光学门镜自动生产线
文献发布时间:2023-06-19 11:30:53
技术领域
本申请涉及光学门镜加工技术领域,尤其涉及光学门镜自动生产线。
背景技术
猫眼,又称门镜,是装在住宅户门上的一种小型光学仪器,便于居民观察户外情况。已成为居家安全的必需品,它是由一块凹透镜(物镜)和一块凸透镜组成。物镜的焦距极短,它使室外的人或物成正立缩小的虚像,此像正好落在目镜的焦点以内,最后得到一个放大的正立虚像,此像恰又成在人眼的明视距离附近对门外的事情看得清楚率,从室内通过门镜向外看,能看清门外视场角约为120度范围内的所有景象,而从门外通过门镜却无法看到室内的任何东西.若在公房或私寓等处的大门上,装上此镜,对于家庭的防盗和安全,能发挥一定的作用。
如附图16-18所示,光学门镜6包括前管61、尾片62、卡簧63、尾管64、36号片65、35号片66、34号片67、黑垫圈68和管帽69,组成的零件多,结构复杂,组装的工艺步骤多,自动化生产的难度大,现有技术中,光学门镜通常都是由人工来将光学门镜进行上料并逐个进行组装,自动化程度较低,影响对光学门镜生产。
发明内容
本发明提供光学门镜自动生产线,以解决现有技术中存在的技术问题。
本发明采用下述技术方案:光学门镜自动生产线,包括机架、旋转组件、组装部件、供料部件和下料部件,所述机架水平设置,且机架的底部设有隔板,所述旋转组件设置在机架上,所述组装部件均沿旋转组件周向等角度设置在机架上,所述供料部件设置在机架上,且供料部件位于组装部件的旁侧,所述下料部件的一部分设置在隔板底部,下料部件的另一部分设置在机架上,且下料部件位于旋转组件的旁侧。
优选的,所述旋转组件包括转动轴、吹风机、主动电机、转动台和从动电机,所述主动电机设置在机架的底部,所述转动轴竖直设置在机架的顶部,且转动轴与主动电机的输出端固定连接,所述转动台设有若干个,若干个转动台均沿转动轴周向等角度设置在机架的上方,且每个转动台均于转动轴转动连接,每个所述转动台上均开设有一个固定座,所述吹风机竖直设置在转动轴的顶部,每个转动台上均安装有吹风头,且每个吹风头均与吹风机相连通,所述从动电机设有两个,两个从动电机间隔设置在机架上,且两个从动电机均位于若干个转动台的下方,每个所述从动电机的输出端上均设有插接辊,且插接辊与转动台插接配合。
优选的,所述供料部件包括尾片供料组件、36号片供料组件、35号片供料组件、34号片供料组件和黑垫圈供料组件,所述尾片供料组件、36号片供料组件、35号片供料组件、34号片供料组件和黑垫圈供料组件均设置在机架上,且尾片供料组件、36号片供料组件、35号片供料组件、34号片供料组件和黑垫圈供料组件均位于组装部件的旁侧,所述黑垫圈供料组件包括黑垫圈传送带和黑垫圈引导板,所述黑垫圈传送带设置在机架上,且黑垫圈引导板设置在黑垫圈传送带的输出端。
优选的,所述尾片供料组件包括尾片上料管、尾片电机、尾片齿轮、尾片齿条、尾片滑动座和尾片推块,所述尾片上料管竖直设置在机架的上方,且尾片上料管的外侧壁上对称设有两个尾片固定架,每个所述尾片固定架的一端均与尾片上料管的外侧壁固定连接,每个尾片固定架另一端与机架固定连接,所述尾片滑动座设置在机架上,且尾片滑动座位于两个尾片固定架的旁侧,所述尾片电机和尾片齿轮均设置在尾片滑动座的侧壁上,且尾片齿轮与尾片电机的输出端固定连接,所述尾片齿条滑动设置在尾片滑动座上,且尾片齿条与尾片齿轮相啮合,所述尾片推块设置在尾片齿条上,且尾片推块的顶部与尾片上料管的底部相贴合。
优选的,所述所述36号片供料组件包括第一上料管、第一上料电机、第一上料齿条、第一上料齿轮、第一滑动座和第一推块,所述第一上料管竖直设置在机架的上方,且第一上料管的外侧壁上对称设有两个第一固定架,每个第一固定架的一端均于第一上料管的外侧壁固定连接,每个第一固定架的另一端与机架固定连接,所述第一滑动座设置在机架上,且第一滑动座位于两个第一固定架的旁侧,所述第一上料电机和第一上料齿轮均设置在第一滑动座的侧壁上,且第一上料齿轮与第一上料电机的输出端固定连接,所述第一上料齿条滑动设置在第一滑动座上,且第一上料齿条与第一上料齿轮相啮合,所述第一推块设置在第一上料齿条上,且第一推块的顶部与第一上料管的底部相贴合。
优选的,所述35号片供料组件包括第二上料管、第二上料电机、第二上料齿轮、第二上料齿条、第二滑动座和第二推块,所述第二上料管竖直设置在机架的上方,且第二上料管的外侧壁上对称设有两个第二固定架,每个第二固定架的一端均于第二上料管的外侧壁固定连接,每个第二固定架的另一端与机架固定连接,所述第二滑动座设置在机架上,且第二滑动座位于两个第二固定架的旁侧,所述第二上料电机和第二上料齿轮均设置在第二滑动座的侧壁上,且第二上料齿轮与第二上料电机的输出端固定连接,所述第二上料齿条滑动设置在第二滑动座上,且第二上料齿条与第二上料齿轮相啮合,所述第二推块设置在第二上料齿条上,且第二推块的顶部与第二上料管的底部相贴合。
优选的,所述34号片供料组件包括第三上料管、第三上料电机、第三滑动座、第三推块、第一转盘、第一伸缩杆和第一连接杆,所述所述第三上料管竖直设置在机架的上方,且第三上料管的外侧壁上对称设有两个第三固定架,每个第三固定架的一端均于第三上料管的外侧壁固定连接,每个第三固定架的另一端与机架固定连接,所述第三滑动座设置在机架上,且第三滑动座位于两个第三固定架的旁侧,所述第三上料电机和第一转盘均设置在第二滑动座的侧壁上,且第一转盘与第三上料电机的输出端固定连接,所述第一转盘上设有第一固定辊,所述第一连接杆设置在第一转盘上,且第一连接杆的一端固定连接第三上料电机的输出端,第一连接杆的另一端转动连接第一固定辊,所述第一伸缩杆套设在第一固定辊上,且第一伸缩杆位于第一连接杆的上方,所述第三推块设置在第一伸缩杆上,且第三推块的顶部与第三上料管的底部相贴合。
优选的,所述下料部件包括推送组件、下料管、下料架、下料传送带和下料滑动板,所述下料管竖直设置,下料管的另一端贯穿隔板延伸至隔板外,所述下料传送带水平设置在下料管的下方,且下料传送带上若干等间距设置的下料挡板,所述下料滑动板设置在下料传送带的输出端,所述下料架设置在下料滑动板的旁侧,所述推送组件设置在下料架上。
优选的,所述推送组件包括推送座、推送电机、第二转盘、推送齿轮、推送齿条和推送推块,所述推送座呈T型倒置在下料架上,所述推送电机和第二转盘均设置在推送座的侧壁上,且第二转盘与推送电机的输出端固定连接,所述第二转盘上设有推送固定辊,所述推送齿轮套设在推送固定辊上,且推送齿轮与推送座转动连接,所述推送齿条滑动设置在推送座上,且推送齿条与推送齿轮相啮合,所述推送推块设置在推送齿条上,且推送推块的底部与下料架的顶部相贴合。
本申请实施例采用的上述至少一个技术方案能够达到以下有益效果:
其一,多个转动台的设计,可以一次性对多个光学门镜进行组装,提高了生产效率,并且可转动的转动台可以对上方的光学门镜进行自动下料,非常的方便,节省了人工的费用,使光学门镜的组装更加便捷。
其二,镜片进料组件的设计可以对镜片进行依次上料,不会在上镜片阶段出现错误,并且依次上镜片准确度高,适用多种方面。
其三,各个上料组件的配合使镜片上料变得自动化,人为造成镜片损坏的问题不会在发生,节省了开支。
其四,若干个转动台的设计,可以清晰的看到组装时的步骤,方便使用者对各个步骤的监控,也为使用者对问题进行检查时提供了方便。
其五,本发明全程自动化将光学门镜组装完成,各个步骤之间的配合精密,替代了人工的组装方式,使光学门镜组装的效率提高,并且不会出现误差,配备的自动上料与自动下料更是节省了人工的费用,十分的实用。
其六,本发明的光学门镜自动生产线设计巧妙,机构间衔接顺畅,可以实现前管自动上料固定、尾片自动上料、将尾片放置在前管上、将卡簧落至尾片上方、将卡簧与尾片按压至前管内、尾管自动上料夹持、将尾管罩设在前管上、将尾管与前管螺接、将36号片自动上料并放置在前管上、将35号片放置在36号片上方、将黑垫圈放置在35号片上方、将34号片放置在黑垫圈的上方、将前管与管帽螺接、在前管与管帽螺接处点胶以及光学门镜自动下料收集,自动化程度高,实现了光学门镜的自动化生产,一个人就可以负责一条生产线,而产能是人工生产光学门镜的数倍,产能大幅度提升,具有显著的经济价值。
附图说明
此处所说明的附图用来提供对本申请的进一步理解,构成本申请的一部分,本申请的示意性实施例及其说明用于解释本申请,并不构成对本申请的不当限定。在附图中:
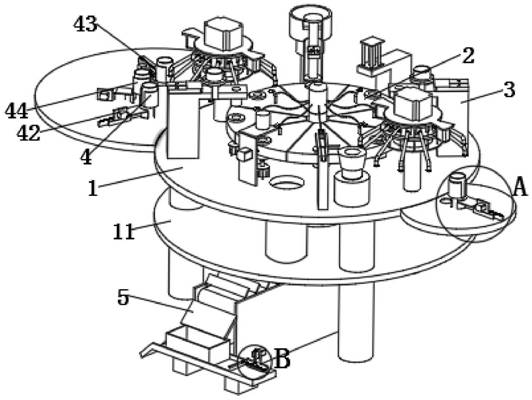
图1为本发明的立体结构图;
图2为本发明中卡簧进料组件的立体结构图;
图3为本发明中滴胶组件的立体结构图;
图4为本发明中前管进料组件的立体结构图;
图5为本发明中镜片进料组件的立体结构图;
图6为本发明中管帽进料组件的立体结构图;
图7为本发明中按压组件的立体结构图;
图8为本发明中尾管进料组件的立体结构图;
图9为本发明中旋转组件的立体结构图;
图10为本发明中下料部件的立体结构图;
图11为本发明的第二角度的立体结构图;
图12为图1中A处放大图;
图13为图1中B处放大图;
图14为图11中C处放大图;
图15为本发明中组装部件的立体结构图;
图16为本发明中光学门镜的分解立体结构图;
图17为本发明中光学门镜的成品立体结构图;
图18为本发明中光学门镜的剖视图。
图中:机架1、隔板11、旋转组件2、转动轴21、吹风机22、主动电机23、转动台24、固定座241、吹风头242、从动电机25、插接辊251、组装部件3、前管进料组件31、前管振动盘311,第一推动气缸312、导向板313、第一支撑座314、卡簧进料组件32、第三支撑座321、第二推动气缸322、卡簧进料管323、进料固定架324、第一推动板325、按压组件33、第四支撑座331、压合气缸332、按压辊333、滴胶组件34、支撑板341、胶桶342、滴胶头343、软管344、第一下料电机345、插接棒346、尾管进料组件35、安装座351,安装电机352、安装螺杆353、安装板354、安装气夹355、尾管振动盘356、管帽进料组件36、第六支撑座361、第三推动气缸362、管帽进料管363、第四固定架364、第四推块365、两个镜片进料组件37、旋转电机371、第二支撑座372、旋转架373、通风管374、真空吸盘375、抵触块376、供料部件4、尾片供料组件41、尾片上料管411、尾片电机412、尾片齿轮413、尾片齿条414、尾片滑动座415、尾片推块416、尾片固定架417、36号片供料组件42、第一上料管421、第一上料电机422、第一上料齿条423、第一上料齿轮424、第一滑动座425、第一推块426、第一固定架427、35号片供料组件43、第二上料管431,第二上料电机432,第二上料齿轮433,第二上料齿条434,第二滑动座435、第二推块436、第二固定架437、34号片供料组件44、第三上料管441、第三上料电机442、第三滑动座443、第三推块444、第一转盘445、第一伸缩杆446、第一连接杆447、第三固定架448、第一固定辊449、黑垫圈供料组件45、黑垫圈传送带451、黑垫圈引导板452、下料部件5、推送组件51、推送座511、推送电机512、第二转盘513、推送齿轮514、推送齿条515、推送推块516、推送固定辊517、下料管52、下料架53、下料传送带54、下料挡板541、下料滑动板55、光学门镜6、前管61、尾片62、卡簧63、尾管64、36号片65、35号片66、34号片67、黑垫圈68、管帽69。
具体实施方式
为使本申请的目的、技术方案和优点更加清楚,下面将结合本申请具体实施例及相应的附图对本申请技术方案进行清楚、完整地描述。显然,所描述的实施例仅是本申请一部分实施例,而不是全部的实施例。基于本申请中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本申请保护的范围。
以下结合附图,详细说明本发明提供的技术方案。
如图1至图18所示,本发明提供光学门镜自动生产线,包括机架1、旋转组件2、组装部件3、供料部件4和下料部件5,所述机架1水平设置,且机架1的底部设有隔板11,所述旋转组件2设置在机架1上,所述组装部件3均沿旋转组件2周向等角度设置在机架1上,所述供料部件4设置在机架1上,且供料部件4位于组装部件3的旁侧,所述下料部件5的一部分设置在隔板11底部,下料部件5的另一部分设置在机架1上,且下料部件5位于旋转组件2的旁侧。
具体地,所述旋转组件2包括转动轴21、吹风机22、主动电机23、转动台24和从动电机25,所述主动电机23设置在机架1的底部,所述转动轴21竖直设置在机架1的顶部,且转动轴21与主动电机23的输出端固定连接,所述转动台24设有若干个,若干个转动台24均沿转动轴21周向等角度设置在机架1的上方,且每个转动台24均于转动轴21转动连接,每个所述转动台24上均开设有一个固定座241,所述吹风机22竖直设置在转动轴21的顶部,每个转动台24上均安装有吹风头242,且每个吹风头242均与吹风机22相连通,所述从动电机25设有两个,两个从动电机25间隔设置在机架1上,且两个从动电机25均位于若干个转动台24的下方,每个所述从动电机25的输出端上均设有插接辊251,且插接辊251与转动台24插接配合,主动电机23转动,带动与其固定连接的沿转动轴21周向转动台24转动,多个转动台24的设计,可以一次性对多个光学门镜6进行组装,提高了生产效率,并且可转动的转动台24可以对上方的光学门镜6进行自动下料,非常的方便,节省了人工的费用,使光学门镜6的组装更加便捷。
具体地,所述供料部件4包括尾片供料组件41、36号片供料组件42、35号片供料组件43、34号片供料组件44和黑垫圈供料组件45,所述尾片供料组件41、36号片供料组件42、35号片供料组件43、34号片供料组件44和黑垫圈供料组件45均设置在机架1上,且尾片供料组件41、36号片供料组件42、35号片供料组件43、34号片供料组件44和黑垫圈供料组件45均位于组装部件3的旁侧,所述黑垫圈供料组件45包括黑垫圈传送带451和黑垫圈引导板452,所述黑垫圈传送带451设置在机架1上,且黑垫圈引导板452设置在黑垫圈传送带451的输出端,本发明全程自动化将光学门镜6组装完成,各个步骤之间的配合精密,替代了人工的组装方式,使光学门镜6组装的效率提高,并且不会出现误差,配备的自动上料与自动下料更是节省了人工的费用,十分的实用。
具体地,所述尾片供料组件41包括尾片上料管411、尾片电机412、尾片齿轮413、尾片齿条414、尾片滑动座415和尾片推块416,所述尾片上料管411竖直设置在机架1的上方,且尾片上料管411的外侧壁上对称设有两个尾片固定架417,每个所述尾片固定架417的一端均与尾片上料管411的外侧壁固定连接,每个尾片固定架417另一端与机架1固定连接,所述尾片滑动座415设置在机架1上,且尾片滑动座415位于两个尾片固定架417的旁侧,所述尾片电机412和尾片齿轮413均设置在尾片滑动座415的侧壁上,且尾片齿轮413与尾片电机412的输出端固定连接,所述尾片齿条414滑动设置在尾片滑动座415上,且尾片齿条414与尾片齿轮413相啮合,所述尾片推块416设置在尾片齿条414上,且尾片推块416的顶部与尾片上料管411的底部相贴合,尾片62从尾片上料管411中滑落,尾片电机412转动,带动与其固定连接的尾片齿轮413转动,尾片齿轮413转动带动与其相啮合的尾片齿条414移动,尾片齿条414移动带动与其固定连接的尾片推块416将尾片62推送至镜片进料组件37的下方,各个上料组件的配合使镜片上料变得自动化,人为造成镜片损坏的问题不会在发生,节省了开支。
具体地,所述所述36号片供料组件42包括第一上料管421、第一上料电机422、第一上料齿条423、第一上料齿轮424、第一滑动座425和第一推块426,所述第一上料管421竖直设置在机架1的上方,且第一上料管421的外侧壁上对称设有两个第一固定架427,每个第一固定架427的一端均于第一上料管421的外侧壁固定连接,每个第一固定架427的另一端与机架1固定连接,所述第一滑动座425设置在机架1上,且第一滑动座425位于两个第一固定架427的旁侧,所述第一上料电机422和第一上料齿轮424均设置在第一滑动座425的侧壁上,且第一上料齿轮424与第一上料电机422的输出端固定连接,所述第一上料齿条423滑动设置在第一滑动座425上,且第一上料齿条423与第一上料齿轮424相啮合,所述第一推块426设置在第一上料齿条423上,且第一推块426的顶部与第一上料管421的底部相贴合,36号片65从第一上料管421落下,第一上料电机422转动,带动第一上料齿轮424转动,第一上料齿轮424转动带动,与其相啮合的第一上料齿条423移动,第一上料齿条423移动,带动与其固定连接的第一推块426移动,将36号片65推送至镜片进料组件37下方,各个上料组件的配合使镜片上料变得自动化,人为造成镜片损坏的问题不会在发生,节省了开支。
具体地,所述35号片供料组件43包括第二上料管431、第二上料电机432、第二上料齿轮433、第二上料齿条434、第二滑动座435和第二推块436,所述第二上料管431竖直设置在机架1的上方,且第二上料管431的外侧壁上对称设有两个第二固定架437,每个第二固定架437的一端均于第二上料管431的外侧壁固定连接,每个第二固定架437的另一端与机架1固定连接,所述第二滑动座435设置在机架1上,且第二滑动座435位于两个第二固定架437的旁侧,所述第二上料电机432和第二上料齿轮433均设置在第二滑动座435的侧壁上,且第二上料齿轮433与第二上料电机432的输出端固定连接,所述第二上料齿条434滑动设置在第二滑动座435上,且第二上料齿条434与第二上料齿轮433相啮合,所述第二推块436设置在第二上料齿条434上,且第二推块436的顶部与第二上料管431的底部相贴合,35号片66从第二上料管431落下,第二上料电机432转动,带动第二上料齿轮433转动,第二上料齿轮433转动带动,与其相啮合的第二上料齿条434移动,第二上料齿条434移动,带动与其固定连接的第二推块436移动,将35号片66推送至镜片进料组件37下方,然后镜片进料组件37将35号片66放置在36号片65上方,各个上料组件的配合使镜片上料变得自动化,人为造成镜片损坏的问题不会在发生,节省了开支。
具体地,所述34号片供料组件44包括第三上料管441、第三上料电机442、第三滑动座443、第三推块444、第一转盘445、第一伸缩杆446和第一连接杆447,所述所述第三上料管441竖直设置在机架1的上方,且第三上料管441的外侧壁上对称设有两个第三固定架448,每个第三固定架448的一端均于第三上料管441的外侧壁固定连接,每个第三固定架448的另一端与机架1固定连接,所述第三滑动座443设置在机架1上,且第三滑动座443位于两个第三固定架448的旁侧,所述第三上料电机442和第一转盘445均设置在第二滑动座435的侧壁上,且第一转盘445与第三上料电机442的输出端固定连接,所述第一转盘445上设有第一固定辊,所述第一连接杆447设置在第一转盘445上,且第一连接杆447的一端固定连接第三上料电机442的输出端,第一连接杆447的另一端转动连接第一固定辊449,所述第一伸缩杆446套设在第一固定辊449上,且第一伸缩杆446位于第一连接杆447的上方,所述第三推块444设置在第一伸缩杆446上,且第三推块444的顶部与第三上料管441的底部相贴合,34号片67从第三上料管441中落下,第三上料电机442转动,带动与其固定连接的第一转盘445转动,第一转盘445转动,带动上方的第一连接杆447转动,第一连接杆447转动带动第一伸缩杆446转动,使第一伸缩杆446上的第三推块444将34号片67推送至镜片进料组件37,然后镜片进料组件37将34号片67放置在黑垫圈68的上方,各个上料组件的配合使镜片上料变得自动化,人为造成镜片损坏的问题不会在发生,节省了开支。
具体地,所述下料部件5包括推送组件51、下料管52、下料架53、下料传送带54和下料滑动板55,所述下料管52竖直设置,下料管52的另一端贯穿隔板11延伸至隔板11外,所述下料传送带54水平设置在下料管52的下方,且下料传送带54上若干等间距设置的下料挡板541,所述下料滑动板55设置在下料传送带54的输出端,所述下料架53设置在下料滑动板55的旁侧,所述推送组件51设置在下料架53上,下料管52中的光学门镜6掉落至下料传送带54上,然后下料传送带54将光学门镜6运送至下料滑动板55上,下料滑动板55将光学门镜6输送至收集器皿中,自动下料更是节省了人工的费用,十分的实用。
具体的,所述推送组件51包括推送座511、推送电机512、第二转盘513、推送齿轮514、推送齿条515和推送推块516,所述推送座511呈T型倒置在下料架53上,所述推送电机512和第二转盘513均设置在推送座511的侧壁上,且第二转盘513与推送电机512的输出端固定连接,所述第二转盘513上设有推送固定辊517,所述推送齿轮514套设在推送固定辊517上,且推送齿轮514与推送座511转动连接,所述推送齿条515滑动设置在推送座511上,且推送齿条515与推送齿轮514相啮合,所述推送推块516设置在推送齿条515上,且推送推块516的底部与下料架53的顶部相贴合,推送电机512转动,带动第二转盘513转动,第二转盘513转动,带动推送固定辊517转动,推送固定辊517转动带动推送齿轮514转动,带动与其相啮合的推送齿条515移动,推送齿条515移动带动推送推块516移动,将收集器皿沿下料架53滑落,完成收集,自动下料更是节省了人工的费用,十分的实用。
具体的,包括机架1,还包括前管进料组件31、卡簧进料组件32、按压组件33、滴胶组件34、尾管进料组件35、管帽进料组件36和两个镜片进料组件37,所述前管进料组件31、卡簧进料组件32、按压组件33、镜片进料组件37、尾管进料组件35、管帽进料组件36和滴胶组件34均间隔安装在机架1上,分步骤对光学门镜6进行组装,可以清晰的看到组装时的步骤,方便使用者对各个步骤的监控,也为使用者对问题进行检查时提供了方便。
具体的,所述前管进料组件31包括前管振动盘311,第一推动气缸312、导向板313和第一支撑座314,所述前管振动盘311与第一支撑座314间隔设置在机架1上,所述第一推动气缸312设置在第一支撑座314上,所述导向板313呈L型设置在第一支撑座314的旁侧,且导向板313的一端与前管振动盘311固定连接,导向板313的另一端延伸至一个固定座241的上方,将通过前管振动盘311将前管运输至导向板313上,然后第一推动气缸312运作,将前管61推送至固定座241上,各个上料组件的配合使镜片上料变得自动化,人为造成镜片损坏的问题不会在发生,节省了开支。
具体的,所述卡簧进料组件32包括所述卡簧进料组件32包括第三支撑座321、第二推动气缸322、卡簧进料管323、进料固定架324和第一推动板325,所述第三支撑座321设置在机架1上,所述第二推动气缸322水平设置在第三支撑座321上,且第二推动气缸322的输出端与第一推动板325固定连接,所述卡簧进料管323设置在第三支撑座321的上方,所述进料固定架324设有两个,两个进料固定架324对称设置在卡簧进料管323的两侧,且每个进料固定架324的一端与卡簧进料管323的外侧壁固定连接,每个进料固定架324的另一端与第三支撑座321固定连接,所述第三支撑座321上开设有第一圆孔,第二推动气缸322运作,带动与其固定连接的第一推动板325移动,将卡簧63推送至圆孔处,同时第一推动板325将卡簧进料管323的底部阻挡住,卡簧63从圆孔处下落至尾片62上方中,各个上料组件的配合使镜片上料变得自动化,人为造成镜片损坏的问题不会在发生,节省了开支。
具体的,所述按压组件33包括第四支撑座331、压合气缸332和按压辊333,所述第四支撑座331设置在机架1上,所述压合气缸332和按压辊333均安装在第四支撑座331上,且压合气缸332的输出端与按压辊333固定连接,所述按压辊333位于一个固定座241的上方,压合气缸332运作,带动与其输出端固定连接的按压辊333下降,将卡簧63与尾片62按压至前管内,保证尾片62置于前管61中。
具体的,所述滴胶组件34包括支撑板341、胶桶342、滴胶头343、软管344、第一下料电机345和插接棒346,所述支撑板341成L型倒置在机架1上,所述胶桶342设置在支撑板341的顶部,所述滴胶头343设置在支撑板341上段的下方,且胶桶342与滴胶头343通过软管344相连通,所述第一下料电机345和插接棒346均设置在支撑板341的侧壁上,且插接棒346与第一下料电机345的输出端固定连接,滴胶头343对管帽69与尾管64螺接处进行滴胶,同时从动电机25带动固定座241转动,固定座241带动上方的零件转动,使胶水涂抹均匀,然后第一下料电机345转动,带动与其固定连接的插接棒346转动,插接棒346转动,带动与其插接的转动台24转动,转动台24转动,使固定座241内的光学门镜6掉落至下料管52中,涂抹更均匀,自动下料更是节省了人工的费用,十分的实用。
具体的,所述尾管进料组件35包括安装座351,安装电机352、安装螺杆353、安装板354、安装气夹355和尾管振动盘356,所述尾管进料盘与安装座351间隔设置在机架1上,所述安装电机352和安装螺杆353设置在安装座351内,且安装电机352的输出端与安装螺杆353固定连接,所述安装板354套设在安装螺杆353上,且安装气夹355安装在安装板354上,尾管振动盘356工作,同时安装电机352转动,带动安装螺杆353转动,安装螺杆353转动带动套设在上面的安装板354上升,当安装板354上升一定高度时,由于没有安装座351的限位,会跟随安装螺杆353转动,当安装板354转动至尾管振动盘356处时,安装板354上的安装气夹355会将输送出来的尾管64夹持住,接着安装电机352带动安装螺杆353反向转动,带动安装板354反向转动,当安装板354下降一定高度时,由于安装座351的限位会垂直下降,将尾管64罩设在前管61上,方便使用。
具体的,所述管帽进料组件36包括第六支撑座361、第三推动气缸362、管帽进料管363、第四固定架364和第四推块365,所述第六支撑座361设置在机架1上,所述第三推动气缸362水平设置在第六支撑座361上,且第三推动气缸362的输出端与第四推块365固定连接,所述管帽进料管363设置在第六支撑座361的上方,所述第四固定架364设有两个,两个第四固定架364对称设置在管帽进料管363的两侧,且每个第四固定架364的一端与管帽进料管363的外侧壁固定连接,每个第四固定架364的另一端与第六支撑座361固定连接,所述第六支撑座361上开设有第二圆孔,管帽69从管帽进料管363中掉落,第三推动气缸362运作,带动与其固定连接的第四推块365将管帽69推到第二圆孔处,管帽69从第二圆孔落至尾管64上方,节省了人力。
具体的,两个所述镜片进料组件37均包括旋转电机371、第二支撑座372和旋转架373,所述第二支撑座372设置在机架1上,所述旋转架373转动安装在第二支撑座372上,所述旋转架373上设有与其相铰接的若干个通风管374,若干个所述通风管374均沿旋转架373周向等角度设置,且每个通风管374上均设有真空吸盘375,所述旋转电机371设置在第二支撑座372上,且旋转电机371的输出端与旋转架373固定连接,所述第二支撑座372的顶部对称设有两个抵触块376,旋转电机371转动,带动与其固定连接的旋转架373转动,旋转架373转动,带动通风管374转动,当通风管374转动至抵触块376处时,会被抵触块376抵触而下降,同时通风管374上的真空吸盘375将尾片62吸附住,接着吸附住尾片62的通风管374转动至另一个抵触块376处上时,会被另一个抵触块376抵触下降,将尾片62放置在前管61上,镜片进料组件37的设计可以对镜片进行依次上料,不会在上镜片阶段出现错误,并且依次上镜片准确度高,适用多种方面。
上述的光学门镜自动生产线的工艺,包括以下步骤:
步骤1.前管自动上料固定:设置机架1、旋转组件2、组装部件3、供料部件4和下料部件5,所述机架1水平设置,且机架1的底部设有隔板11,首先,将通过组装部件3的前管振动盘311将前管61运输至导向板313上,然后第一推动气缸312运作,将前管61推送至旋转组件2的固定座241上;
步骤2.尾片自动上料:之后主动电机23转动,带动与其固定连接的沿转动轴23周向转动台24转动,转动至第二支撑座372下方时,尾片62从尾片上料管411中滑落,尾片电机412转动,带动与其固定连接的尾片齿轮413转动,尾片齿轮413转动带动与其相啮合的尾片齿条414移动,尾片齿条414移动带动与其固定连接的尾片推块416将尾片62推送至镜片进料组件37的下方;
步骤3.将尾片放置在前管上:然后旋转电机371转动,带动与其固定连接的旋转架373转动,旋转架373转动,带动通风管374转动,当通风管374转动至抵触块376处时,会被抵触块376抵触而下降,同时通风管374上的真空吸盘375将尾片62吸附住,接着吸附住尾片62的通风管374转动至另一个抵触块376处上时,会被另一个抵触块376抵触下降,将尾片62放置在前管61上;
步骤4.将卡簧落至尾片上方:然后,当转动至第三支撑座321下方时,卡簧从卡簧进料管323落下,第二推动气缸322运作,带动与其固定连接的第一推动板325移动,将卡簧63推送至圆孔处,同时第一推动板325将卡簧进料管323的底部阻挡住,卡簧63从圆孔处下落至尾片62上方中;
步骤5.将卡簧与尾片按压至前管内:然后,转动台24转动至第四支撑座331下方时,压合气缸332运作,带动与其输出端固定连接的按压辊333下降,将卡簧63与尾片62按压至前管61内,使得卡簧63与尾片62在前管61内保持平整;
步骤6.尾管自动上料夹持:然后,接着转动台24转动至安装前方时,前管振动盘356工作,同时安装电机352转动,带动安装螺杆353转动,安装螺杆353转动带动套设在上面的安装板354上升,当安装板354上升一定高度时,由于没有安装座351的限位,会跟随安装螺杆353转动,当安装板354转动至前管振动盘356处时,安装板354上的安装气夹355会将输送出来的尾管64夹持住;
步骤7.将尾管罩设在前管上:然后,接着安装电机352带动安装螺杆353反向转动,带动安装板354反向转动,当安装板354下降一定高度时,由于安装座351的限位会垂直下降,将尾管64罩设在前管61上;
步骤8.将尾管与前管螺接:然后,从动电机25转动,带动与其固定连接的插接辊251转动,插接辊251转动带动上方的固定座241转动,固定座241转动带动前管61转动,将尾管64与前管61螺接;
步骤9.将36号片自动上料并放置在前管上:然后,接着当转动台24转动至另一个第二支撑座372下方时,36号片65从第一上料管421落下,第一上料电机422转动,带动第一上料齿轮424转动,第一上料齿轮424转动带动,与其相啮合的第一上料齿条423移动,第一上料齿条423移动,带动与其固定连接的第一推块426移动,将36号片65推送至镜片进料组件37下方,然后旋转电机371转动,带动与其固定连接的旋转架373转动,旋转架373转动,带动通风管374转动,当通风管374转动至抵触块376处时,会被抵触块376抵触而下降,同时通风管374上的真空吸盘375将36号片65吸附住,接着吸附住36号片65的通风管374转动至另一个抵触块376处上时,会被另一个抵触块376抵触下降,将36号片65放置在前管64上;
步骤10.将35号片放置在36号片上方:然后,35号片66从第二上料管431落下,第二上料电机432转动,带动第二上料齿轮433转动,第二上料齿轮433转动带动,与其相啮合的第二上料齿条434移动,第二上料齿条434移动,带动与其固定连接的第二推块436移动,将35号片66推送至镜片进料组件37下方,然后镜片进料组件37将35号片66放置在36号片65上方;
步骤11.将黑垫圈放置在35号片上方:接着黑垫圈68从黑垫圈传送带451上经黑垫圈引导板452滑落至镜片进料组件37下方,镜片进料组件37将黑垫圈68放置在35号片66上方;
步骤12.将34号片放置在黑垫圈的上方:然后34号片67从第三上料管441中落下,第三上料电机442转动,带动与其固定连接的第一转盘445转动,第一转盘445转动,带动上方的第一连接杆447转动,第一连接杆447转动带动第一伸缩杆446转动,使第一伸缩杆446上的第三推块444将34号片67推送至镜片进料组件37,然后镜片进料组件37将34号片67放置在黑垫圈68的上方;
步骤13.将前管与管帽螺接:接着转动台24转动至第六支撑座361下方时,管帽69从管帽进料管363中掉落,第三推动气缸362运作,带动与其固定连接的第四推块365将管帽69推到第二圆孔处,管帽69从第二圆孔落至前管64上方,然后从动电机25转动,带动与其固定连接的插接辊251转动,插接辊251转动带动上方的固定座241转动,固定座241转动带动前管61转动,将前管61与管帽69螺接;
步骤14.在前管与管帽螺接处点胶:然后当转动台24转动至支撑板341下方时,滴胶头343对管帽69与前管61螺接处进行滴胶,同时从动电机25带动固定座241转动,固定座241带动上方的零件转动,使胶水涂抹均匀,获得所需的光学门镜6;点胶的目的是使得管帽69与前管61连接牢固,不易松脱;
步骤15.光学门镜自动下料收集:最后,第一下料电机345转动,带动与其固定连接的插接棒346转动,插接棒346转动,带动与其插接的转动台24转动,转动台24转动,使固定座241内的光学门镜掉落至下料部件5的下料管52中,下料管52中的光学门镜掉落至下料传送带54上,然后下料传送带54将光学门镜运送至下料滑动板55上,下料滑动板55将光学门镜输送至收集器皿中,然后推送电机512转动,带动第二转盘513转动,第二转盘513转动,带动推送固定辊517转动,推送固定辊517转动带动推送齿轮514转动,带动与其相啮合的推送齿条515移动,推送齿条515移动带动推送推块516移动,将收集器皿沿下料架53滑落,完成收集。
以上所述仅为本申请的实施例而已,并不用于限制本申请。对于本领域技术人员来说,本申请可以有各种更改和变化。凡在本申请的精神和原理之内所作的任何修改、等同替换、改进等,均应包含在本申请的权利要求范围之内。
- 一种光学门镜自动生产线的上料组装装置
- 光学门镜自动生产线