一种橡胶带扳手及其橡胶带的制造方法
文献发布时间:2023-06-19 09:27:35
【技术领域】
本发明创造涉及扳手技术领域,特别是一种橡胶带扳手及其橡胶带的制造方法。
【背景技术】
扳手,是一种常用的安装与拆卸工具,也是利用杠杆原理拧转螺栓、螺钉、螺母和其他螺纹紧持螺栓或螺母的开口或套孔固件的手工工具。扳手通常在柄部的一端或两端制有夹持螺栓或螺母的开口或套孔。使用时沿螺纹旋转方向在柄部施加外力,就能拧转螺栓或螺母。手动扳手又叫普通扳手,主要应用于普通生活工作中,它的使用比较简单,扳手根据材质的不同分为五金扳手、塑胶扳手、橡胶带扳手,其中以五金的应用最早且也最为广泛,本次开发的橡胶带的扳手,类似于五金的活动扳手,而活动扳手在应用时对于紧固件是有要求的,必须是规则的多边形,并且紧固件的尺寸范围也是有要求,由于活动扳手的活动距离限制,配套能够应用的螺帽也是在一定的范围内,并且五金扳手的加工工艺较为复杂,工具的成本较高,一般是专业的人员配备,家庭使用不多。塑胶扳手现在也有使用,主要是塑胶扳手的通用性比五金扳手好,操作灵活,成本低,但是塑胶扳手也有本色的缺陷,就是柔软性和耐温性、耐化学性较差,失效率高,应用的比较局限。
【发明内容】
为解决上述问题,本发明创造提供一种高拉力、通用性强、寿命长的橡胶带扳手及其橡胶带的制造方法。
为实现上述目的,本发明提供如下技术方案:
一种橡胶带扳手,包括橡胶带1和扳手本体2,所述橡胶带1主要由以下质量份的成份组成:
丁腈橡胶 100份;
氧化锌 5.0份;
硬脂酸 1.0份;
防老剂4010 1.5份;
炭黑N550 40份;
炭黑N774 27份;
环保增塑剂 15-35份;
碳酸钙 5-45份;
硫磺 1.9份;
N-环己基-2-苯并噻唑次磺酰胺 2.5份;
二硫化四甲基秋兰姆 0.87份。
作为优选实施方式,进一步限定为:所述橡胶带1内至少设置有一条牛筋线3。
作为优选实施方式,进一步限定为:所述牛筋线3为若干个并沿所述橡胶带1的宽度方向阵列分布。
作为优选实施方式,进一步限定为:所述牛筋线3为尼龙材料。
作为优选实施方式,进一步限定为:所述扳手本体2为PP材料。
作为优选实施方式,进一步限定为:所述橡胶带1与牛筋线3之间通过热硫化粘接一体成型。
作为优选实施方式,进一步限定为:所述橡胶带1与扳手本体2之间可拆卸连接。
作为优选实施方式,进一步限定为:所述橡胶带1的后端设置有阻挡块12,所述扳手本体2上设置有插接槽21,所述插接槽21的槽底设置有供所述橡胶带1的前端贯穿所述扳手本体2的通孔22,装配后所述阻挡块12卡装在所述第一插接槽21内;所述扳手本体2上还设置有供所述橡胶带1的前端贯穿的贯穿槽23。
作为优选实施方式,进一步限定为:所述插接槽21位于所述贯穿槽23的一侧,所述扳手本体2上还设置有位于所述贯穿槽23另一侧的凸角24。
一种橡胶带的制造方法,包括有如下步骤:
步骤S1:按照以下质量份称量获得所需的各组分原料:
丁腈橡胶 100份;
氧化锌 5.0份;
硬脂酸 1.0份;
防老剂4010 1.5份;
炭黑N550 40份;
炭黑N774 27份;
环保增塑剂 15-35份;
碳酸钙 5-45份;
硫磺 1.9份;
N-环己基-2-苯并噻唑次磺酰胺 2.5份;
二硫化四甲基秋兰姆 0.87份;
步骤S2:将丁腈橡胶投入密炼机的密炼室内塑炼80s±10s,丁腈橡胶由块状塑炼成粉末状;
步骤S3:往密炼室内加入氧化锌、硬脂酸和防老剂4010混炼70 s±10s,温度70℃±5℃;
步骤S4:在密炼室内加入炭黑 N550、炭黑 N774、环保增塑剂和碳酸钙混炼70 s±10s,温度90℃±5℃;
步骤S5:以70s一个周期机器自动升栓3±1次后排胶;
步骤S6:将步骤5中的胶料通过开炼机出片停放24h±1h;
步骤S7:将停放后的胶料投入开炼机中,再加入二硫化四甲基秋兰姆、硫磺和N-环己基-2-苯并噻唑次磺酰胺薄通3±1次混炼均匀出片,出片后停放24H±1h;
步骤S8:将步骤7中出片后的胶料放入模具中硫化、加压成型为成品件。
作为优选实施方式,进一步限定为:所述步骤S8具体包括如下步骤:
步骤S81:将模具固定在平板硫化机上;
步骤S82:将步骤7中出片后的胶料切成胶条备用;设置机台温度为175℃±5℃,升温1h±10min,检测机台温度是否达标并擦拭模具表面进行清洁;
步骤S83:在模具的下板凹槽中放入步骤S82中的胶条后,在胶条上放入至少一条牛筋线3,然后再放入步骤S82中的胶条盖在牛筋线3上,合模加压硫化,硫化时间240s±20s;
步骤S84:开模取出成品件,将所述成品件多余的水口用水口钳修剪干净,完成产品加工。
作为优选实施方式,进一步限定为:所述步骤S7中出片的厚度为2mm,宽度为54cm。
作为优选实施方式,进一步限定为:所述步骤S82中胶条的宽度为1cm,重量为17g。
本发明创造的橡胶带扳手结构简单,操作方便,生产成本较低,通用性强,能够在现有市场中得到广泛推广和应用。产品主要由橡胶带和扳手本体构成,橡胶带内至少设置有一条牛筋线;橡胶带主材是丁腈橡胶,这款胶料主要用于制造耐油橡胶制品,制成产品耐油性极好,耐磨性较高,耐热性较好,粘接力强,同时加入了环保增塑剂,使该产品性能更稳定、耐寒效果更好,而N550 炭黑和N774炭黑作为补强剂加入,可以提高橡胶的拉伸强度和疲劳寿命,二者并用能够赋予胶料比较好的综合性能;同时,橡胶不会像五金容易在潮湿环境中腐蚀生锈,有利于长期的保留。扳手本体主要提供手握位置,扳手本体采用PP材料,具有较高的耐冲击性,机械性质强韧,抗多种有机溶剂和酸碱腐蚀;牛筋线具有伸缩性小的特点,使得橡胶带具有良好的挺性,有效提高橡胶带的强度和拉力。
【附图说明】
图1是本发明创造的结构示意图;
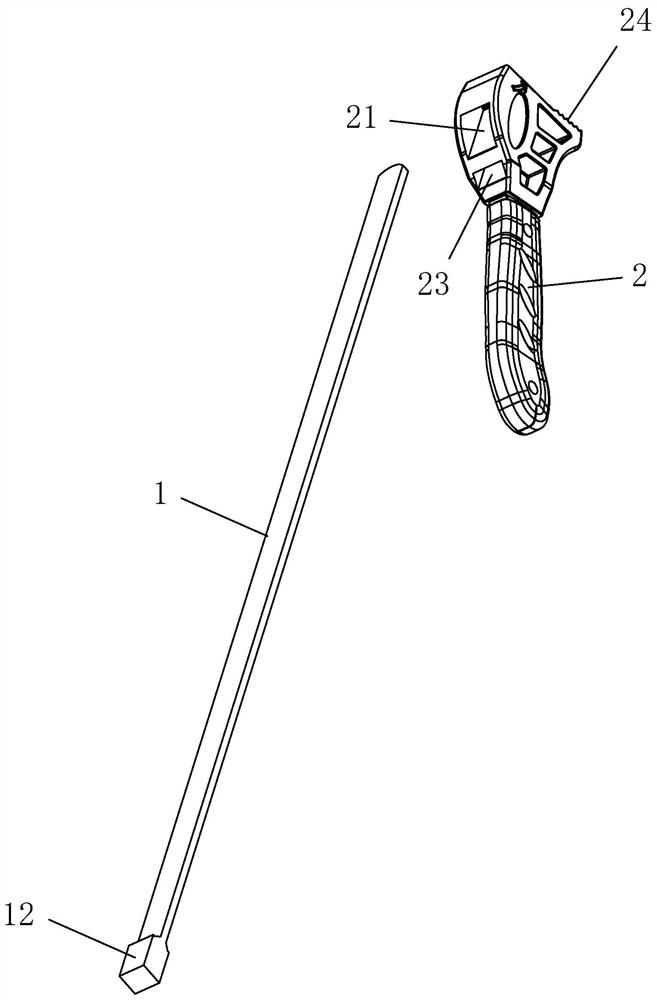
图2是本发明创造的分解示意图;
图3是扳手本体的剖视图;
图4是橡胶带的局部剖视图;
图5是本发明创造的使用状态示意图之一;
图6是本发明创造的使用状态示意图之二。
【具体实施方式】
以下结合附图和具体实施方式对本发明创造作进一步详细说明:
一种橡胶带扳手,包括橡胶带1和扳手本体2,橡胶带和扳手采用分体式设计,结构简单,操作方便。扳手本体2主要提供手握位置,扳手本体2采用PP材料(聚丙烯材料),具有较高的耐冲击性,机械性质强韧,抗多种有机溶剂和酸碱腐蚀;所述橡胶带1主要由以下质量份的成份组成:
丁腈橡胶 100份;
氧化锌 5.0份;
硬脂酸 1.0份;
防老剂4010 1.5份;
炭黑N550 40份;
炭黑N774 27份;
环保增塑剂 15-35份;
碳酸钙 5-45份;
硫磺 1.9份;
N-环己基-2-苯并噻唑次磺酰胺 2.5份;
二硫化四甲基秋兰姆 0.87份。
丁腈橡胶:属于生胶体系,丁腈橡胶是由丁二烯和丙烯腈经乳液聚合法制得的,丁腈橡胶主要采用低温乳液聚合法生产,耐油性极好,耐磨性较高,耐热性较好,粘接力强。其缺点是耐低温性差、耐臭氧性差,绝缘性能低劣,弹性稍低。丁腈橡胶主要用于制造耐油橡胶制品。简称NBR,由丁二烯与丙烯腈共聚而制得的一种合成橡胶。是耐油(尤其是烷烃油)、耐老化性能较好的合成橡胶。丁腈橡胶中丙烯腈含量分为42~46、36~41、31~35、25~30、18~24等五种。丙烯腈含量越多,耐油性越好,它可以在120℃的空气中或在150℃的油中长期使用。本产品采用的是南帝1051型号,丙烯腈含量为41,属于高丙烯烃,它还具有良好的耐水性、气密性及优良的粘结性能。广泛用于制各种耐油橡胶制品、多种耐油垫圈、垫片、套管、软包装、软胶管、印染胶辊、电缆胶材料等,在汽车、航空、石油、复印等行业中成为必不可少的弹性材料。
氧化锌:属于活性剂,氧化锌在橡胶的配方中是配合硬脂酸使用,氧化锌和硬脂酸作用生成锌皂,提高了氧化锌在橡胶中的溶解度,并与促进剂作用形成在橡胶中溶解性良好的络合物,活化了促进剂和硫磺,提高了硫化效率。
硬脂酸:属于活化剂,是和氧化锌配合使用,氧化锌和硬脂酸生成可溶性锌盐,锌盐与交联键螯合,保护了弱键,使硫化生成短的交联键,并增加了新的交联键,提高了交联密度。
防老剂4010:属于防老剂,又名N-环己基-N'-苯基对苯二胺,分子式是C18H22N2,分子量266.3807。该品纯品为白色粉末状,暴露在空气及日光下颜色逐渐变深,适用于深色的天然橡胶和合成橡胶制品,加入到橡胶中,可以增加橡胶分子结构的稳定性。
炭黑N550:属于补强剂,N550属于快压出炉黑,这种炉黑粒子表面光滑,结构高,在软质炭黑中,其补强能力是最高的,可以提交橡胶的拉伸强度和疲劳寿命,由于炭黑的制程是槽酸炉碱,炉法炭黑偏碱性可以提高产品的硫化速度。
炭黑N774:属于补强剂,又称非污染高定伸半补强炉黑。使用N774炭黑的胶料工艺性能好,填充量也可以很高。其硫化胶的弹性高,生热低,动态性能良好,和N550并用能够赋予胶料比较好的综合性能。
环保增塑剂:本产品选用为环保增塑剂ATBC,又称乙酰柠檬酸三丁酯,本品为无毒增塑剂,可用作聚氯乙烯,纤维素树脂和合成橡胶的增塑剂。无色、无味的油状液体,沸点343℃(0.101MPa),闪点(开杯)204℃,凝固点-80℃,挥发速度0.000009g/cm2•h(105℃),水解速度0.1%(100℃,6小时),溶于多数有机溶剂,不溶于水。与聚氯乙烯、聚苯乙烯、氯乙烯-醋酸乙烯共聚物、硝酸纤维素、乙茎纤维素、聚乙烯醇缩丁醛等树脂相容。与醋酸纤维素、醋酸丁酸纤维素部分相容。本品耐寒性和耐光性与柠檬酸三正丁酯相似,但耐水性较优。
硫磺:属于硫化剂,选用丰正预分散硫磺,颗粒状在实际生产时挥发小,用量稳定,胶料的性能稳定,硫磺是可以将橡胶的线型大分子链通过化学交联而构成三维网状结构,随之胶料的物理性能和其他性能都能发生变化。
N-环已基-2-苯并噻唑次磺酰胺:属于促进剂,简称CZ-80,选用瑞巴化工的预分散促进剂,CZ-80是属于次磺酰胺类促进剂,诱导期长,硫化速度快,硫化胶综合性能好,适用于高温快速硫化。
二硫化四甲基秋兰姆:属于促进剂,是一种有机化合物,白色、淡灰色粉末,不溶于水,不溶于稀苛性碱、汽油、微溶于乙醇、乙醚,溶于苯、丙酮、氯仿、四氯化碳、二硫化碳、二氯乙烷。
更进一步地说,橡胶带主材是丁腈橡胶,这款胶料主要用于制造耐油橡胶制品,制成产品耐油性极好,耐磨性较高,耐热性较好,粘接力强,同时加入了环保增塑剂,使该产品性能更稳定、耐寒效果更好,而N550 炭黑和N774炭黑作为补强剂加入,可以提高橡胶的拉伸强度和疲劳寿命,二者并用能够赋予胶料比较好的综合性能;同时,橡胶不会像五金容易在潮湿环境中腐蚀生锈,有利于长期的保留。
在本实施例中,所述橡胶带1内至少设置有一条牛筋线3。为了更进一步加强橡胶带的强度和拉力,所述牛筋线3为若干个并沿所述橡胶带1的宽度方向阵列分布。在本实施例中,牛筋线3共设置有8根。所述牛筋线3为尼龙材料,牛筋线3的直径为0.6mm,单根牛筋线3的折断力可以达到150N,牛筋线3具有伸缩性小的特点,使得橡胶带1具有良好的挺性,有效提高橡胶带1的强度和拉力。所述橡胶带1与牛筋线3之间通过热硫化粘接一体成型。
在本实施例中,所述橡胶带1与扳手本体2之间可拆卸连接。更进一步地说,所述橡胶带1的后端设置有阻挡块12,所述扳手本体2上设置有插接槽21,所述插接槽21的槽底设置有供所述橡胶带1的前端贯穿所述扳手本体2的通孔22,装配后所述阻挡块12卡装在所述第一插接槽21内;所述扳手本体2上还设置有供所述橡胶带1的前端贯穿的贯穿槽23。本产品的橡胶带扳手是属于配套设备使用,主要用途是扭一些比较大多边形的塑胶瓶螺帽,像管道的连接件、家用水箱或者是净水器部分的安装需要使用到。使用时,橡胶带1的前端依次穿过插接槽21和通孔22后,再通过贯穿槽23形成如附图5的状态,即使得橡胶带1围成一个圈,可以如附图6所示,将橡胶带1套在塑料瓶盖4上,调整整体的橡胶带1余量,将多余的橡胶带由贯穿槽24收紧,然后用手握住橡胶带1和扳手本体2的手柄位置,水平旋转使得塑料瓶盖4与塑料瓶5分开或扭紧,操作简单省力。为了防止橡胶带1在使用时发生移位或松开,所述插接槽21位于所述贯穿槽23的一侧,所述扳手本体2上还设置有位于所述贯穿槽23另一侧的凸角24,有效增大扳手本体2与橡胶带1之间的摩擦力。
在本实施例中提出一种橡胶带的制造方法,该橡胶带是应用于上述橡胶带扳手中,包括有如下步骤:
步骤S1:按照以下质量份称量获得所需的各组分原料:
丁腈橡胶 100份;
氧化锌 5.0份;
硬脂酸 1.0份;
防老剂4010 1.5份;
炭黑N550 40份;
炭黑N774 27份;
环保增塑剂 15-35份;
碳酸钙 5-45份;
硫磺 1.9份;
N-环己基-2-苯并噻唑次磺酰胺 2.5份;
二硫化四甲基秋兰姆 0.87份;
步骤S2:将丁腈橡胶投入密炼机的密炼室内塑炼80s±10s,丁腈橡胶由块状塑炼成粉末状;
步骤S3:往密炼室内加入氧化锌、硬脂酸和防老剂4010混炼70 s±10s,温度70℃±5℃;
步骤S4:在密炼室内加入炭黑 N550、炭黑 N774、环保增塑剂和碳酸钙混炼70 s±10s,温度90℃±5℃;
步骤S5:以70s一个周期机器自动升栓3±1次后排胶;
步骤S6:将步骤5中的胶料通过开炼机出片停放24h±1h;
步骤S7:将停放后的胶料投入开炼机中,再加入二硫化四甲基秋兰姆、硫磺和N-环己基-2-苯并噻唑次磺酰胺薄通3±1次混炼均匀出片,出片后停放24H±1h;出片的厚度为2mm,宽度为54cm;
步骤S8:将步骤7中出片后的胶料放入模具中硫化、加压成型为成品件。
更进一步地说,所述步骤S8具体包括如下步骤:
步骤S81:将模具固定在平板硫化机上;
步骤S82:将步骤7中出片后的胶料切成胶条备用;胶条的宽度为1cm,重量为17g;设置机台温度为175℃±5℃,升温1h±10min,检测机台温度是否达标并擦拭模具表面进行清洁;
步骤S83:在模具的下板凹槽中放入步骤S82中的胶条后,在胶条上放入至少一条牛筋线3,然后再放入步骤S82中的胶条盖在牛筋线3上,合模加压硫化,硫化时间240s±20s;
步骤S84:开模取出成品件,将所述成品件多余的水口用水口钳修剪干净,完成产品加工。
以下结合实施例1-3对本发明作进一步详细说明:
实施例1
按照以下方法制造橡胶带1,其中牛筋线的数量为8根,具体步骤如下:
步骤S1:按照以下质量份称量获得所需的各组分原料:
丁腈橡胶 100份;
氧化锌 5.0份;
硬脂酸 1.0份;
防老剂4010 1.5份;
炭黑N550 40份;
炭黑N774 27份;
环保增塑剂 30份;
碳酸钙 40份;
硫磺 1.9份;
N-环己基-2-苯并噻唑次磺酰胺 2.5份;
二硫化四甲基秋兰姆 0.87份;
步骤S2:将丁腈橡胶投入密炼机的密炼室内塑炼80s±10s,丁腈橡胶由块状塑炼成粉末状;
步骤S3:往密炼室内加入氧化锌、硬脂酸和防老剂4010混炼70 s±10s,温度70℃±5℃;
步骤S4:在密炼室内加入炭黑 N550、炭黑 N774、环保增塑剂和碳酸钙混炼70 s±10s,温度90℃±5℃;
步骤S5:以70s一个周期机器自动升栓3±1次后排胶;
步骤S6:将步骤5中的胶料通过开炼机出片停放24h±1h;
步骤S7:将停放后的胶料投入开炼机中,再加入二硫化四甲基秋兰姆、硫磺和N-环己基-2-苯并噻唑次磺酰胺薄通3±1次混炼均匀出片,出片后停放24H±1h;出片的厚度为2mm,宽度为54cm;
步骤S8:将模具固定在平板硫化机上;
步骤S9:将步骤7中出片后的胶料切成胶条备用;胶条的宽度为1cm,重量为17g;设置机台温度为175℃±5℃,升温1h±10min,检测机台温度是否达标并擦拭模具表面进行清洁;
步骤10:在模具的下板凹槽中放入步骤S9中的胶条后,在胶条上放入至少一条牛筋线3,然后再放入步骤S9中的胶条盖在牛筋线3上,合模加压硫化,硫化时间240s±20s;
步骤S11:开模取出成品件,将所述成品件多余的水口用水口钳修剪干净,完成产品加工。
实施例2
按照以下方法制造橡胶带1,其中牛筋线的数量为8根,具体步骤如下:
步骤S1:按照以下质量份称量获得所需的各组分原料:
丁腈橡胶 100份;
氧化锌 5.0份;
硬脂酸 1.0份;
防老剂4010 1.5份;
炭黑N550 40份;
炭黑N774 27份;
环保增塑剂 25份;
碳酸钙 30份;
硫磺 1.9份;
N-环己基-2-苯并噻唑次磺酰胺 2.5份;
二硫化四甲基秋兰姆 0.87份;
步骤S2:将丁腈橡胶投入密炼机的密炼室内塑炼80s±10s,丁腈橡胶由块状塑炼成粉末状;
步骤S3:往密炼室内加入氧化锌、硬脂酸和防老剂4010混炼70 s±10s,温度70℃±5℃;
步骤S4:在密炼室内加入炭黑 N550、炭黑 N774、环保增塑剂和碳酸钙混炼70 s±10s,温度90℃±5℃;
步骤S5:以70s一个周期机器自动升栓3±1次后排胶;
步骤S6:将步骤5中的胶料通过开炼机出片停放24h±1h;
步骤S7:将停放后的胶料投入开炼机中,再加入二硫化四甲基秋兰姆、硫磺和N-环己基-2-苯并噻唑次磺酰胺薄通3±1次混炼均匀出片,出片后停放24H±1h;出片的厚度为2mm,宽度为54cm;
步骤S8:将模具固定在平板硫化机上;
步骤S9:将步骤7中出片后的胶料切成胶条备用;胶条的宽度为1cm,重量为17g;设置机台温度为175℃±5℃,升温1h±10min,检测机台温度是否达标并擦拭模具表面进行清洁;
步骤10:在模具的下板凹槽中放入步骤S9中的胶条后,在胶条上放入至少一条牛筋线3,然后再放入步骤S9中的胶条盖在牛筋线3上,合模加压硫化,硫化时间240s±20s;
步骤S11:开模取出成品件,将所述成品件多余的水口用水口钳修剪干净,完成产品加工。
实施例3
按照以下方法制造橡胶带1,其中牛筋线的数量为8根,具体步骤如下:
步骤S1:按照以下质量份称量获得所需的各组分原料:
丁腈橡胶 100份;
氧化锌 5.0份;
硬脂酸 1.0份;
防老剂4010 1.5份;
炭黑N550 40份;
炭黑N774 27份;
环保增塑剂 18份;
碳酸钙 10份;
硫磺 1.9份;
N-环己基-2-苯并噻唑次磺酰胺 2.5份;
二硫化四甲基秋兰姆 0.87份;
步骤S2:将丁腈橡胶投入密炼机的密炼室内塑炼80s±10s,丁腈橡胶由块状塑炼成粉末状;
步骤S3:往密炼室内加入氧化锌、硬脂酸和防老剂4010混炼70 s±10s,温度70℃±5℃;
步骤S4:在密炼室内加入炭黑 N550、炭黑 N774、环保增塑剂和碳酸钙混炼70 s±10s,温度90℃±5℃;
步骤S5:以70s一个周期机器自动升栓3±1次后排胶;
步骤S6:将步骤5中的胶料通过开炼机出片停放24h±1h;
步骤S7:将停放后的胶料投入开炼机中,再加入二硫化四甲基秋兰姆、硫磺和N-环己基-2-苯并噻唑次磺酰胺薄通3±1次混炼均匀出片,出片后停放24H±1h;出片的厚度为2mm,宽度为54cm;
步骤S8:将模具固定在平板硫化机上;
步骤S9:将步骤7中出片后的胶料切成胶条备用;胶条的宽度为1cm,重量为17g;设置机台温度为175℃±5℃,升温1h±10min,检测机台温度是否达标并擦拭模具表面进行清洁;
步骤10:在模具的下板凹槽中放入步骤S9中的胶条后,在胶条上放入至少一条牛筋线3,然后再放入步骤S9中的胶条盖在牛筋线3上,合模加压硫化,硫化时间240s±20s;
步骤S11:开模取出成品件,将所述成品件多余的水口用水口钳修剪干净,完成产品加工。
本发明创造的实施例1至3按照QIC4008橡胶验证规程A-3测试,测试结果如下:
由上表可以看出,在单独混炼胶的物理性质来看,实施方案3的效果最佳,但是增加了牛筋线3的橡胶带产品后,整体拉力差异在5%以内,从成本和加工工艺综合考量,推荐实施1。
- 橡胶带体的制造装置、橡胶带体的制造方法、橡胶带体的卷绕构件的制造装置以及橡胶带体的卷绕构件的制造方法
- 橡胶带的制造装置和使用该橡胶带的制造装置的制造方法