一种锁边结构、应用锁边结构的衣服及制造工艺
文献发布时间:2023-06-19 10:22:47
技术领域
本申请涉及衣服锁边制作的领域,尤其是涉及一种锁边结构、应用锁边结构的衣服及制造工艺。
背景技术
衣服制作成型后,通常会在衣服的下摆或袖口处缝制锁边,可以让衣服变得美观结实的同时,还可以防止衣服的下摆或袖口处出现脱线、毛边等情况。
目前市面上的衣服锁边大都为针织出来的具有一定弹力的罗纹摆或罗纹袖。
针对上述中的相关技术,发明人认为存在该衣服锁边经长期拉扯容易发生松懈的缺陷。
发明内容
为了改善衣服锁边经长期拉扯容易发生松懈的问题,本申请提供一种锁边结构、应用锁边结构的衣服及制造工艺。
第一方面,本申请提供一种锁边结构,采用如下的技术方案:
一种锁边结构,包括两层面料,两层所述面料之间设置有弹性层,其中一层所述面料通过第一粘接层与弹性层连接,另一层所述面料通过第二粘接层与弹性层连接。
通过采用上述技术方案,通过第一粘接层将其中一层面料固定于弹性层的一侧,通过第二粘接层将另一层面料固定于弹性层的另一侧,从而使得该锁边结构能够稳定定型,通过弹性层使得该锁边结构具有较好的弹性,且该锁边结构定型的方式稳定牢固,从而使得该锁边结构在长期拉扯过程中不易发生松懈。
可选的,所述弹性层为由牛筋制成的弹性层;所述第一粘接层和第二粘接层均为由双面胶制成的粘接层;所述面料为由防水、防风材料制成的面料。
通过采用上述技术方案,牛筋本身具有较好的延展性、韧性和弹性,且结构结实、使用寿命长,使得弹性层在受到长期拉扯过程中,仍会保持较好的使用性能;双面胶在热熔后具有较强的粘性,从而使得两层面料能够稳定地固定在弹性层上,以提高该锁边结构整体的定型牢固性;面料具有防水、防风的性能,使得该锁边结构在使用过程中不易透水透风,从而提高了该锁边结构使用的舒适性。
可选的,所述第一粘接层和/或所述第二粘接层沿自身长度方向间隔设置有若干孔,所述弹性层穿设过孔在面料上形成鼓包。
通过采用上述技术方案,这种结构的设置一方面能够提高该锁边结构整体的美观度,另一方面能够增加面料的伸缩性,使得面料能够更好地随着弹性层同步伸缩。
可选的,若干所述孔呈等距排列;且所述孔为由激光切割而成的孔。
通过采用上述技术方案,若干孔呈等距排列的设置,使得面料上形成的鼓包也呈等距排列,一方面使得该锁边结构整体的美观度得到提高,另一方面使得面料的伸缩性变得更加均匀;孔经激光切割而成,这使得孔的精度和质量得到提高、均匀度好,且切割效率得到提升、切割孔处光滑无毛刺。
可选的,还包括包边,所述包边为由牛筋制成的包边,所述弹性层、所述第一粘接层、所述第二粘接层及两层所述面料共同构成该锁边结构上的衣摆,所述包边设置于衣摆一侧的边沿上。
通过采用上述技术方案,通过包边可对衣摆一侧的边沿进行收边,使得该锁边结构更加结实美观,同时减少衣摆的边沿处出现脱线、毛边的情况;且包边与弹性层材料相同,两者均为牛筋,牛筋本身具有较好的延展性、韧性和弹性,且结构结实、使用寿命长,这使得包边能够很好的适应弹性层和两层面料的弹性伸缩变化。
第二方面,本申请提供一种应用锁边结构的衣服,采用如下的技术方案:
一种应用锁边结构的衣服,包括衣服本体,所述衣服本体为由防水、防风材料制成的衣服本体,所述衣服本体的袖口和/或所述衣服本体的下摆上设置有该锁边结构。
通过采用上述技术方案,该锁边结构设置于衣服本体的袖口和衣服本体的下摆上,一方面可对衣服本体的袖口和衣服本体的下摆定型,减少衣服本体的袖口和衣服本体的下摆处出现脱线、毛边的情况;另一方面可提高衣服本体整体的美观度,同时使得衣服本体整体上更加结实;且衣服本体与面料材料相同,两者均为防水、防风材料,这使得衣服本体在使用过程中不易透水透风,从而提高了衣服本体使用的舒适性。
可选的,该锁边结构上的所述包边设置于远离衣服本体的一侧。
通过采用上述技术方案,衣摆靠近衣服本体的一侧与衣服本体相连,而在衣摆远离衣服本体的一侧设置包边,可对衣摆远离衣服本体一侧的边沿进行收边,以使得该锁边结构更加结实美观,同时减少衣摆远离衣服本体一侧的边沿处出现脱线、毛边的情况。
第三方面,本申请提供一种锁边结构的制造工艺,采用如下的技术方案:
一种锁边结构的制造工艺,包括以下步骤:
步骤S1:将其中一层面料贴于第一粘接层上,将另一层面料贴于第二粘接层上;步骤S2:拉直弹性层,使得弹性层处于绷紧状态;步骤S3:将第一粘接层背离面料的一侧贴于弹性层的一侧,将第二粘接层背离面料的一侧贴于弹性层的另一侧;步骤S4:通过热压设备热压定型,热压设备加热至150℃,热压时间控制在20~30S之间;步骤S5:冷却成型,冷却成型之后,在弹性层、第一粘接层、第二粘接层及两层面料共同构成的该锁边结构上的衣摆的一侧边沿上包覆一个包边。
通过采用上述技术方案,将弹性层拉直绷紧后,再将第一粘接层连同其中一层面料铺设在弹性层的一侧,使得第一粘接层贴于弹性层上,将第二粘接层连同另一层面料铺设在弹性层的另一侧,使得第二粘接层也贴于弹性层上,然后通过热压设备进行热压作业,在此过程中,弹性层连同两层面料仍需拉直绷紧,且热压过程中,第一弹性层和第二弹性层热熔而产生粘性,从而使得两层面料牢牢地固定在弹性层上,最终稳定定型,待热压定型之后,再放置冷却,最终成型;最终成型的锁边结构,在弹性层弹性恢复力的作用下,带动两层面料回缩;最后在弹性层、第一粘接层、第二粘接层及两层面料共同构成的该锁边结构上的衣摆的一侧边沿上包覆一个包边。
可选的,步骤S1中,将两层面料铺设在第一粘接层和第二粘接层上之前,通过激光切割在第一粘接层和第二粘接层上切割形成若干孔,且保持若干孔沿第一粘接层和第二粘接层的长度方向等距排列。
通过采用上述技术方案,绷紧的弹性层连同两层面料热压定型后,操作者将弹性层连同两层面料松开,此时在弹性层的弹性恢复力的作用下,弹性层从第一粘接层和第二粘接层上的若干等距排列的孔挤出并顶在两侧的面料上,从而在两侧的面料上形成若干等距排列的鼓包,一方面提高了该锁边结构整体的美观度,另一方面增加面料的伸缩性,使得面料能够更好地随着弹性层同步伸缩。
可选的,步骤S3中,将第一粘接层连同相邻的面料贴于弹性层的一侧,将第二粘接层连同相邻的面料贴于弹性层的另一侧之后,调整第一粘接层或第二粘接层任一位置,保持第一粘接层上的孔与第二粘接层上的孔相互交错设置。
通过采用上述技术方案,第一粘接层上的孔与第二粘接层上的孔相互交错设置,使得两层面料的伸缩性互补,从而使得两层面料能够更好地随着弹性层同步伸缩。
综上所述,本申请包括以下至少一种有益技术效果:
1、由双面胶制成的第一粘接层和第二粘接层,在热压作业中热熔而产生粘性,使得两层面料牢牢地固定在弹性层上,最终锁边结构定型,且由牛筋制成的弹性层使得该锁边结构具有较好的弹性,从而使得该锁边结构在长期拉扯过程中不易发生松懈;
2、将绷紧的弹性层连同两层面料热压定型后松开,弹性层会从若干等距排列的孔挤出并顶在面料上,从而在面料上形成若干等距排列的鼓包,一方面提高了该锁边结构整体的美观度,另一方面增加面料的伸缩性,使得面料能够更好地随着弹性层同步伸缩;
3、通过包边可对衣摆的边沿进行收边,使得该锁边结构更加结实美观,且提高该锁边结构的定型牢固性,且包边由牛筋制成,这使得包边能够很好的适应弹性层和两层面料的弹性伸缩变化。
附图说明
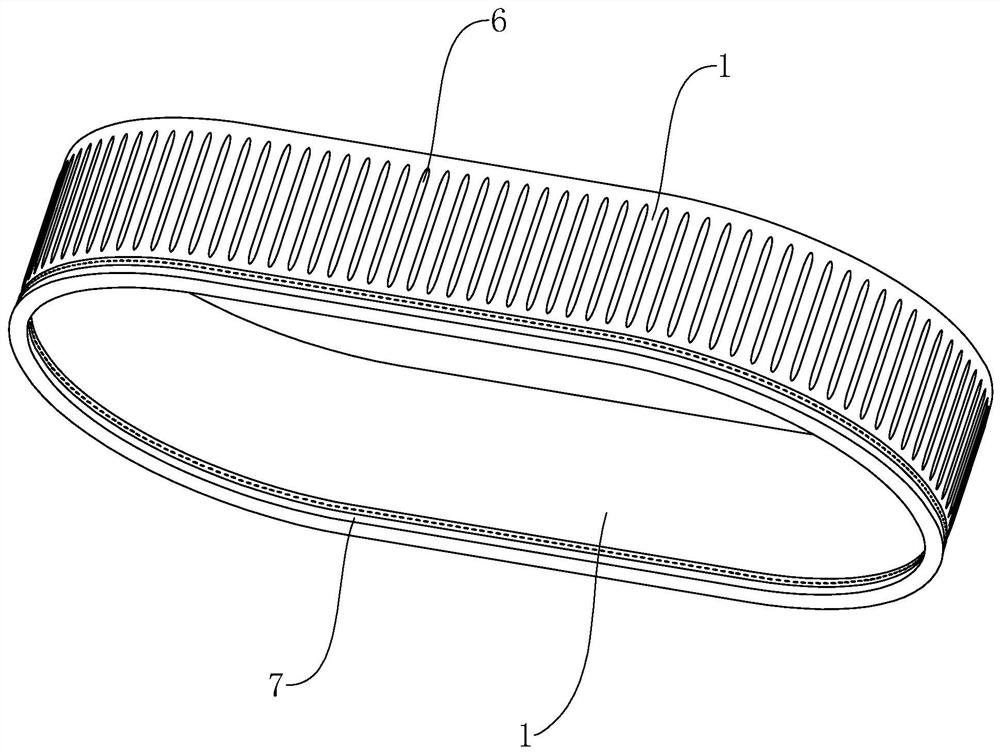
图1是本申请实施例一中锁边结构的示意图。
图2是本申请实施例一中锁边结构的剖视图。
图3是本申请实施例一中第一粘接层的结构示意图。
图4是本申请实施例一中衣服本体的两袖口上连接锁边结构的示意图。
图5是本申请实施例二中锁边结构的剖视图。
图6是本申请实施例二中第二粘接层的结构示意图。
图7是本申请实施例三中锁边结构的剖视图。
图8是本申请实施例三中第一粘接层和第二粘接层的结构示意图。
图9是本申请实施例四中衣服本体的下摆上连接锁边结构的示意图。
图10是本申请实施例五中衣服本体的下摆和两袖口上连接锁边结构的示意图。
附图标记:1、面料;2、弹性层;3、第一粘接层;4、第二粘接层;5、孔;6、鼓包;7、包边;8、衣服本体。
具体实施方式
以下结合附图1-10对本申请作进一步详细说明。
实施例1
本申请实施例公开一种锁边结构。
参照图1和图2,一种锁边结构包括衣摆和设置于衣摆一侧边沿上的包边7,衣摆包括弹性层2、第一粘接层3、第二粘接层4以及两层面料1,其中一层面料1通过第一粘接层3固定于弹性层2的一侧,另一层面料1通过第二粘接层4固定于弹性层2的另一侧。
参照图2,该锁边结构中,弹性层2的材料选用牛筋,牛筋由丙纶和乳胶丝制成,牛筋本身具有较好的延展性、韧性和弹性,且结构结实、使用寿命长,将材料为牛筋的弹性层2使用到该锁边结构中,使得该锁边结构具有较好的弹力伸缩性,从而在受到长期拉扯的过程中,该锁边结构仍会保持较好的使用性能,不易因长期拉扯而发生松懈。
参照图2,该锁边结构中,第一粘接层3和第二粘接层4的材料均选用双面胶,双面胶为100%TPU(热塑性聚氨酯),双面胶经热熔后具有较强的粘性,从而可将衣摆绷紧后放置于热压设备上,本实施例中,热压设备为热压机,通过热压机对衣摆进行加热,使得第一粘接层3和第二粘接层4热熔而产生粘性,从而将两层面料1牢牢地固定在弹性层2上,以实现对衣摆的定型。
参照图2和图3,在本实施例中,通过激光切割在第一粘接层3上切割形成若干呈条形状的孔5,并保持若干孔5沿第一粘接层3的长度方向等距排列。
参照图2和图3,因若干等距排列的孔5的存在,从而当绷紧的衣摆热压定型后,可将衣摆松开,此时在弹性层2的弹性恢复力的作用下,整个衣摆回缩,在此过程中,弹性层2会从第一粘接层3上的若干等距排列的孔5挤出并顶在面料1上,从而在第一粘接层3一侧的面料1上形成若干等距排列的鼓包6;这些鼓包6一方面提高了该锁边结构整体的美观度,另一方面增加了面料1的伸缩性,使得面料1能够更好地随着弹性层2同步伸缩。
参照图2,该锁边结构中,两层面料1的材料均选用防水、防风的材料,本实施例中,面料1的材料可以为涂覆有防水防风涂料的涤纶,或涂覆有防水防风涂料的锦纶,防水防风涂料为PU聚氨酯,通过防水防风的面料1使得该锁边结构在使用过程中不易透水透风。
参照图1和图2,另外,该锁边结构中,包边7的材料也选用牛筋,当衣摆热压定型后,将包边7弯曲成U形状包覆在衣摆一侧的边沿上,使得包边7的一端贴在与第一粘接层3相邻的面料1上,并使得包边7的另一端贴在与第二粘接层4相邻的面料1上,然后通过缝纫机对包边7与衣摆进行缝制形成锁边结构。通过包边7可对衣摆的边沿进行收边,以减少衣摆的边沿处出现脱线、毛边的情况,同时使得该锁边结构更加结实美观;且由于包边7的材料也选用牛筋,这使得包边7能够很好的适应衣摆的弹性伸缩变化。
本申请实施例1一种锁边结构的实施原理为:制作该锁边结构时,首先通过激光切割在第一粘接层3上切割形成若干等距排列的孔5;然后需要两位操作人员将弹性层2绷紧,并将第一粘接层3连同相邻的面料1贴于弹性层2的一侧,将第二粘接层4连同相邻的面料1贴于弹性层2的另一侧,形成未热压定型的衣摆;接着将该衣摆保持绷紧的状态放置于热压机上,通过热压机对衣摆进行加热,使得该衣摆热压定型;
待衣摆热压定型后,操作人员松开衣摆,在此过程中,由于弹性层2的弹性恢复力,弹性层2会从第一粘接层3上的若干等距排列的孔5挤出并顶在面料1上,从而在第一粘接层3一侧的面料1上形成若干等距排列的鼓包6;最后将包边7弯曲成U形状包覆在衣摆一侧的边沿上,并通过缝纫机对包边7与衣摆进行缝制形成锁边结构。
本申请实施例还公开一种应用锁边结构的衣服。
参照图4,一种应用锁边结构的衣服包括衣服本体8,衣服本体8的材料选用防水、防风的材料,本实施例中,衣服本体8的材料可以为涂覆有防水防风涂料的涤纶,或涂覆有防水防风涂料的锦纶,防水防风涂料为PU聚氨酯,可使得衣服本体8在使用过程中不易透水透风。
参照图4,在衣服本体8的两个袖口上设置该锁边结构,锁边结构与衣服本体8的袖口之间通过缝纫机缝制而连为一体,且锁边结构上的包边7位于远离衣服本体8袖口的一侧。通过锁边结构一方面可对衣服本体8的两个袖口定型,减少衣服本体8的袖口处出现脱线、毛边的情况;另一方面可提高衣服本体8整体的美观度,同时使得衣服本体8整体上更加结实。
本申请实施例还公开一种锁边结构的制造工艺。
一种锁边结构的制造工艺,包括以下步骤:
步骤S1:准备第一粘接层3和第二粘接层4,通过激光切割在第一粘接层3上切割形成若干呈条形状的孔5,并保持若干孔5沿第一粘接层3的长度方向等距排列,将其中一层面料1贴于第一粘接层3上,将另一层面料1贴于第二粘接层4上;
步骤S2:一位操作人员拉住弹性层2长度方向的一端,另一位操作人员拉住弹性层2长度方向的另一端,然后同时用力将弹性层2拉直,使得弹性层2处于绷紧的状态;
步骤S3:将第一粘接层3连同相邻的面料1贴于弹性层2的一侧,将第二粘接层4连同相邻的面料1贴于弹性层2的另一侧,形成未热压定型的衣摆;
步骤S4:两位操作人员将该衣摆保持绷紧的状态放置于热压机上,通过热压机对衣摆进行加热,使得该衣摆热压定型,在此过程中,需控制热压温度达到150℃,热压时间控制在20~30S之间;
步骤S5:待衣摆热压定型后,操作人员将衣摆从热压机上取下,并松开衣摆,在此过程中,由于弹性层2的弹性恢复力,弹性层2会从第一粘接层3上的若干等距排列的孔5挤出并顶在面料1上,从而在第一粘接层3一侧的面料1上形成若干等距排列的鼓包6;
步骤S6:将热压定型后的衣摆自然冷却成型;
步骤S7:待衣摆自然冷却至常温后,将包边7弯曲成U形状包覆在衣摆一侧的边沿上,并通过缝纫机对包边7与衣摆进行缝制,最终形成锁边结构。
实施例2
参照图5和图6,本实施例与实施例1的不同之处在于,一种锁边结构,第一粘接层3上未切割孔5,通过激光切割在第二粘接层4上切割形成若干呈条形状的孔5,并保持若干孔5沿第二粘接层4的长度方向等距排列。
参照图5,因若干等距排列的孔5的存在,从而当绷紧的衣摆热压定型后,可将衣摆松开,此时在弹性层2的弹性恢复力的作用下,整个衣摆回缩,在此过程中,弹性层2会从第二粘接层4上的若干等距排列的孔5挤出并顶在面料1上,从而在第二粘接层4一侧的面料1上形成若干等距排列的鼓包6。
一种锁边结构的制造工艺,包括以下步骤:
步骤S1:准备第一粘接层3和第二粘接层4,通过激光切割在第二粘接层4上切割形成若干呈条形状的孔5,并保持若干孔5沿第二粘接层4的长度方向等距排列,将其中一层面料1贴于第一粘接层3上,将另一层面料1贴于第二粘接层4上;
步骤S2:一位操作人员拉住弹性层2长度方向的一端,另一位操作人员拉住弹性层2长度方向的另一端,然后同时用力将弹性层2拉直,使得弹性层2处于绷紧的状态;
步骤S3:将第一粘接层3连同相邻的面料1贴于弹性层2的一侧,将第二粘接层4连同相邻的面料1贴于弹性层2的另一侧,形成未热压定型的衣摆;
步骤S4:两位操作人员将该衣摆保持绷紧的状态放置于热压机上,通过热压机对衣摆进行加热,使得该衣摆热压定型,在此过程中,需控制热压温度达到150℃,热压时间控制在20~30S之间;
步骤S5:待衣摆热压定型后,操作人员将衣摆从热压机上取下,并松开衣摆,在此过程中,由于弹性层2的弹性恢复力,弹性层2会从第二粘接层4上的若干等距排列的孔5挤出并顶在面料1上,从而在第二粘接层4一侧的面料1上形成若干等距排列的鼓包6;
步骤S6:将热压定型后的衣摆自然冷却成型;
步骤S7:待衣摆自然冷却至常温后,将包边7弯曲成U形状包覆在衣摆一侧的边沿上,并通过缝纫机对包边7与衣摆进行缝制,最终形成锁边结构。
实施例3
参照图7和图8,本实施例与实施例1的不同之处在于,一种锁边结构,通过激光切割在第一粘接层3和第二粘接层4上均切割形成若干呈条形状的孔5,并保持若干孔5沿第一粘接层3和第二粘接层4的长度方向等距排列,同时保持第一粘接层3上的孔5与第二粘接层4上的孔5相互交错。
参照图7,因若干等距排列的孔5的存在,从而当绷紧的衣摆热压定型后,可将衣摆松开,此时在弹性层2的弹性恢复力的作用下,整个衣摆回缩,在此过程中,弹性层2会从第一粘接层3和第二粘接层4上的若干等距排列的孔5挤出并顶在两侧的面料1上,从而在两侧的面料1上形成若干等距排列的鼓包6,且两侧的面料1上所形成的鼓包6相互交错。
一种锁边结构的制造工艺,包括以下步骤:
步骤S1:准备第一粘接层3和第二粘接层4,通过激光切割在第一粘接层3和第二粘接层4上均切割形成若干呈条形状的孔5,并保持若干孔5沿第一粘接层3和第二粘接层4的长度方向等距排列,将其中一层面料1贴于第一粘接层3上,将另一层面料1贴于第二粘接层4上;
步骤S2:一位操作人员拉住弹性层2长度方向的一端,另一位操作人员拉住弹性层2长度方向的另一端,然后同时用力将弹性层2拉直,使得弹性层2处于绷紧的状态;
步骤S3:将第一粘接层3连同相邻的面料1贴于弹性层2的一侧,将第二粘接层4连同相邻的面料1贴于弹性层2的另一侧,并调整第一粘接层3或第二粘接层4任一位置,保持第一粘接层3上的孔5与第二粘接层4上的孔5相互交错设置,形成未热压定型的衣摆;
步骤S4:两位操作人员将该衣摆保持绷紧的状态放置于热压机上,通过热压机对衣摆进行加热,使得该衣摆热压定型,在此过程中,需控制热压温度达到150℃,热压时间控制在20~30S之间;
步骤S5:待衣摆热压定型后,操作人员将衣摆从热压机上取下,并松开衣摆,在此过程中,由于弹性层2的弹性恢复力,弹性层2会从第一粘接层3和第二粘接层4上的若干等距排列的孔5挤出并顶在两侧的面料1上,从而在两侧的面料1上形成若干等距排列的鼓包6,且两侧的面料1上所形成的鼓包6相互交错;
步骤S6:将热压定型后的衣摆自然冷却成型;
步骤S7:待衣摆自然冷却至常温后,将包边7弯曲成U形状包覆在衣摆一侧的边沿上,并通过缝纫机对包边7与衣摆进行缝制,最终形成锁边结构。
实施例4
参照图9,本实施例与实施例1的不同之处在于,一种应用锁边结构的衣服,衣服本体8的两袖口上未设置该锁边结构,在衣服本体8的下摆上设置该锁边结构,锁边结构与衣服本体8的下摆之间通过缝纫机缝制而连为一体,且锁边结构上的包边7位于远离衣服本体8下摆的一侧。通过锁边结构一方面可对衣服本体8的下摆定型,减少衣服本体8的下摆处出现脱线、毛边的情况;另一方面可提高衣服本体8整体的美观度,同时使得衣服本体8整体上更加结实。
实施例5
参照图10,本实施例与实施例1的不同之处在于,一种应用锁边结构的衣服,在衣服本体8的下摆和两个袖口上均设置该锁边结构,锁边结构与衣服本体8通过缝纫机缝制而连为一体,且锁边结构上的包边7位于远离衣服本体8的一侧。通过锁边结构一方面可对衣服本体8的下摆和两个袖口定型,减少衣服本体8的下摆和两个袖口处出现脱线、毛边的情况;另一方面可提高衣服本体8整体的美观度,同时使得衣服本体8整体上更加结实。
以上均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。
- 一种锁边结构、应用锁边结构的衣服及制造工艺
- 一种衣服锁边结构