一种彩色玻璃面板的冰箱门体及其生产工艺
文献发布时间:2023-06-19 10:22:47
技术领域
本发明属于冰箱门体技术领域,特别是涉及一种彩色玻璃面板的冰箱门体及其生产工艺。
背景技术
一般冰箱门外观材质往往是单一钢板或是玻璃。随着人们生活品质的提高,人们对家电类产品的要求越来越高。对于冰箱来说,玻璃门冰箱因其外观精致和花色品类繁多而受到市场的青睐。
为了丰富冰箱外观,设计师们会对设计出不同颜色在玻璃背面实现,传统的丝网印刷采用的是套色印刷,一种颜色一次印刷,一般玻璃的颜色不超过三种,再加上纹理的处理,底色和保护油墨的印刷,成品的工艺复杂。在印刷的一次工艺出现问题,这个程序需要重新再来,相对来说废品率较高,增大了企业生产成本,不利于企业的发展。
发明内容
本发明的目的在于提供一种彩色玻璃面板的冰箱门体及其生产工艺,通过特殊油墨的添加,实现多彩外观,提升增加外观品质独特奢华的视觉观感,提高用户体验。
为解决上述技术问题,本发明是通过以下技术方案实现的:
本发明为一种彩色玻璃面板的冰箱门体,所述冰箱门体包括多彩玻璃面板、发泡层、冰箱门内衬以及四周固定的冰箱门饰条;所述多彩玻璃面板与冰箱门饰条之间通过胶水粘接固定;所述多彩玻璃面板和冰箱门内衬之间通过发泡层固定连接;所述多彩玻璃面板一侧面从内向外依次为玻璃原片、高亮油墨层、闪亮金属层、镭射油墨层、底色层和保护层。
进一步地,所述镭射油墨层中镭射油墨的颗粒大小为:10μm-40μm。
进一步地,所述镭射油墨层在印刷时添加10%-15%的稀释剂。
进一步地,所述稀释剂为719快干剂、783慢干剂或者800特慢干剂。
进一步地,所述镭射油墨层印刷时采用的丝网的目数与镭射油墨的颗粒大小相对应。
进一步地,所述丝网的目数为150目-250目。
进一步地,所述发泡层为聚氨酯发泡剂。
一种彩色玻璃面板的冰箱门体的生产工艺,包括以下步骤:
步骤一:玻璃钢化,将冰箱门体尺寸的玻璃进行切割,清洗,磨边,钢化处理;
步骤二:将10μm镭射油墨加10%的719快干剂进行稀释待用;
步骤三:依次选用200-250目的丝网印刷高亮油墨层、闪亮金属层、镭射油墨层、底漆和保护层,烘干;
步骤四:组装,通过发泡工艺将多彩玻璃面板,冰箱门内衬,冰箱门饰条进行组装形成具多彩玻璃面板的冰箱门体。
本发明具有以下有益效果:
1、本发明针对现有的冰箱门印刷工艺复杂,废品率较高的问题,设置了玻璃原片、高亮油墨层、闪亮金属层、镭射油墨层、底色层和保护层,依次印刷,大大减小了废品率,节约了企业生产成本。
2、通过不同层次特殊油墨印刷在玻璃上,呈现层次分明的彩色图案,提升增加外观品质独特奢华的视觉观感,提高用户体验。
当然,实施本发明的任一产品并不一定需要同时达到以上所述的所有优点。
附图说明
为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
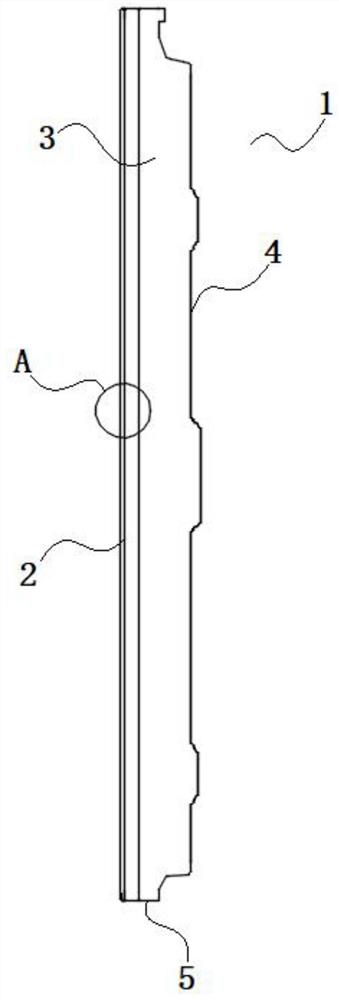
图1为本发明的一种彩色玻璃面板的冰箱门体的结构示意图;
图2为图1中A处的局部放大图。
附图中,各标号所代表的部件列表如下:
1-冰箱门体,2-多彩玻璃面板,3-发泡层,4-冰箱门内衬,5-冰箱门饰条,21-玻璃原片,22-高亮油墨层,23-闪亮金属层,24-镭射油墨层,25-底色层,26-保护层。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
请参阅图1-2所示,本发明为一种彩色玻璃面板的冰箱门体,所述冰箱门体1包括多彩玻璃面板2、发泡层3、冰箱门内衬4以及四周固定的冰箱门饰条5;所述多彩玻璃面板2与冰箱门饰条5之间通过胶水粘接固定;所述多彩玻璃面板2和冰箱门内衬4之间通过发泡层3固定连接;发泡层3为聚氨酯发泡剂;所述多彩玻璃面板2一侧面从内向外依次为玻璃原片21、高亮油墨层22、闪亮金属层23、镭射油墨层24、底色层25和保护层26;镭射油墨层24中镭射油墨的颗粒大小为:10μm-40μm;镭射油墨层24印刷时采用的丝网的目数与镭射油墨的颗粒大小相对应;镭射油墨层24在印刷时添加10%-15%的稀释剂;稀释剂为719快干剂、783慢干剂或者800特慢干剂;丝网的目数为150目-250目。
本实施例的一个具体应用为:
步骤一:玻璃钢化,将冰箱门体1尺寸的玻璃进行切割,清洗,磨边,钢化处理;
步骤二:将10μm镭射油墨加10%的719快干剂进行稀释待用;
步骤三:依次选用200-250目的丝网印刷高亮油墨层22、闪亮金属层23、镭射油墨层24、底漆和保护层26,烘干;
步骤四:组装,通过发泡工艺将多彩玻璃面板2,冰箱门内衬4,冰箱门饰条5进行组装形成具多彩玻璃面板2的冰箱门体1。
在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
以上公开的本发明优选实施例只是用于帮助阐述本发明。优选实施例并没有详尽叙述所有的细节,也不限制该发明仅为所述的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。本发明仅受权利要求书及其全部范围和等效物的限制。
- 一种彩色玻璃面板的冰箱门体及其生产工艺
- 一种用于冰箱门体耐腐蚀彩色预涂板