一种PVB胶片含水率调整的装置
文献发布时间:2023-06-19 09:44:49
技术领域
本发明属于PVB中间膜PVB胶片生产领域,具体涉及一种PVB胶片含水率调整的装置。
背景技术
PVB胶片生产过程中的一个工序是烘干,无论是过辊工艺还是过水工艺,都需进行含水率调整,使之符合国标、行业标准和客户要求。生产过程一般是在烘干后进行调整,通过工作间的空气湿度调整含水率,不仅费工费时,而且在后续的收卷、包装工序中,由于气候、空气湿度等环境因素,会使含水率再次变化,很难预先调整到位。PVB胶片的含水率是一项重要的性能指标,直接影响到后续生产夹层玻璃性能和质量。
发明内容
本发明的目的是提供一种PVB胶片含水率调整的装置,通过调整热风的温度和,可一次性完成除水、烘干和含水率调整。
本发明提供了如下的技术方案:
一种PVB胶片含水率调整的装置与方法,在PVB过水或过辊工序后设有一长度为3~10米的热风干燥箱,热风干燥箱包括安装在热风干燥箱前部的一对除水风刀、安装在热风干燥箱内部的3~5层的环绕辊筒、安装在热风干燥箱两侧的热风进风壁和热风排风壁、安装在热风干燥箱出口的含水率检测仪、PLC含水率控制器,以及安装在热风干燥箱外部的空气能热风循环干燥机。
优选的,安装在热风干燥箱前部的一对常温除水风刀用于将PVB胶片表面的水吹干。
优选的,热风干燥箱内部内部安装3~5层环绕辊筒,PVB胶片在各层辊筒间绕行;辊筒的材质为胶辊、陶瓷辊或不锈钢辊,直径为50mm~200mm,上下辊筒中心间距为120mm~500mm;所有环绕辊筒均为采用力矩电机驱动的主动辊。
优选的,热风干燥箱的两侧分别安装热风进风壁和排风壁,且来自空气能热循环干燥机的干燥热风可从一侧热风进风壁进入,并流经PVB胶片表面将水份带走,从另一侧的热风排风壁流出;且流出的热风可重新进入空气能热循环干燥机,可将热量回收降低能耗。
优选的,PVB胶片离开热风干燥箱后,含水率检测仪可对PVB胶片进行含水率检测,并将PVB胶片的含水率检测值传送给与之连接的PLC含水率控制器,且PVB含水率控制器在检测到胶片含水率超标时,通过调整空气能热风循环干燥机的温度和湿度,将PVB胶片的含水率调整到规定的范围内
本发明的有益效果:
本发明干燥箱最前部是一对常温除水风刀,用来将PVB胶片表面的水珠、水膜清除;利用PVB胶片具有与空气水汽的交换特性(吸水性),通过调整热风的温度和干燥度,一次性完成除水、烘干和含水率调整。本发明PVB胶片在热风干燥箱中多次环绕,大大增加了PVB胶片与干燥热空气的接触面积;且由于是横向吹风,热风不受PVB胶片的阻隔。由于干燥热空气从PVB胶片上下两面同时流过,不断吸收PVB胶片中的水份,干燥效率大幅增加;本发明干燥箱的两个侧壁分别为热风进气壁和排风壁,来自空气能热风循环干燥机的干燥热空气从进气壁流向排风壁,对PVB胶片加热烘干,再从排风壁排出,排出的湿热空气从热风干燥箱的排气口排出,再输入到空气能热风循环机的进风口,以回收热量和节能。
附图说明
附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
图1为本发明侧视图;
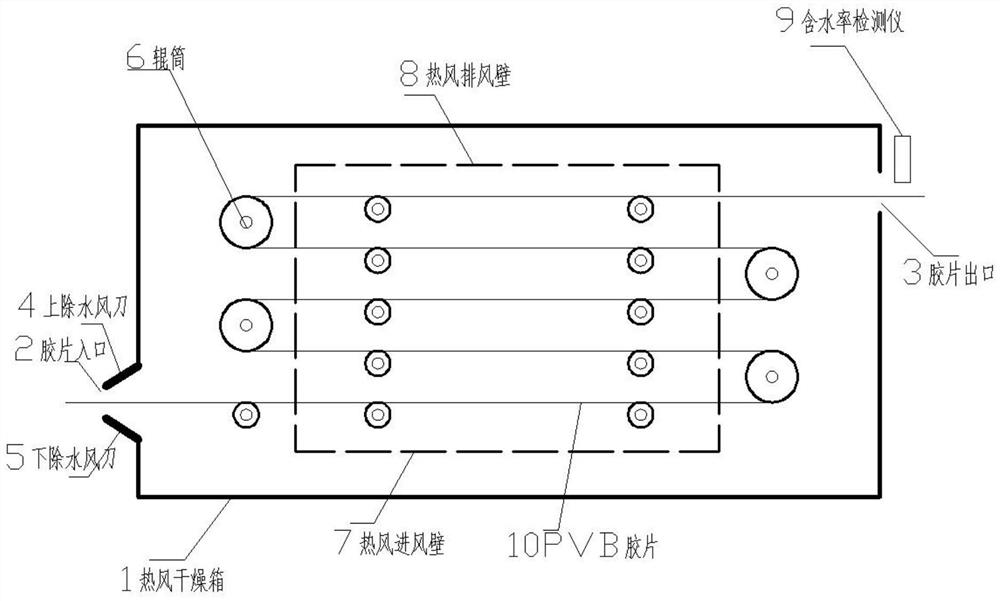
图2为本发明俯视图。
附图标记:1、热风干燥箱;2、PVB胶片入口;3、PVB胶片出口;4、上除水风刀;5、下除水风刀;6、辊筒;7、热风进风壁;8、热风排风壁;9、含水率检测仪;10、PVB胶片;11、干燥热风进风口;12、干燥热风排气口。
具体实施方式
如图1和图2,在PVB生产的过水或过辊工序后,安装一体化的热风干燥箱1,热风干燥箱1的结构如图1和图2所示。热风干燥箱1最前部是一对常温除水风刀即上除水风刀4和下除水风刀5,用来将PVB胶片10表面的水珠、水膜清除。本发明的原理是利用PVB胶片具有与空气水汽的交换特性(吸水性),通过调整热风的温度和干燥度,一次性完成除水、烘干和含水率调整。PVB胶片10在热风干燥箱1中多次环绕,大大增加了PVB胶片与干燥热空气的接触面积。且由于是横向吹风,热风不受PVB胶片的阻隔。由于干燥热空气从PVB胶片上下两面同时流过,不断吸收PVB胶片中的水份,干燥效率大幅增加。热风干燥箱1为3~5层PVB胶片干燥结构,辊筒间距3~10米,因此内部PVB胶片最大长度可达50米。热风干燥箱1的两个侧壁分别为热风进气壁7和热风排风壁8,来自空气能热风循环干燥机(市售)的干燥热空气从热风进气壁7流向热风排风壁8,对PVB胶片10加热烘干,再从热风排风壁8排出,排出的湿热空气从热风干燥箱1的干燥热风排气口12排出,再输入到空气能热风循环机的进风口,以回收热量和节能。安装在在热风干燥箱1出口处和收卷、包装部位的PVB胶片含水率检测仪9将数据传送给PLCPVB胶片含水率控制器,控制器根据预先存入的程序计算出PVB胶片的后生产环节还会增加的含水率,通过反馈调整空气能热风循环机的热风温度和干燥度,对后工序预先进行补偿。
工作方式实施例:
工作方式实施例1:如附图1和附图2的PVB胶片含水率调整的装置,热风干燥箱1的长度为11米,内部环绕辊筒6中心距为10米,共四个环绕辊筒6。进入热风干燥箱1的PVB胶片环绕在四个环绕辊筒6上,PVB胶片总长度为50米。PVB胶片10进入热风干燥箱1时,前部的除水风刀即上除水风刀4和下除水风刀5先将PVB胶片10表面的水珠、水膜吹干。PVB胶片10从PVB胶片入口2进入,在热风干燥箱1的四个环绕辊筒间环绕,最后从热风干燥箱1PVB胶片出口3出去。在热风干燥箱1内部,来自空气能热风循环干燥机的干燥热空气从进风口11进入热风进风壁7,均匀流经PVB胶片10表面后,进入热风排风壁8,再从排气口12排出,并回到空气能热风循环干燥机。空气能热风循环干燥机输出的温度为70℃,除湿率根据安装在PVB胶片出口3的含水率检测仪9检测值,以及含水率控制器并结合后续收卷、包装工段的环境湿度进行动态调整,使密封包装后的PVB胶片的含水率只调整在0.35~0.45%范围内。
工作方式实施例2:如附图1和附图2的PVB胶片含水率调整的装置,热风干燥箱1的长度为8米,内部环绕辊筒6中心距为7米,共四个环绕辊筒6。进入热风干燥箱1的PVB胶片环绕在四个环绕辊筒6上,PVB胶片总长度为35米。PVB胶片10进入热风干燥箱时,前部的除水风刀即上除水风刀4和下除水风刀5先将PVB胶片10表面的水珠、水膜吹干。PVB胶片10从PVB胶片入口2进入,在热风干燥箱1的四个环绕辊筒6间环绕,最后从热风干燥箱1PVB胶片出口3出去。在热风干燥箱1内部,来自空气能热风循环干燥机的干燥热空气从进风口11进入热风进风壁7,均匀流经PVB胶片10表面后,进入热风排风壁8,再从排气口12排出,并回到空气能热风循环干燥机。空气能热风循环干燥机输出的温度为70℃,除湿率根据安装在PVB胶片出口3的含水率检测仪9检测值,以及含水率控制器并结合后续收卷、包装工段的环境湿度进行动态调整,使密封包装后的PVB胶片的含水率只调整在0.35~0.45%范围内。
以上仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种PVB胶片含水率调整的装置
- 一种便于定位的PVB膜片含水率研究用试验装置