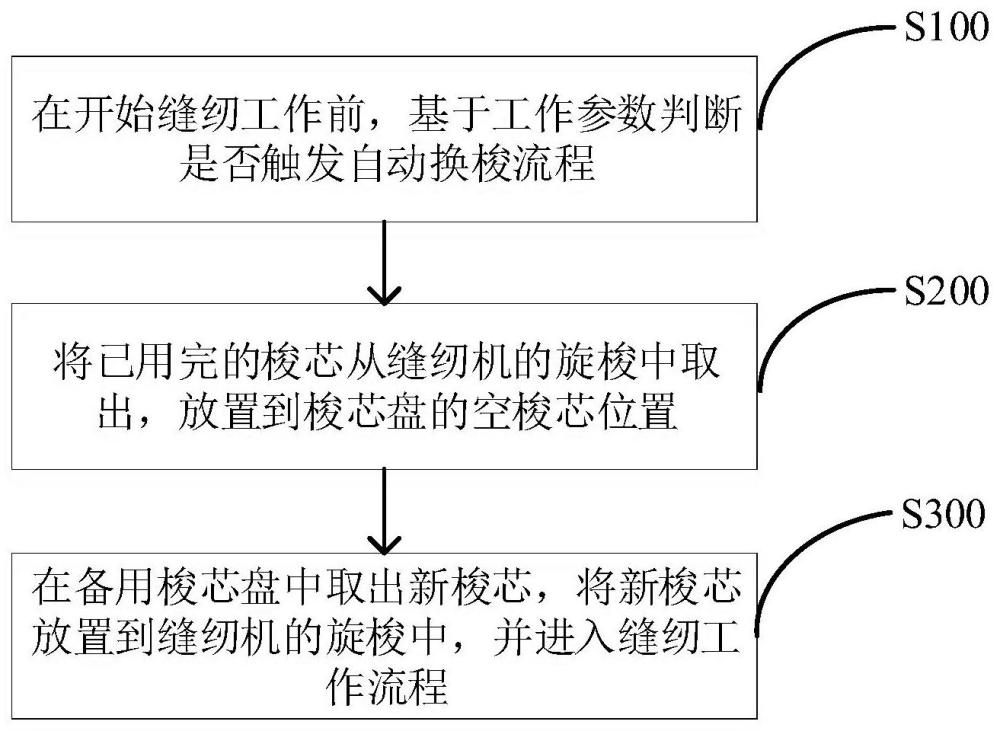
图1是本发明实施例的缝纫和自动换梭一体化的方法流程示意图;
图2是本发明实施例的基于工作参数判断是否触发自动换梭流程示意图;
图3是本发明实施例的基于缝纫机状态判断是否触发自动换梭流程示意图;
图4是本发明实施例的判断梭芯盘的位置是否为空梭芯位置流程示意图;
图5是本发明实施例的基于光电传感器判断所述梭芯盘的位置是否为空梭芯位置流程示意图;
图6是本发明实施例的判断备用梭芯盘的位置是否存在新梭芯流程示意图;
图7是本发明实施例的基于光电传感器判断所述备用梭芯盘的位置是否存在新梭芯流程示意图;
图8是本发明实施例的判断所述新梭芯是否正确放置流程示意图;
图9是本发明实施例的基于光电传感器判断所述新梭芯是否正确放置流程示意图;
图10是本发明实施例的基于所述工作参数判断缝纫流程是否完成流程示意图;
图11是本发明实施例的缝纫和自动换梭一体化系统结构示意图。
附图标记说明:1、判断模块;2、操作模块。
具体实施方式
以下结合附图1-附图11对本发明作进一步详细说明。
本具体实施例仅仅是对本发明的解释,其并不是对本发明的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本发明的权利要求范围内都受到专利法的保护。
本发明实施例提供一种缝纫和自动换梭一体化的方法及系统,包括:在开始缝纫工作前,基于工作参数判断是否触发自动换梭流程;将已用完的梭芯从缝纫机的旋梭中取出,放置到梭芯盘的空梭芯位置;在备用梭芯盘中取出新梭芯,将新梭芯放置到缝纫机的旋梭中,并进入缝纫工作流程。
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
另外,本文中术语“和/或”,仅仅是一种描述关联对象的关联关系,表示可以存在三种关系,例如,A和/或B,可以表示:单独存在A,同时存在A和B,单独存在B这三种情况。另外,本文中字符“/”,如无特殊说明,一般表示前后关联对象是一种“或”的关系。
下面结合说明书附图对本发明实施例作进一步详细描述。
本发明实施例提供一种缝纫和自动换梭一体化的方法,所述方法的主要流程描述如下。
如图1所示,本发明实施例提供的一种缝纫和自动换梭一体化的方法包括以下步骤:
参照图1,步骤S100:在开始缝纫工作前,基于工作参数判断是否触发自动换梭流程;
具体的,如图2所示,步骤S100具体包括有步骤S110、设定工作参数;
具体的,设置有关于自动换梭的工作参数,通过所述工作参数设定自动换梭流程触发条件,所述工作参数包括梭芯最大可缝纫长度或梭芯最大可缝纫次数。
S120、基于所述工作参数判断剩余缝纫底线是否满足缝纫所需针线长度;
S130、不触发自动换梭流程;
S140、触发自动换梭流程。
具体的,步骤S120,基于所述工作参数中的梭芯最大可缝纫线长度或梭芯最大可缝纫次数判断正在使用的梭芯中的剩余缝纫底线余量是否满足本次缝纫所需针线长度,若判断剩余缝纫底线满足缝纫所需针线长度,则进入步骤S130,不触发自动换梭流程,同时启动缝纫工作,且将本次缝纫的针线长度累计保存到“已用底线长度”的工作参数中;若判断剩余缝纫底线不满足缝纫所需针线长度,则进入步骤S140,暂停缝纫工作,触发自动换梭流程。
更多的,如图3所示,所述基于工作参数判断是否够触发自动换梭流程还包括:
步骤S141、在触发自动换梭流程之前,判断缝纫机是否处于停机状态;
步骤S142、启动自动换梭流程;
步骤S143、进入等待缝纫机停机流程。
具体的,在触发自动换梭流程之前,进入步骤S141,判断缝纫机是否处于停机状态,若判断缝纫机处于停机状态,则进入步骤S142,启动自动换梭流程;若判断缝纫机处于工作状态,则进入步骤S143,进入等待缝纫机停机流程,当缝纫机进入停机状态后再启动自动换梭流程。
参照图1,步骤S200、将已用完的梭芯从缝纫机的旋梭中取出,放置到梭芯盘的空梭芯位置;
具体的,如图4所示,步骤S200具体包括有步骤S210、将已用完的梭芯从缝纫机的旋梭中取出后,判断梭芯盘的位置是否为空梭芯位置;
步骤S220、将所述已用完的梭芯放置到所述梭芯盘的空梭芯位置;
步骤S230、转动到所述梭芯盘的下一个位置。
具体的,在步骤S200中,将已用完的梭芯缝纫机的旋梭中取出后,需要放置到一旁的梭芯盘的空梭芯位置中,此时便需要判断对应放进的梭芯盘的位置是否为空梭芯位置,即该位置内是否存在空梭芯,若判断所述梭芯盘的位置为空梭芯位置,则进入步骤S220,将所述已用完的梭芯放置到空梭芯位置中;若判断所述梭芯盘的位置中存在其它空梭芯,即不为空梭芯位置,则进入步骤S230,不讲所述已用完的梭芯放置到该位置中。
更多的,当判断所述梭芯盘的位置不为空梭芯位置时,进入步骤S230,通过电机转动所述梭芯盘到下一个位置,并重复步骤S210,再次进行判断该位置是否为空梭芯位置,直到寻找到所述梭芯盘最近的空梭芯位置,并将所述已用完的梭芯放置到所述梭芯盘的空梭芯位置。
在本实施例的一个可选实现方式中,基于光电传感器判断所述梭芯盘的位置是否为空梭芯位置。
具体的,如图5所示,所述基于光电传感器判断所述梭芯盘的位置是否为空梭芯位置包括有步骤S211、基于光电传感器向梭芯盘的位置发射光电传感IO信号,并感应接收回传的光电传感IO信号;
S212、判断所述梭芯盘的位置为空梭芯位置;
S213、判断所述梭芯盘的位置不为空梭芯位置。
具体的,步骤S211,基于光电传感器向梭芯盘的位置发射光电传感IO信号,并感应接收回传的光电传感IO信号,若所述回传的光电传感IO信号为低电平,则进入步骤S212,判断所述梭芯盘的位置为空梭芯位置;若所述回传的光电传感IO信号为高电平,则进入步骤S213,判断所述梭芯盘的位置不为空梭芯位置。
需要说明的是,当判断所述梭芯盘中的所有位置均不为空梭芯位置时,则暂停自动换梭流程,并进行报错。
具体的,一个梭芯盘的最大容纳梭芯数是有限的,该最大容纳梭芯数可通过工作参数设定,当所述梭芯盘转到一圈后仍未找到空梭芯位置,则会进行报错显示“梭芯盘已满,请更换梭芯盘”,当更换完梭芯盘后,再次进入步骤S210。
参照图1,步骤S300、在备用梭芯盘中取出新梭芯,将新梭芯放置到缝纫机的旋梭中,并进入缝纫工作流程。
具体的,如图6所示,步骤S300具体包括步骤S310、判断备用梭芯盘的位置是否存在新梭芯;
步骤S320、取出新梭芯,并放置到梭芯盘的旋梭中;
步骤S330、转动到所述备用梭芯盘的下一个位置。
具体的,在进行更换梭芯过程中,需进入步骤S310,判断备用梭芯盘的对应位置是否存在新梭芯,若判断所述备用梭芯盘的对应位置存在新梭芯,则进入步骤S320,取出该新梭芯,并放置到梭芯盘的旋梭中;若判断所述备用梭芯盘的对应位置不存在新梭芯,则进入步骤S330,寻找新梭芯。
更多的,当判断所述备用梭芯盘的对应位置不存在新梭芯时,则进入步骤S330,通过电机转动所述备用梭芯盘到下一个位置,重复步骤S310,再次进行判断该位置是否存在新梭芯,直到寻找到新梭芯为止,并将该新梭芯取出后,放置到梭芯盘的旋梭中。
在本实施例的一个可选实现方式中,基于光电传感器判断所述备用梭芯盘的位置是否存在新梭芯。
具体的,如图7所示,基于光电传感器判断所述备用梭芯盘的位置是否存在新梭芯包括有步骤S311、基于光电传感器向备用梭芯盘的位置发射光电传感IO信号,并感应接收回传的光电传感IO信号;
S312、判断所述备用梭芯盘中存在新梭芯,在对应位置中取出新梭芯,将新梭芯放置到缝纫机的旋梭中;
S313、判断所述备用梭芯盘中不存在新梭芯。
具体的,步骤S311,基于光电传感器向备用梭芯盘的位置发射光电传感IO信号,并感应接收回传的光电传感IO信号,若所述回传的光电传感IO信号为高电平,则进入步骤S312,判断所述备用梭芯盘中存在新梭芯,在对应位置中取出新梭芯,将新梭芯放置到缝纫机的旋梭中;若所述回传的光电传感IO信号为低电平,则进入步骤S313,判断所述备用梭芯盘中不存在新梭芯,则寻找下一个新梭芯。
需要说明的是,当判断所述备用梭芯盘的所有位置均不存在新梭芯时,则暂停自动换梭流程,并进行报错。
具体的,一个梭芯盘的最大容纳梭芯数是有限的,该最大容纳梭芯数可通过工作参数设定,当所述备用梭芯盘转动一圈后仍未找到新梭芯,则会进行报错显示“备用梭芯盘梭芯已用完,请更换新备用梭芯盘!”当更换完备用梭芯盘后,再次进入步骤S310。
在本实施例的一个可选实现方式中,如图8所示,步骤S300具体还包括有步骤S331、将新梭芯放置到缝纫机的旋梭中后,判断所述新梭芯是否正确放置;
步骤S332、正常进行自动换梭流程;
步骤S333、暂停自动换梭流程,并进行报错。
具体的,在步骤S331中,将新梭芯放置到缝纫机的旋梭中后,需要判断所述新梭芯是否正确放置,当所述新梭芯正确放置后才能进行后续的自动换梭流程,若判断所述新梭芯正确放置,则进入步骤S332,正常进行自动换梭流程;若判断所述新梭芯未正确放置,则进入步骤S333,暂停自动换梭流程,并进行报错。
在本实施例的一个可选实现方式中,基于光电传感器判断所述新梭芯是否正确放置。
具体的,如图9所示,所述基于光电传感器回传的光电传感IO信号判断所述新梭芯是否正确放置包括步骤S3311、基于光电传感器向新梭芯发射光电传感IO信号,并感应接收回传的光电传感IO信号;
S3312、判断所述新梭芯正确放置;
S3313、判断所述新梭芯未正确放置。
具体的,在步骤S3311中,基于光电传感器向新梭芯发射光电传感IO信号,并感应接收回传的光电传感IO信号;若所述回传的光电传感IO信号为高电平,则进入步骤S3312,判断所述新梭芯正确放置;若所述回传的光电传感IO信号为低电平,则进入步骤S3313,判断所述新梭芯未正确放置。
需要说明的是,当判断所述新梭芯未正确放置时,则会进行报错显示“新梭芯防止错误,请检查设备!”,当重新放置新梭芯后,再次进入步骤S320,直至所述新梭芯正确放置。
更多的,当所述新梭芯正确放置时,基于所述工作参数判断缝纫流程是否完成。
具体的,如图10所示,当所述新梭芯正确放置时,基于所述工作参数判断缝纫流程是否完成包括有步骤S341、当所述新梭芯正确放置时,基于所述工作参数判断缝纫流程是否完成;
步骤S342、继续进行缝纫流程;
步骤S343、发出缝纫流程已完成的提示。
具体的,当换梭完成后,进入步骤S341,基于工作参数判断缝纫流程是否完成,若判断所述缝纫流程未完成,则进入步骤S342,继续进行缝纫流程;若判断所述缝纫流程已完成,则进入步骤S343,发出所述缝纫流程已完成的提示“自动换梭流程已经完成!”。
在本实施例的一个可选实现方式中,所述方法还包括,设置有一键暂停或一键终止自动换梭流程的功能。
综上所述,通过采用上述技术方案,实现缝纫和自动换梭一体化的控制解决缝纫动作和自动换梭动作之间存在信号延时、信号丢失和信号错误的问题,并解决两者之间存在的沟通和技术障碍的问题,运行更加稳定可靠,具有极高的应用价值;自动换梭完成后自动进行缝纫工作,无需人工干涉;通过设置工作参数控制自动换梭流程,提高了自动换梭的灵活性和自适应性,提高自动换梭的效率;利用光电传感器完成判断梭芯盘的位置是否为空梭芯位置、备用梭芯盘内是否存在新梭芯、新梭芯是否正确放置,判断精度更高,响应速度更快,可有效提高自动换梭流程的效率;可添加一键暂停或终止自动换梭流程,使得操作更加简单;可扩展其它辅助性动作流程,提高自动换梭的效率;在后期运行维护中若出现问题,可快速判断问题出现在缝纫系统中还是自动换梭系统中,便于进行修理。
参照图11,本发明实施例提供一种缝纫和自动换梭一体化系统,与上述实施例中的缝纫和自动换梭一体化的方法一一对应。该系统包括判断模块1和操作模块2。各功能模块详细说明如下:
判断模块1,用于基于工作参数判断是否触发自动换梭流程;
操作模块2,用于将已用完的梭芯从缝纫机的旋梭中取出,放置到梭芯盘的空梭芯位置,以及在备用梭芯盘中取出新梭芯,将新梭芯放置到缝纫机的旋梭中。
本发明实施例还提供了一种计算机可读介质,其存储有能够被处理器加载并执行上述任一种缝纫和自动换梭一体化的方法的计算机程序,计算机程序被处理器执行时实现以下步骤:
步骤S100、在开始缝纫工作前,基于工作参数判断是否触发自动换梭流程;
步骤S200、将已用完的梭芯从缝纫机的旋梭中取出,放置到梭芯盘的空梭芯位置;
步骤S300、在备用梭芯盘中取出新梭芯,将新梭芯放置到缝纫机的旋梭中,并进入缝纫工作流程。
所述计算机可读存储介质例如包括:U盘、移动硬盘、只读存储器(Read-OnlyMemory,ROM)、随机存取存储器(Random Access Memory,RAM)、磁碟或者光盘等各种可以存储程序代码的介质。
具体实施方式的实施例均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。