一种关节轴承压装装置和压装方法
文献发布时间:2023-06-19 09:44:49
技术领域
本发明涉及一种液压油缸装配工艺,特别是一种用于液压油缸大批量生产时的关节轴承压装装置和压装方法。
背景技术
液压油缸使用广泛,年产量巨大。在现有技术的装配工作中,一直是由操作者手工装配关节轴承,不仅装配效率低下,而且极易发生磕碰伤零件等质量和安全问题。在这样的生产背景下,急需一种用于液压油缸装配关节轴承的装置和方法。
发明内容
本发明所要解决的技术问题是针对现有技术的上述问题,提供一种关节轴承压装装置和压装方法。
为了实现上述目的,本发明提供了一种关节轴承压装装置,其中,包括:
工作台,所述工作台上设置有支撑底板和油缸安装板,所述支撑底板上设置有与待装油缸耳片适配的定位块;
液压油缸,安装在所述油缸安装板上,所述液压油缸的活塞杆的端部安装有与待装关节轴承适配的压装头,所述压装头、活塞杆及所述定位块同轴设置;
换向阀,所述液压油缸的正腔和反腔分别与所述换向阀的第一工作口和第二工作口连接;以及
控制面板,所述控制面板上安装有压力调节阀和换向开关,所述换向开关与所述换向阀连接;所述压力调节阀的前工作油口与油源压力油管连接,所述压力调节阀的后工作油口与回油油管连接,所述压力调节阀通过进油油路与所述换向阀的进油口连接,所述压力调节阀通过回油油路与所述换向阀的回油口连接。
上述的关节轴承压装装置,其中,所述换向阀为两位四通手动阀。
上述的关节轴承压装装置,其中,所述压力调节阀为溢流阀。
上述的关节轴承压装装置,其中,所述控制面板上还安装有第一压力表和第二压力表,所述第一压力表与所述进油油路连接,所述第二压力表与所述回油油路连接。
上述的关节轴承压装装置,其中,所述支撑底板和油缸安装板之间通过支撑立板连接,所述支撑底板平行于所述油缸安装板,所述支撑底板平行于所述支撑立板,所述控制面板安装在所述支撑立板的一侧。
上述的关节轴承压装装置,其中,所述液压油缸通过法兰安装在所述油缸安装板上。
上述的关节轴承压装装置,其中,所述压力调节阀和换向开关分别通过自带螺纹及螺母固定在所述控制面板上。
上述的关节轴承压装装置,其中,所述液压油缸为缸径等于60mm且行程为150mm的标准缸。
为了更好地实现上述目的,本发明还提供了一种关节轴承压装方法,其中,包括如下步骤:
S100、将需要安装关节轴承的待装油缸耳片放置于工作台的定位块上;
S200、手动调节压力调节阀的压力值,设定第一压力表的初始值为0.6MPa;
S300、将待装关节轴承放到所述待装油缸耳片的轴承孔的安装位置上;
S400、通过换向开关控制液压油缸的活塞杆伸出,所述活塞杆的端部的压装头按压所述关节轴承进入所述轴承孔;以及
S500、安装到位后,通过所述换向开关控制所述活塞杆缩回,取下装配完成所述关节轴承的所述待装油缸耳片。
上述的关节轴承压装方法,其中,步骤S400之后还包括如下步骤:
S450、若所述压装头按压所述关节轴承进入所述轴承孔时推力不足,则重新执行步骤S200,增加所述压力调节阀的压力值,直至所述关节轴承完全推入所述轴承孔。
本发明的技术效果在于:
本发明利用液压控制、液压油缸推进等技术,在生产过程中,实现了方便总装,降低劳动强度,节省人员,提高装配效率的效果。
以下结合附图和具体实施例对本发明进行详细描述,但不作为对本发明的限定。
附图说明
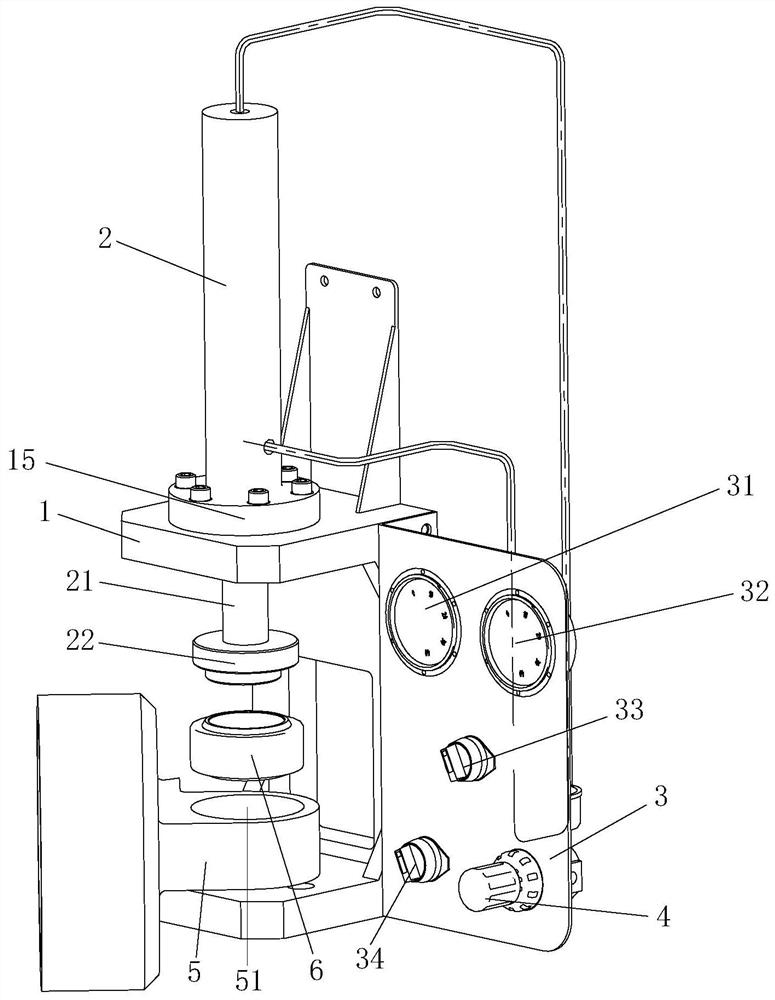
图1为本发明一实施例的关节轴承压装装置立体结构示意图;
图2为图1的主视图;
图3为图2的右视图;
图4为本发明一实施例的工作台结构示意图;
图5为本发明的工作原理图。
其中,附图标记
1 工作台
11 支撑底板
12 油缸安装板
13 定位块
14 支撑立板
15 法兰
2 液压油缸
21 活塞杆
22 压装头
3 控制面板
31 第一压力表
32 第二压力表
33 换向开关
34 备用开关
4 压力调节阀
41 前工作油口
42 后工作油口
5 待装油缸耳片
51 轴承孔
6 待装关节轴承
7 换向阀
8 油源压力油管
9 回油油管
具体实施方式
下面结合附图对本发明的结构原理和工作原理作具体的描述:
参见图1-图3,图1为本发明一实施例的关节轴承压装装置立体结构示意图,图2为图1的主视图,图3为图2的右视图。本发明的关节轴承压装装置包括:工作台1,其主要功能是作为各工作机构的安装基础,其宽度、长度直接影响装配的适用范围,所述工作台1上设置有支撑底板11和油缸安装板12,所述支撑底板11上设置有与待装油缸耳片5适配的定位块13;液压油缸2,通过法兰15安装在所述油缸安装板12上,所述液压油缸2的活塞杆21的端部安装有与待装关节轴承6适配的压装头22,所述压装头22、活塞杆21及所述定位块13同轴设置,所述液压油缸2优选为缸径等于60mm且行程为150mm的标准缸;换向阀7,所述液压油缸2的正腔和反腔分别通过油路与所述换向阀7的第一工作口A和第二工作口B连接,所述换向阀7优选为两位四通手动阀;以及控制面板3,所述控制面板3上安装有压力调节阀4和换向开关33,所述换向开关33与所述换向阀7连接;所述压力调节阀4的前工作油口41与油源压力油管8连接,所述压力调节阀4的后工作油口42与回油油管9连接,所述压力调节阀4通过进油油路与所述换向阀7的进油口P连接,所述压力调节阀4通过回油油路与所述换向阀7的回油口O连接,所述压力调节阀4优选为溢流阀。其中,所述压力调节阀4和换向开关33分别通过自带螺纹及螺母固定在所述控制面板3上。
本实施例的控制面板3上还安装有第一压力表31和第二压力表32,所述第一压力表31与所述进油油路连接,所述第二压力表32与所述回油油路连接。第一压力表31和第二压力表32均优选为10MPa压力表。第一压力表31显示工作压力,第二压力表32显示回油压力。
参见图4,图4为本发明一实施例的工作台结构示意图。本实施例的工作台1的支撑底板11和油缸安装板12之间通过支撑立板14连接,所述支撑底板11平行于所述油缸安装板12,所述支撑底板11平行于所述支撑立板14,所述控制面板3安装在所述支撑立板14的一侧。所述液压油缸2通过法兰15安装在所述油缸安装板12上。
本实施例的工作台1的尺寸优选为15x150x260mm
参见图5,图5为本发明的工作原理图。本发明关节轴承压装装置的各组成部件之间的工作原理如图,各液压油路通过油管连接,换向阀7优选两位四通手动阀,可带有手动控制旋钮。压力调节阀4的前、后工作油口41、42,分别接入车间油源压力油管8及回油油管9。通过压力调节阀4设定工作压力;可设置手动控制旋钮向右,液压油缸2的正腔进油,液压油缸2的反腔回油,其活塞杆21伸出,手动控制旋钮向左,液压油缸2的正腔回油,液压油缸2的反腔进油,其活塞杆21缩回。并分别通过第一压力表31读取进油压力,第二压力表32读取回油压力。
上述关节轴承压装装置的压装方法,可包括如下步骤:
步骤S100、将需要安装关节轴承的待装油缸耳片5放置于工作台1的定位块13上;
步骤S200、手动调节压力调节阀4的压力值,设定第一压力表31的初始值为0.6MPa;
步骤S300、将待装关节轴承6放到所述待装油缸耳片5的轴承孔51的安装位置上;
步骤S400、通过换向开关33控制液压油缸2的活塞杆21伸出,所述活塞杆21的端部的压装头22按压所述待装关节轴承进入所述轴承孔51;以及
步骤S500、安装到位后,通过所述换向开关33控制所述活塞杆21缩回,取下装配完成所述待装关节轴承的所述待装油缸耳片5。
其中,在步骤S400之后还可包括如下步骤:
步骤S450、若所述压装头22按压所述待装关节轴承进入所述轴承孔51时推力不足,则重新执行步骤S200,增加所述压力调节阀4的压力值,直至所述待装关节轴承完全推入所述轴承孔51。
本发明利用液压控制、液压油缸推进等技术,在生产过程中,实现了方便总装,降低劳动强度,节省人员,提高装配效率的效果。
当然,本发明还可有其它多种实施例,在不背离本发明精神及其实质的情况下,熟悉本领域的技术人员当可根据本发明作出各种相应的改变和变形,但这些相应的改变和变形都应属于本发明所附的权利要求的保护范围。
- 一种关节轴承压装装置和压装方法
- 一种自润滑关节轴承无载启动力矩控制方法及其挤压装置