一种船用舵叶轴承座内孔加工方法及镗排固定方法
文献发布时间:2023-06-19 09:43:16
技术领域
本发明涉及船用舵叶轴承座内孔加工领域,尤其涉及一种加工船用舵叶轴承座内孔时的镗排固定方法。
背景技术
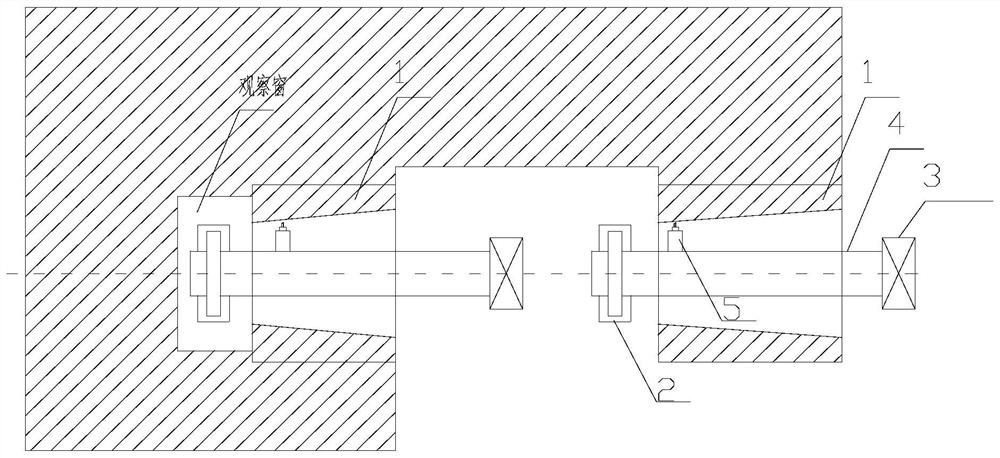
如图1所示,镗排4连接镗床主轴3,镗排4上设置有刀架5,在加工船用舵叶轴承座1的内孔过程中,采用镗排托架2来固定镗排4,镗排托架2设置在镗排4远离镗床主轴3的尾部位置。由于船用舵叶轴承座内孔锥度长度过长,约1200mm,而现有的镗排长度约900mm,在新配镗排长度达到施工要求的同时,发现由于镗排过长,施工时产生了颤动,产品加工过程中的精度控制难以保证,且刀具损耗过大。
原有的船用舵叶的内孔后部有很大的施工空间,便于镗排的使用行进,但现在新接的船用舵叶形式发生了改变,如图2所示,在轴承座1的后部设置有隔板6阻挡,如继续使用如图1所示的镗排结构进行船用舵叶轴承座内孔施工,镗排过长会碰触到隔板6,隔板涉及到舵叶的整体结构,无法继续施工。
发明内容
本发明的目的在于提供一种船用舵叶轴承座内孔加工方法及镗排固定方法,解决了镗床镗孔时因轴承孔过长,镗排产生颤抖无法保证精度的难题。
为了达到上述目的,本发明提供一种船用舵叶轴承座内孔加工方法,包含以下步骤:
将镗排安装到镗床主轴上,再将镗排托架装配到镗排上,接着将刀架装配到镗排上,所述镗排托架设置在刀架和镗床主轴之间且靠近刀架的位置处;
将装配了镗排托架的镗排横向放入舵叶轴承座的内孔,将所述镗排托架固定在舵叶轴承座的内孔中;
启动镗床主轴带动镗排旋转,刀架完成对船用舵叶轴承座内孔的加工。
所述镗排托架与所述刀架之间间隔100mm~150mm。
所述镗排托架通过铜衬套固定镗排。
使用螺栓将所述镗排托架固定在舵叶轴承座的内孔中。
在固定镗排托架的时候,将百分表安装在镗排上,镗床主轴带动镗排旋转360度,百分表测量圆周各部位的读数,根据百分表数值,校调镗排托架,确保镗排托架安装在舵叶轴承座的内孔的中心位置。
本发明还提供一种镗排固定方法,包含以下步骤:
将镗排安装到镗床主轴上,再将镗排托架装配到镗排上,接着将刀架装配到镗排上,所述镗排托架设置在刀架和镗床主轴之间且靠近刀架的位置处;
将装配了镗排托架的镗排横向放入舵叶轴承座的内孔,将所述镗排托架固定在舵叶轴承座的内孔中。
所述镗排托架与所述刀架之间间隔100mm~150mm。
所述镗排托架通过铜衬套固定镗排。
使用螺栓将所述镗排托架固定在舵叶轴承座的内孔中。
在固定镗排托架的时候,将百分表安装在镗排上,镗床主轴带动镗排旋转360度,百分表测量圆周各部位的读数,根据百分表数值,校调镗排托架,确保镗排托架安装在舵叶轴承座的内孔的中心位置。
本发明通过改变镗排托架的设置位置和与轴承座内孔的固定方式,解决了镗床镗孔时因轴承孔过长,镗排产生颤抖无法保证精度的难题,多元化了镗孔的方式,可以在承接不同的舵系产品时具有更强的竞争力。
附图说明
图1是背景技术中原有镗排固定方法的示意图。
图2是背景技术中现有船用舵叶形式的结构示意图。
图3是本发明提供的一种镗排固定方法的示意图。
具体实施方式
以下根据图3,具体说明本发明的较佳实施例。
现有舵叶焊接结构与传统舵叶不同,在实际加工轴承孔时,施工的空间变小,无法使用现有的设备进行施工,而且轴承孔的长度也增加了。在加工不同形式的舵叶的轴承座内孔时,可以根据情况选择使用适用的工装来进行加工。在日益激烈的市场竞争中,一种新型的加工方式可以增强企业对不同订单的接单能力。
如图3所示,本发明提供一种镗排固定方法,包含以下步骤:
步骤S1、测量舵叶尾部观察窗的前后距离长度(观察窗的长度根据不同舵叶形式变化而变化,大多为700mm),为了防止镗排4在加工过程中接触到隔板6,需要首先保证镗排4行进的加工距离不超过观察窗的长度,接着将镗排4安装到镗床主轴3上,再将镗排托架7装配到镗排4上,最后将刀架5装配到镗排4上。所述镗排托架7通过铜衬套固定镗排4,所述镗排托架7设置在刀架5和镗床主轴3之间且靠近刀架5的位置处,为了保证镗排4不会触碰到隔板6,刀架5安装在距离镗排4顶头位置大约100mm处,镗排托架7与刀架5之间间隔大约100mm~150mm,这样可以在进刀时减少刀具震动,并降低了镗排的实际使用长度。
步骤S2、将装配了镗排托架7的镗排4横向放入舵叶轴承座1的内孔,使用螺栓将所述镗排托架7固定在舵叶轴承座1的内孔中,解决了加工空间小,无法施工的问题;在固定镗排托架7的时候,将百分表安装在镗排4上,开动镗床主轴3旋转,镗床主轴3带动镗排4旋转360度,百分表测量圆周各部位的读数,根据百分表数值,校调镗排托架7,确保镗排托架7安装在舵叶轴承座1的内孔的中心位置。
如图3所示,本发明还提供一种船用舵叶轴承座内孔加工方法,在利用上述镗排固定方法将镗排托架7固定安装到舵叶轴承座1的内孔中后,启动镗床主轴3带动镗排4旋转,刀架5完成对船用舵叶轴承座内孔的加工。
本发明通过改变镗排托架的设置位置和与轴承座内孔的固定方式,解决了镗床镗孔时因轴承孔过长,镗排产生颤抖无法保证精度的难题,多元化了镗孔的方式,可以在承接不同的舵系产品时具有更强的竞争力。
需要说明的是,在本发明的实施例中,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述实施例,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
尽管本发明的内容已经通过上述优选实施例作了详细介绍,但应当认识到上述的描述不应被认为是对本发明的限制。在本领域技术人员阅读了上述内容后,对于本发明的多种修改和替代都将是显而易见的。因此,本发明的保护范围应由所附的权利要求来限定。
- 一种船用舵叶轴承座内孔加工方法及镗排固定方法
- 一种气缸套内孔表面的机加工方法及精镗挤压刀具