保持装置的制造方法以及保持装置
文献发布时间:2023-06-19 09:29:07
技术领域
本说明书所公开的技术涉及保持装置的制造方法。
背景技术
作为保持装置,例如已知有利用静电引力来吸附并保持晶片的静电卡盘。静电卡盘具备陶瓷部件、基座部件、将陶瓷部件与基座部件接合的接合部、以及设置在陶瓷部件的内部的卡盘电极,利用通过向卡盘电极施加电压而产生的静电引力,将晶片吸附并保持于陶瓷部件的表面(以下称为“吸附面”)。
当保持于静电卡盘的吸附面的晶片的温度没有达到所期望的温度时,对晶片的各种处理(成膜、蚀刻等)的精度有可能降低,因此对静电卡盘要求控制晶片的温度分布的性能。
以往,已知一种静电卡盘,其在陶瓷部件的与吸附面相反的一侧的表面中的、与吸附面的温度分布相应的位置,埋设有热传导率与接合部的热传导率不同的调整用树脂(例如,参照专利文献1、2)。
现有技术文献
专利文献
专利文献1:日本特开2016-1757号公报
专利文献2:日本特开2013-247342号公报
发明内容
发明所要解决的课题
在陶瓷部件与基座部件经由接合部而接合在一起的静电卡盘的制造方法中,存在非预期地,由于制造偏差而使陶瓷部件的吸附面的温度分布偏离所期望的分布的情况,所述制造偏差包括陶瓷部件或基座部件的热传导率或热容量在部件内部发生变化的情况、在设置于陶瓷部件的内部的加热器电极出现发热分布的情况、流过基座部件的制冷剂流路的制冷剂(例如,氟系惰性液体或水等)的流量不均匀的情况、以及陶瓷部件相对于基座部件倾斜的情况等。由于存在如上述那样非预期的每个制造线或每个制造装置等的特性,所以即使如上述现有的静电卡盘的制造方法那样,将调整用树脂埋设于接合部,也仅能够抑制吸附面的局部的温度分布的偏差,有可能无法充分地抑制吸附面的整体的温度分布的偏差。
另外,这样的课题并不限于静电卡盘的制造方法,在陶瓷部件与基座部件接合在一起的保持装置(例如,加热装置、真空卡盘等)的制造方法中是共同的课题。
在本说明书中,公开了能够解决上述课题的技术。
用于解决课题的技术方案
本说明书所公开的技术能够作为以下的方式来实现。
(1)本说明书所公开的保持装置的制造方法为如下保持装置的制造方法,所述保持装置具备:陶瓷部件,具有第一表面和与所述第一表面相反的一侧的第二表面;基座部件,具有第三表面和与所述第三表面相反的一侧的第四表面,并配置成所述第三表面位于所述陶瓷部件的所述第一表面侧;及接合部,配置在所述陶瓷部件的所述第一表面与所述基座部件的所述第三表面之间,将所述陶瓷部件与所述基座部件接合,所述保持装置将对象物保持在所述陶瓷部件的所述第二表面上,所述保持装置的制造方法包括:准备第一接合体的工序,所述第一接合体具备:加工前陶瓷部件,该加工前陶瓷部件为形成所述第二表面之前的所述陶瓷部件,具有所述第一表面以及配置于与所述第一表面相反的一侧且与所述第一表面大致平行的第五表面;所述基座部件;及所述接合部,配置在所述加工前陶瓷部件的所述第一表面与所述基座部件的所述第三表面之间,将所述加工前陶瓷部件与所述基座部件接合,在所述第一表面与所述第三表面隔着所述接合部对置的第一方向上,所述接合部的厚度从所述接合部的与所述第一方向大致垂直的第二方向的一端侧朝向另一端侧变厚;及对所述第一接合体中的所述加工前陶瓷部件的所述第五表面进行加工的工序。在陶瓷部件与基座部件经由接合部而接合在一起的保持装置的制造方法中,存在陶瓷部件的第二表面的温度分布由于非预期的每个制造线或每个制造装置等的特性而偏离所期望的分布的情况。与此相对,在本保持装置的制造方法中,有意地准备第一接合体,该第一接合体以使加工前陶瓷部件的第一表面相对于基座部件的第三表面倾斜的方式,将加工前陶瓷部件与基座部件经由接合部接合在一起。由此,能够抑制由于非预期的每个制造线或每个制造装置等的特性而使第二表面的整体的温度分布偏离所期望的分布的情况。
(2)在上述保持装置的制造方法中,也可以采用如下方式,即,相对于所述加工前陶瓷部件的所述第一表面和所述基座部件的所述第三表面中的至少一方,将接合剂以所述第一方向的厚度从所述第二方向的所述一端侧朝向所述另一端侧变厚的方式进行涂布,之后,将所述加工前陶瓷部件的所述第一表面和所述基座部件的所述第三表面隔着所述接合剂对置配置,并使所述接合剂固化而形成所述接合部,由此准备所述第一接合体。在本保持装置的制造方法中,预先以使接合剂的厚度从一端侧朝向另一端侧变厚的方式将接合剂涂布于加工前陶瓷部件的第一表面或基座部件的第三表面。由此,根据本保持装置的制造方法,能够将加工前陶瓷部件相对于基座部件的倾斜方向调整为所期望的方向。
(3)在上述保持装置的制造方法中,也可以采用如下方式,即,针对固化前、固化期间以及固化后的接合部中的至少任一个,向所述第二方向的所述一端侧施加比所述另一端侧大的载荷,由此准备所述第一接合体。根据本保持装置的制造方法,能够在将陶瓷部件相对于基座部件的倾斜方向调整为所期望的方向的同时,以使陶瓷部件相对于基座部件倾斜的状态可靠地接合两者。
(4)在上述保持装置的制造方法中,也可以采用如下方式,即,在所述加工前陶瓷部件的所述第一表面与所述基座部件的所述第三表面之间配置接合剂,并针对固化前、固化期间以及固化后的接合部中的至少任一个,向所述第二方向的所述一端侧施加比所述另一端侧大的载荷,由此准备所述第一接合体。根据本保持装置的制造方法,能够在使陶瓷部件相对于基座部件倾斜的状态下可靠地接合两者。
(5)在上述保持装置的制造方法中,也可以采用如下方式,即,包括:测定所述加工前陶瓷部件与所述基座部件经由临时接合部接合在一起而成的第二接合体中的所述加工前陶瓷部件的所述第五表面的温度分布的工序;及使所述第二接合体中的所述加工前陶瓷部件与所述基座部件分离,之后,以使所述加工前陶瓷部件的所述第一表面相对于所述基座部件的所述第三表面向与所述温度分布的测定结果相应的方向倾斜的方式,将所述加工前陶瓷部件与所述基座部件经由接合剂接合,由此准备所述第一接合体。根据本保持装置的制造方法,通过使加工前陶瓷部件相对于基座部件向与加工前陶瓷部件和基座部件经由临时接合部接合在一起而成的第二接合体的温度分布的测定结果相应的方向倾斜,能够使陶瓷部件的第二表面的温度分布的控制性(例如均热性)提高。
(6)本说明书所公开的保持装置具备:陶瓷部件,具有第一表面和与所述第一表面相反的一侧的第二表面;基座部件,具有第三表面和与所述第三表面相反的一侧的第四表面,并配置成所述第三表面位于所述陶瓷部件的所述第一表面侧;及接合部,配置在所述陶瓷部件的所述第一表面与所述基座部件的所述第三表面之间,将所述陶瓷部件与所述基座部件接合,所述保持装置将对象物保持在所述陶瓷部件的所述第二表面上,所述保持装置具备导电体,该导电体设置于所述陶瓷部件并配置在假想平面上,就所述接合部而言,在所述接合部的整体中,所述第一表面与所述第三表面隔着所述接合部对置的第一方向的厚度从与所述第一方向大致垂直的第二方向的一端侧朝向另一端侧变厚,并且,所述第二表面与配置有所述导电体的所述假想平面的距离从所述导电体的所述第二方向的所述一端侧朝向所述另一端侧变短。根据本保持装置,由于接合部的热传导率低,因此能够提高陶瓷部件的第二表面中的、与接合部的厚度相对较厚的部分相对应的部分的温度。另外,就与接合部的厚度相对较厚的部分相对应的部分而言,由于陶瓷部件的第二表面与导电体的距离相对较短,因此能够更有效地提高温度。
(7)在上述保持装置的制造方法中,也可以采用如下结构,即,所述导电体为加热器电极。
另外,本说明书所公开的技术可以通过各种方式来实现,例如,可以通过静电卡盘、CVD加热器等加热装置、真空卡盘、其他陶瓷部件和基座部件接合在一起的保持装置、它们的制造方法等的方式来实现。
附图说明
图1是概略地表示实施方式中的静电卡盘100的外观结构的立体图。
图2是概略地表示实施方式中的静电卡盘100的XZ截面结构的说明图。
图3是表示实施方式中的静电卡盘100的制造方法的流程图。
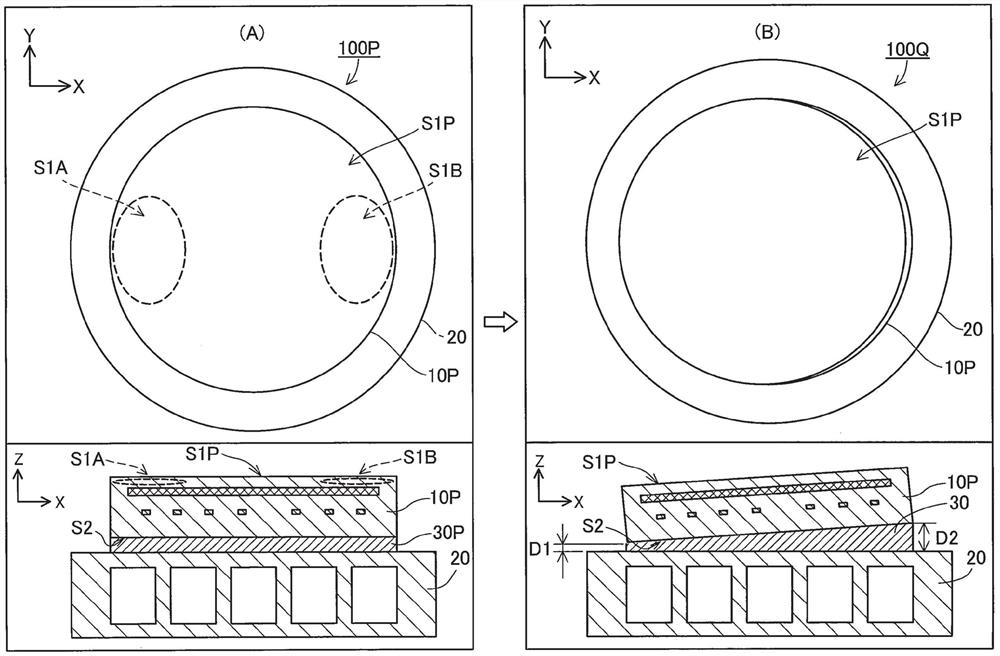
图4是表示第二接合体100P和第一接合体100Q中的温度分布及XZ截面结构的说明图。
图5是示意性地表示静电卡盘100的制造方法中的第一接合体100Q的形成工序(第一形成方法)的说明图。
图6是示意性地表示静电卡盘100的制造方法中的第一接合体100Q的形成工序(第二形成方法)的说明图。
图7是示意性地表示第一形成方法的变形例的工序的说明图。
具体实施方式
A.实施方式:
A-1.静电卡盘100的结构:
图1是概略地表示本实施方式中的静电卡盘100的外观结构的立体图,图2是概略地表示本实施方式中的静电卡盘100的XZ截面结构的说明图。在各图中,示出了用于确定方向的相互正交的XYZ轴。在本说明书中,为了方便,将Z轴正方向称为上方向,并将Z轴负方向称为下方向,但静电卡盘100实际上也可以以与这样的朝向不同的朝向进行设置。
静电卡盘100是利用静电引力来吸附并保持对象物(例如晶片W)的装置,例如用于在半导体制造装置的真空腔室内固定晶片W。静电卡盘100具备在规定的排列方向(在本实施方式中为上下方向(Z轴方向))上排列配置的陶瓷部件10和基座部件20。陶瓷部件10和基座部件20配置成陶瓷部件10的下表面(以下称为“陶瓷侧接合面S2”)与基座部件20的上表面(以下称为“基座侧接合面S3”)隔着后述的接合部30在上述排列方向上对置。即,基座部件20配置成基座部件20的基座侧接合面S3位于陶瓷部件10的陶瓷侧接合面S2侧。静电卡盘100还具备配置在陶瓷部件10的陶瓷侧接合面S2与基座部件20的基座侧接合面S3之间的接合部30。上下方向(Z轴方向)相当于技术方案中的第一方向,陶瓷侧接合面S2相当于技术方案中的第一表面,基座侧接合面S3相当于技术方案中的第三表面。
陶瓷部件10例如是圆形平面的板状部件,由陶瓷形成。陶瓷部件10的直径例如为50mm~500mm左右(通常为200mm~350mm左右),陶瓷部件10的厚度例如为1mm~10mm左右。
作为陶瓷部件10的形成材料,可以使用各种陶瓷,但从强度、耐磨损性、耐等离子体性等观点出发,优选使用例如以氧化铝(氧化铝,Al
在陶瓷部件10的内部设置有由导电性材料(例如,钨、钼等)形成的一对内部电极40。当从电源(未图示)向一对内部电极40施加电压时,产生静电引力,晶片W通过该静电引力而被吸附固定于陶瓷部件10的上表面(以下称为“吸附面S1”)。吸附面S1相当于技术方案中的第二表面。
另外,在陶瓷部件10的内部设置有由含有导电性材料(例如,钨、钼等)的电阻发热体构成的加热器电极50。当从电源(未图示)向加热器电极50施加电压时,加热器电极50发热,从而陶瓷部件10被加热,进而保持于陶瓷部件10的吸附面S1的晶片W被加热。由此,实现晶片W的温度控制。加热器电极50例如为了尽可能没有遗漏地加热陶瓷部件10的吸附面S1,因此在沿Z方向观察时形成为大致同心圆状。
基座部件20是例如直径与陶瓷部件10相同、或者直径比陶瓷部件10大的圆形平面的板状部件,例如由热传导率比形成陶瓷部件10的陶瓷材料的热传导率高的材料(例如金属(铝或铝合金等))形成。基座部件20的直径例如为220mm~550mm左右(通常为220mm~350mm左右),基座部件20的厚度例如为20mm~40mm左右。
在基座部件20的内部形成有制冷剂流路21。当制冷剂(例如氟系惰性液体或水等)被供给到制冷剂流路21时,基座部件20被冷却。当与上述的加热器电极50对陶瓷部件10的加热一并进行基座部件20的冷却时,通过经由接合部30的陶瓷部件10与基座部件20之间的传热,保持于陶瓷部件10的吸附面S1的晶片W的温度被维持为恒定。而且,在等离子体处理中产生了来自等离子体的输入热量的情况下,通过调整施加于加热器电极50的电力来实现晶片W的温度控制。
接合部30含有例如硅酮系树脂、丙烯酸系树脂、环氧系树脂等接合剂(粘结剂),并将陶瓷部件10与基座部件20接合。接合部30的厚度例如为0.1mm以上且1mm以下。另外,关于陶瓷部件10与接合部30的接触部分的附近的结构等,在下文中进行描述。
A-2.陶瓷部件10与接合部30的接触部分附近的结构等:
以下,在本说明书中,为了方便,将X轴方向称为左右方向,并将Y轴方向称为进深方向。左右方向相当于技术方案中的第二方向。
如图2所示,就接合部30而言,在接合部30的整体上,上下方向(Z轴方向)的厚度从左右方向(X轴方向)的一端侧朝向另一端侧连续地变厚。换言之,接合部30在与进深方向(Y轴方向)大致垂直的任意截面中,上下方向的厚度从接合部30的左端朝向右端连续地变厚。另外,接合部30的上下方向的厚度最小的部位的厚度(D1)与最大的部位的厚度(D2)之差优选为20μm以上且100μm以下,更优选为30μm以上且60μm以下。接合部30的壁厚的差过小或者过大均不为优选。即,若接合部30的壁厚的差过小,则接合部30的倾斜被接合部30自身的上下方向的厚度的偏差埋没,有可能无法期待由接合部30实现的温度上升效果。另一方面,如果接合部30的壁厚的差过大,则不仅陶瓷部件10的外周侧的温度过度上升,而且有可能导致因向特定部位的应力集中所引起的接合部30的强度降低。另外,在本说明书中,所谓“连续地”,意味着不具有阶梯差。因此,“连续地”并不限于为直线状(平面状),例如也包含为曲面状(曲面状)的情况、具有平滑的凹凸状的情况。
另外,在本实施方式中,基座部件20的基座侧接合面S3是与基座部件20的下表面S4大致平行的平面。与此相对,陶瓷部件10的陶瓷侧接合面S2是相对于基座部件20的下表面S4倾斜的平面。即,陶瓷侧接合面S2是以随着从接合部30的左端朝向右端而连续地远离基座侧接合面S3的方式倾斜的倾斜平面。换言之,在静电卡盘100的与进深方向(Y轴方向)大致垂直的任意截面中,陶瓷侧接合面S2是以随着从陶瓷部件10的左端朝向右端而连续地远离基座侧接合面S3的方式倾斜的倾斜直线。另外,陶瓷部件10的吸附面S1是与基座部件20的下表面S4大致平行的平面。因此,陶瓷侧接合面S2成为以随着从陶瓷部件10的左端朝向右端而连续地接近吸附面S1的方式倾斜的倾斜平面。基座部件20的下表面S4相当于技术方案中的第四表面。
另外,在本实施方式中,加热器电极50配置在与陶瓷侧接合面S2大致平行的第一假想平面L1上。因此,吸附面S1与配置有加热器电极50的第一假想平面L1之间的距离从加热器电极50的左端侧朝向右端侧连续地变短。另外,在本实施方式中,内部电极40也配置在与陶瓷侧接合面S2大致平行的第二假想平面L2上。
A-3.静电卡盘100的制造方法:
图3是表示本实施方式中的静电卡盘100的制造方法的流程图,图4是表示后述的第二接合体100P和后述的第一接合体100Q中的温度分布及XZ截面结构的说明图。在图4的(A)的上层示出了第二接合体100P的XY平面结构,在下层示出了第二接合体100P的XZ截面结构。在图4的(B)的上层示出了第一接合体100Q的XY平面结构,在下层示出了第一接合体100Q的XZ截面结构。
(第二接合体100P的准备工序):
首先,准备第二接合体100P(S110)。如图4的(A)所示,第二接合体100P是加工前陶瓷部件10P与基座部件20经由临时接合部30P接合在一起而成的复合体。加工前陶瓷部件10P是上述陶瓷部件10的加工前的部件,具体而言,加工前陶瓷部件10P在加工后成为吸附面S1的加工前表面S1P与陶瓷侧接合面S2相互大致平行这一点上,与陶瓷部件10不同,其他方面与陶瓷部件10共通。加工前陶瓷部件10P及基座部件20能够通过公知的制造方法来制造。例如,加工前陶瓷部件10P通过以下的方法来制造。即,准备多个陶瓷生片(例如氧化铝生片),对各陶瓷生片进行用于构成内部电极40、加热器电极50等的金属化墨的印刷等,之后,层叠多个陶瓷生片并进行热压接,切割为规定的圆板形状后进行烧成,最后进行研磨加工等,由此制造出加工前陶瓷部件10P。加工前表面S1P相当于技术方案中的第五表面。
(温度分布的测定工序):
接着,对第二接合体100P中的加工前陶瓷部件10P的加工前表面S1P测定与上下方向(Z轴方向)大致垂直的面方向的温度分布(S120)。此时,优选在第二接合体100P的使用时的状态下测定加工前表面S1P的温度分布。例如,在向加工前陶瓷部件10P所具备的内部电极40及加热器电极50供给电力,且向形成于基座部件20的制冷剂流路21供给制冷剂的状态下,测定加工前表面S1P的温度分布。温度分布的测定例如可以使用红外线辐射温度计、带有热电偶的晶片来进行。
如图4的(A)上层所示,S120的温度分布的测定结果中,在第二接合体100P的加工前表面S1P上,在加工前陶瓷部件10P的左端侧产生了高温的温度特异点S1A(温度特异区域),在加工前陶瓷部件10P的右端侧产生了低温的温度特异点S1B。该主要原因例如是由静电卡盘100的每个制造线或每个制造装置等的特性引起的。
(第一接合体100Q的形成工序):
接着,使第二接合体100P中的加工前陶瓷部件10P与基座部件20分离,之后,形成第一接合体100Q(S130)。第一接合体100Q是重新将加工前陶瓷部件10P与基座部件20接合而成的,在配置成加工前陶瓷部件10P相对于基座部件20倾斜这一点上,与第二接合体100P不同,其他方面与第二接合体100P共同。即,第一接合体100Q是以使加工前陶瓷部件10P的陶瓷侧接合面S2相对于基座部件20的基座侧接合面S3倾斜的方式,将加工前陶瓷部件10P与基座部件20经由接合部30接合在一起而成的复合体。
在S130的工序中,在使第二接合体100P中的加工前陶瓷部件10P与基座部件20分离之后,以使加工前陶瓷部件10P的陶瓷侧接合面S2相对于基座部件20的基座侧接合面S3,向与S120中的加工前表面S1P的温度分布的测定结果相应的方向倾斜的方式,将加工前陶瓷部件10P与基座部件20经由接合剂接合,由此形成第一接合体100Q(S130)。所谓与S120中的加工前表面S1P的温度分布的测定结果相应的方向,例如是加工前表面S1P的温度分布成为所期望的分布(例如面方向上的温度大致均匀)的方向。在图4的例子中,如图的4(B)所示,加工前陶瓷部件10P相对于基座部件20,以向随着从加工前陶瓷部件10P的左端朝向右端而陶瓷侧接合面S2与基座侧接合面S3的距离变长的方向倾斜的方式接合。其结果,第一接合体100Q中的接合部30在接合部30的整体上,上下方向(Z轴方向)的厚度从接合部30的左端朝向右端连续地变厚。由此,在加工前陶瓷部件10P的左端侧,介于加工前陶瓷部件10P与基座部件20之间的接合部30的部分的厚度相对较薄,因此从加工前陶瓷部件10P向基座部件20的热移动量相对较多。另一方面,在加工前陶瓷部件10P的右端侧,介于加工前陶瓷部件10P与基座部件20之间的接合部30的部分的厚度相对较厚,因此从加工前陶瓷部件10P向基座部件20的热移动量相对较少。因此,在第一接合体100Q中,加工前表面S1P中的温度差降低,抑制了温度特异点S1A及温度特异点S1B的产生。
这里,对于第一接合体100Q的形成方法,举出第一形成方法和第二形成方法为例进行说明。图5是示意性地表示静电卡盘100的制造方法中的第一接合体100Q的形成工序(第一形成方法)的说明图,图6是示意地表示静电卡盘100的制造方法中的第一接合体100Q的形成工序(第二形成方法)的说明图。
(1)第一形成方法:
在第一形成方法中,将涂布于加工前陶瓷部件10P的陶瓷侧接合面S2和基座部件20的基座侧接合面S3中的至少一方的接合剂30X1的形状形成为上部31倾斜的倾斜形状,利用该接合剂30X1的倾斜形状,将加工前陶瓷部件10P与基座部件20接合,由此形成第一接合体100Q。具体而言,如图5所示,将接合剂30X1以该接合剂30X1的上下方向(Z轴方向)的厚度从基座部件20的左端侧朝向右端侧连续地或阶段性地变厚的方式涂布在基座部件20的基座侧接合面S3上。即,在沿进深方向(Y轴方向)观察时,接合剂30X1的形状成为上部31相对于基座部件20的基座侧接合面S3倾斜的倾斜形状。在此,接合剂30X1例如为膏状,具有在涂布后能够维持形状的程度的粘性。
然后,将加工前陶瓷部件10P的陶瓷侧接合面S2与基座部件20的基座侧接合面S3经由接合剂30X1贴合。此时,通过加工前陶瓷部件10P的陶瓷侧接合面S2与接合剂30X1的倾斜的上部31接触,加工前陶瓷部件10P被配置成相对于基座部件20向规定的方向倾斜。然后,在将加工前陶瓷部件10P与基座部件20贴合在一起的状态下,进行使接合剂30X1固化的固化处理,由此形成上述的接合部30,进而形成第一接合体100Q。
这样,在第一形成方法中,加工前陶瓷部件10P的陶瓷侧接合面S2由涂布在基座部件20的基座侧接合面S3上的接合剂30X1的上部31引导,其结果,以使陶瓷侧接合面S2相对于基座侧接合面S3向规定的方向倾斜的方式,将加工前陶瓷部件10P与基座部件20贴合。由此,根据第一形成方法,与以使接合剂的厚度均匀的方式将接合剂涂布在基座部件20的基座侧接合面S3上的情况相比,能够将加工前陶瓷部件10P相对于基座部件20的倾斜方向调整为所期望的方向。
(2)第二形成方法:
在第二形成方法中,将加工前陶瓷部件10P与基座部件20经由接合剂30X2贴合,并对加工前陶瓷部件10P和基座部件20中的至少一个施加互不相同的载荷,由此形成第一接合体100Q。具体而言,如图6的(A)所示,在加工前陶瓷部件10P的陶瓷侧接合面S2和基座部件20的基座侧接合面S3中的至少一方涂布接合剂30X2。就接合剂30X2而言,例如该接合剂30X2的上下方向(Z轴方向)的厚度在接合剂30X2的整体上大致均匀。
接着,将加工前陶瓷部件10P的陶瓷侧接合面S2与基座部件20的基座侧接合面S3经由接合剂30X2贴合(参照图6的(A))。然后,以向接合剂30X2的左端侧施加比右端侧大的上下方向(Z轴方向)的载荷的方式,向加工前陶瓷部件10P和基座部件20中的至少一方施加外力。例如,如图5的(B)所示,准备下表面202倾斜的夹具200,并将该夹具200的下表面202按压于第二接合体100P的加工前陶瓷部件10P的加工前表面S1P,从而使接合剂30X2的左侧部分比右侧部分更大地压扁,由此将加工前陶瓷部件10P配置成相对于基座部件20倾斜。然后,在将加工前陶瓷部件10P与基座部件20贴合在一起的状态下,进行使接合剂30X2固化的固化处理,由此形成上述的接合部30,进而形成第一接合体100Q。
(加工前陶瓷部件10P的加工前表面S1P的加工工序):
形成第一接合体100Q后,对第一接合体100Q中的加工前陶瓷部件10P的加工前表面S1P进行加工(S140)。在本实施方式中,以使加工前表面S1P相对于基座部件20的下表面S4的倾斜角度变小的方式对加工前表面S1P进行加工。由此,加工前表面S1P成为与基座部件20的下表面S4大致平行的吸附面S1。另外,加工前表面S1P的加工例如可以通过研磨加工或喷砂加工而比较简单地进行。加工前表面S1P的加工后,例如实施在加工前表面S1P上形成多个突起,或在加工前表面S1P的表面形成密封带等的表面处理。通过以上的工序,上述结构的静电卡盘100的制造完成。另外,即使变更加工前表面S1P的倾斜角度、或形成突起,对静电卡盘100的吸附面S1的温度分布的影响也比较小。其理由如下。形成陶瓷部件10的陶瓷材料的热传导率比形成接合部30的材料的热传导率高。这是因为,即使由于加工前表面S1P的加工,吸附面S1与加热器电极50之间的距离的偏差发生变化,与接合部30的厚度的偏差相比,对温度分布的影响也较小。
A-4.本实施方式的效果:
如以上所说明的那样,在本实施方式的静电卡盘100的制造方法中,有意地准备第一接合体100Q,该第一接合体100Q是以使加工前陶瓷部件10P的陶瓷侧接合面S2相对于基座部件20的基座侧接合面S3倾斜的方式,将加工前陶瓷部件10P与基座部件20经由接合部30接合在一起而成的。由此,能够抑制由于非预期的每个制造线或每个制造装置等的特性而使吸附面S1的整体的温度分布偏离所期望的分布的情况。另外,能够通过变更陶瓷部件10相对于基座部件20的倾斜角度这一相对简单的方法来控制吸附面S1的温度分布。
B.变形例:
本说明书中所公开的技术并不限于上述实施方式,在不脱离其主旨的范围内能够变形为各种形式,例如还能够进行如下的变形。
上述各实施方式中的静电卡盘100的结构仅为一例,能够进行各种变形。例如,也可以在陶瓷部件10的内部不具备内部电极40和加热器电极50中的至少一个。这是因为,即使是这样的方式,有时也要求吸附面S1的温度分布的控制性。另外,静电卡盘100例如也可以是在陶瓷部件10与基座部件20之间配置有金属、陶瓷或树脂等的结构,或者是在陶瓷部件10与基座部件20之间,与配置于陶瓷部件10的内部的加热器电极50独立地配置有加热器的结构。另外,在上述实施方式中,作为导电体,例示了加热器电极50,但并不限于此,例如也可以是测温用电阻体等其他的导电体。
另外,在上述实施方式中,陶瓷侧接合面S2并不限于平面,例如也可以是以随着从接合部30的左端朝向右端而远离基座侧接合面S3的方式倾斜的倾斜曲面。换言之,在静电卡盘100的与进深方向(Y轴方向)大致垂直的任意截面中,陶瓷侧接合面S2也可以是以随着从陶瓷部件10的左端朝向右端而远离基座侧接合面S3的方式倾斜的倾斜曲线。
上述各实施方式中的静电卡盘100的制造方法仅为一例,能够进行各种变形。例如,在上述实施方式的第一接合体100Q的形成工序(图3的S130)的第一形成方法中,也可以在加工前陶瓷部件10P的陶瓷侧接合面S2、或者陶瓷侧接合面S2和基座部件20的基座侧接合面S3这两者,将接合剂以该接合剂的上下方向(Z轴方向)的厚度从加工前陶瓷部件10P或基座部件20的左端侧朝向右端侧变厚的方式进行涂布。
另外,图7是示意性地表示第一形成方法的变形例的工序的说明图。在图7中,对与图5相同的结构标注与图5相同的标号,仅对不同的结构标注不同的标号。图7所示的基座部件20a在形成有沿上下方向贯通的多个贯通孔22这一点上,与上述实施方式的基座部件20不同,其他方面与基座部件20共通。贯通孔22例如在加工前陶瓷部件10P与基座部件20a接合在一起的状态下与形成于加工前陶瓷部件10P的气体路径、升降销插入孔(均未图示)连通。在如贯通孔22那样,于基座部件20a的基座侧接合面S3形成有在基座侧接合面S3开口的孔的情况下,优选在基座侧接合面S3上配置在沿上下方向(Z轴方向)观察时包围各贯通孔22的开口的环状的阻挡部60。阻挡部60例如由与接合剂30X3相同的材料形成,在将接合剂30X3涂布在基座侧接合面S3上之前,预先实施了固化处理。由此,在将加工前陶瓷部件10P与基座部件20a接合时,能够抑制接合剂30X3浸入贯通孔22而产生堵塞等的情况。另外,在本变形例中,多个阻挡部60包括上下方向的长度互不相同的第一阻挡部62和第二阻挡部64。具体而言,位于左侧的第一阻挡部62的上下方向的长度比位于右侧的第二阻挡部64的上下方向的长度短。由此,如图7所示,在将加工前陶瓷部件10P与基座部件20a接合时,通过比接合剂30X3硬质的第一阻挡部62以及第二阻挡部64,能够使加工前陶瓷部件10P相对于基座部件20a向规定的方向正确地倾斜。另外,通过对接合剂30X3实施固化处理,接合剂30X3与阻挡部60一体化而形成接合部30。
另外,在上述实施方式的第一接合体100Q的形成工序(图3的S130)的第二形成方法中,也可以不利用夹具200,而在第二接合体100P的右端侧和左端侧施加互不相同的载荷。就施加载荷的方法而言,例如可以将重石放在第二接合体100P上来对接合剂30X2施加载荷,也可以使用台虎钳(弓形夹钳等)夹入第二接合体100P和基座部件20来对接合剂30X2施加载荷。另外,在第二形成方法中,也可以将涂布于基座部件20的基座侧接合面S3等的接合剂30X2的形状形成为与第一形成方法的接合件30X1相同的倾斜形状。如果将这样的接合剂30X2的形状形成为倾斜形状,则在第二形成方法中,能够抑制加工前陶瓷部件10P相对于基座部件20的倾斜方向偏离所期望的方向的情况。另外,上述实施方式中,在第二形成方法中,施加载荷的时机是在接合剂30X2固化前,但也可以是接合剂30X2固化期间、接合剂30X2固化后。
另外,在上述实施方式的加工前陶瓷部件10P的加工前表面S1P的加工工序(图3的S140)中,并不限于变更加工前表面S1P的倾斜角度的加工,例如也可以在加工前表面S1P形成多个突起,或对加工前表面S1P实施表面处理。
另外,在上述实施方式中,加工前陶瓷部件10P相对于基座部件20,以向与S120中的加工前表面S1P的温度分布的测定结果相应的方向倾斜的方式接合(S130),但也可以不测定第二接合体100P中的加工前表面S1P的温度分布,而使加工前陶瓷部件10P相对于基座部件20以向规定的方向倾斜的方式接合。这是因为,例如能够根据静电卡盘100的每个制造线或每个制造装置等的特性,预先预测出第一接合体100Q的加工前表面S1P上的产生温度特异点的位置。在这种情况下,不测定第一接合体100Q的加工前表面S1P的温度分布,只要将加工前陶瓷部件10P相对于基座部件20以向与每个制造线的工序或每个制造装置等的特性相应的规定的方向倾斜的方式接合即可。
另外,本发明并不限于利用静电引力来保持晶片W的静电卡盘100,也能够应用于其他保持装置(真空卡盘等)及其制造方法。
标号说明
10:陶瓷部件,10P:加工前陶瓷部件,20、20a:基座部件,21:制冷剂流路,22:贯通孔,30:接合部,30P:临时接合部,30X1、30X2、30X3:接合剂,31:上部,40:内部电极,50:加热器电极,60:阻挡部,62:第一阻挡部,64:第二阻挡部,100:静电卡盘,100P:第二接合体,100Q:第一接合体,200:夹具,202:下表面,L1:第一假想平面,L2:第二假想平面,S1:吸附面,S1A、S1B、S1C:温度特异点,S1P:加工前表面,S2:陶瓷侧接合面,S3:基座侧接合面,S4:下表面,W:晶片。
- 平面保持方法、平面保持部件、平面保持装置、光盘制造方法及光盘制造装置
- 光罩保持装置、曝光装置、平板显示器的制造方法、器件制造方法、光罩的保持方法以及曝光方法