提高热塑性树脂泡沫角锥吸波材料氧指数的方法及设备
文献发布时间:2023-06-19 11:30:53
技术领域
本发明涉及吸波材料制造技术领域,尤其涉及一种提高热塑性树脂泡沫角锥吸波材料氧指数的方法及设备。
背景技术
微波暗室用吸波材料以软质聚氨酯开孔泡沫作为基材,然后切割成角锥状,通过将配制好的吸波阻燃涂料浸渍挤压在软质聚氨酯泡沫体内,经过烘干制得。由于涂料内含有胶粘剂,吸收剂、阻燃剂等物质,通过增加阻燃剂用量,减低粘结剂量,就可以轻松实现材料阻燃性的提高。
近年,以发泡聚丙烯法生产的热塑性吸波角锥十分流行,但角锥材料的阻燃性无法突破,其原因是热塑性发泡颗粒在提高阻燃剂后,其热塑性树脂的含量变小,导致材料无法热膨胀熔接成一体,为了确保材料的吸收性能兼顾成型尺寸的稳定性,不得不牺牲的材料的阻燃性,因此热塑性发泡角锥吸波材料的氧指数无法突破28%。
通过改变原料的形状,再经过高压水蒸汽穿透颗粒内部,形成内外压力差,颗粒膨胀相互挤压融合的方式制成热塑性发泡角锥吸波材料,可解决此问题,但原料成型过程中采用水冷的方式,水流影响原料成型,导致原料成型失败,影响热塑性发泡角锥吸波材料的制备,进而影响热塑性发泡角锥吸波材料的氧指数。
发明内容
本发明的目的在于提供一种提高热塑性树脂泡沫角锥吸波材料氧指数的方法及设备,旨在解决现有技术中的为原料成型过程中采用水冷的方式,导致原料成型失败,影响热塑性发泡角锥吸波材料的氧指数的技术问题。
为实现上述目的,本发明采用的提高热塑性树脂泡沫角锥吸波材料氧指数的设备,包括混合机、挤出机和冷却组件;
所述混合机与所述挤出机可拆卸连接,并位于所述挤出机的进料口;所述冷却组件包括所述冷却组件包括工作台、支撑架、冷却箱、冷却管和冷凝机构,所述工作台位于所述挤出机远离所述混合机的一侧,所述支撑架与所述工作台固定连接,并位于所述工作台靠近所述挤出机的一侧,所述冷却箱与所述支撑架固定连接,并位于所述支撑架远离所述工作台的一侧,所述冷却管与所述冷却箱固定连接,并位于所述冷却箱的内部,且与所述冷却箱形成冷凝空间,所述冷凝机构与所述冷却箱固定连接。
其中,所述冷凝机构包括水箱、冷凝器和循环泵,所述水箱的一侧与所述工作台固定连接,并位于所述工作台靠近所述支撑架的一侧,所述水箱的另一侧通过导管与所述冷却箱固定连接;所述冷凝器与所述水箱固定连接,并位于水箱的内部,所述循环泵的一侧通过导管与所述水箱固定连接,所述循环泵的另一侧通过导管与所述冷却箱固定连接,并位于所述工作台上,且导管与所述冷凝空间连通。
其中,所述支撑架包括第一杆、第二杆和调节旋钮,所述第一杆的一端与所述工作台固定连接,并位于所述工作台靠近所述挤出机的一侧,所述第一杆的另一端与所述第二杆滑动连接,并套设在所述第二杆的外壁,所述第二杆与所述冷却箱固定连接,并位于所述冷却箱的外壁,所述调节旋钮的一侧与所述第一杆转动连接,并位于所述第一杆远离所述工作台的一侧,所述调节旋钮的另一侧与所述第二杆卡合,并位于所述第二杆远离所述冷却箱的一侧。
其中,所述第二杆具有卡合槽,所述卡合槽位于所述第二杆靠近所述第一杆的一侧。
其中,所述提高热塑性树脂泡沫角锥吸波材料氧指数的设备还包括输送带,所述输送带与所述工作台固定连接,并位于所述工作台远离所述支撑架的一侧。
一种提高热塑性树脂泡沫角锥吸波材料氧指数的方法,包括以下步骤:
通过所述混合机将获取的原料进行混合,并利用所述挤出机将混合材料挤压成热塑型中空管后,将所述热塑型中空管进行冷却定性并切割成米粒状;
利用振动筛对切割后的所述中空管进行过滤,并通过超临界二氧化碳液体溶胀减压膨胀,得到可发泡型中空导电颗粒;
将所述可发泡型中空导电颗粒放入模具中,采用高压水蒸汽穿透的方式,将所述可发泡型中空导电颗粒融合成热塑性泡沫角锥吸波材料;
将所述角锥吸波材料通过防火涂料浸渍、挂料和烘干,在材料表面得到一层阻燃层。
其中,所述原料为可发泡型热塑性树脂和导电碳黑母粒。
其中,所述防火涂料为无机阻燃和膨胀发泡隔热型防火涂料中一种或两种。
本发明的一种提高热塑性树脂泡沫角锥吸波材料氧指数的方法及设备,通过所述混合机将原材料混合后输送至所述挤出机,所述挤出机将原材料挤压成内径为0.5至1.5毫米,外径为1.5至4.5毫米中空长管状,再通过高速辊刀切割成长度为3至5毫米的可发泡型颗粒米,米粒经过所述震动筛去除大颗粒后,通过超临界二氧化碳液体溶胀减压膨胀,获得可发泡型中空导电颗粒,将可发泡型中空导电颗粒在模具中通过高压水蒸汽穿透颗粒内部,形成内外压力差,颗粒膨胀相互挤压融合成高度为热塑性泡沫角锥吸波材料,内外表面保留孔隙,结构类似大孔径过滤海绵,然后经过防火涂料浸渍、烘干处理后,实现材料内外孔隙表面保留一层阻燃层,实现热塑性角锥吸波材料氧指数提高,所述工作台支撑起所述支撑架,所述支撑架上安装所述冷却箱,所述冷却箱内部安装所述冷却管,所述冷却管的管口平行于所述挤出机的出料口,所述挤出机挤出的中空长管穿过所述冷却管,所述冷却箱通过所述冷凝机构对所述冷却管进行降温,进而将中空长管迅速降温定型,便于切割成均匀的设计长度,进而有利于形成可发泡型中空导电颗粒,从而有利于制作成提高氧指数的热塑性角锥吸波材料。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
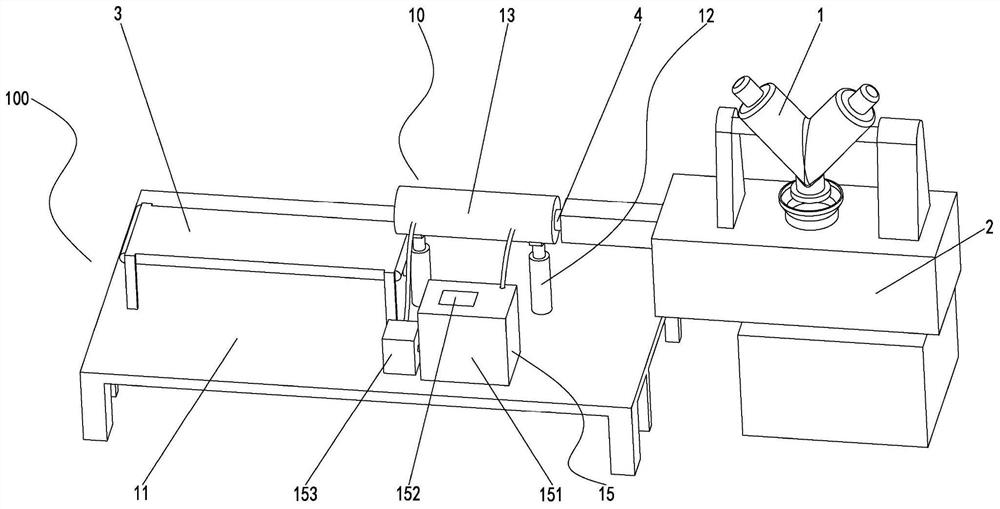
图1是本发明的提高热塑性树脂泡沫角锥吸波材料氧指数的设备的结构示意图。
图2是本发明的冷却管的示意图。
图3是本发明的提高热塑性树脂泡沫角锥吸波材料氧指数的方法的步骤图。
1-混合机、2-挤出机、3-输送带、4-出料管、10-冷却组件、11-工作台、12-支撑架、13-冷却箱、14-冷却管、15-冷凝机构、100-提高热塑性树脂泡沫角锥吸波材料氧指数的设备、121-第一杆、122-第二杆、123-调节旋钮、131-冷凝空间、151-水箱、152-冷凝器、153-循环泵、1221-卡合槽。
具体实施方式
下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
在本发明的描述中,需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
请参阅图1和图2,本发明提供了一种提高热塑性树脂泡沫角锥吸波材料氧指数的设备100,包括混合机1、挤出机2和冷却组件10;
所述混合机1与所述挤出机2可拆卸连接,并位于所述挤出机2的进料口;所述冷却组件10包括所述冷却组件10包括工作台11、支撑架12、冷却箱13、冷却管14和冷凝机构15,所述工作台11位于所述挤出机2远离所述混合机1的一侧,所述支撑架12与所述工作台11固定连接,并位于所述工作台11靠近所述挤出机2的一侧,所述冷却箱13与所述支撑架12固定连接,并位于所述支撑架12远离所述工作台11的一侧,所述冷却管14与所述冷却箱13固定连接,并位于所述冷却箱13的内部,且与所述冷却箱13形成冷凝空间131,所述冷凝机构15与所述冷却箱13固定连接。
在本实施方式中,所述混合机1为型号VH-2000L的V型混合机1,将可发泡型热塑性树脂(聚丙烯)和导电碳黑母粒分别放入所述混合机1中,所述混合机1接通电源运行,将原料混合,导入所述挤出机2中,所述挤出机2为型号KTE36的锥形单螺杆挤出机2,将原料加热挤出成特定形状,所述工作台11支撑所述支撑架12,所述支撑架12上安装所述冷却箱13,所述冷却箱13中安装所述冷却管14,所述冷却管14与所述挤出机2的出料口相对平行设置,通过所述冷凝机构15对所述冷却箱13降温,即对所述冷却管14降温,所述冷却管14中挤压进的中空长管迅速冷却成型,并在所述冷却管14中均匀成型,便于后续剪切成均匀尺寸的可发泡型颗粒米,有利于通过高压水蒸汽穿透颗粒内部,因形成内外压力差,而使颗粒膨胀相互挤压融合成高度为热塑性泡沫角锥吸波材料,经过防火涂料浸渍、烘干处理后,提高热塑性角锥吸波材料的氧指数。
进一步地,请参阅图1,所述冷凝机构15包括水箱151、冷凝器152和循环泵153,所述水箱151的一侧与所述工作台11固定连接,并位于所述工作台11靠近所述支撑架12的一侧,所述水箱151的另一侧通过导管与所述冷却箱13固定连接;所述冷凝器152与所述水箱151固定连接,并位于水箱151的内部,所述循环泵153的一侧通过导管与所述水箱151固定连接,所述循环泵153的另一侧通过导管与所述冷却箱13固定连接,并位于所述工作台11上,且导管与所述冷凝空间131连通。
在本实施方式中,所述水箱151中装有水或液态二氧化碳等一种或多种的冷却液体,且通过导管分别连接在所述冷却箱13的两侧,所述循环泵153型号为HJ-1501,为所述水箱151中液体提供动力,使液体通过导管在所述冷却箱13的冷凝空间131中循环,进而对所述冷却管14进行降温,加快所述冷却管14中的中空长管冷却成型,并成型均匀,有利于制作成热塑性泡沫角锥吸波材料,进而提高热塑性角锥吸波材料的氧指数,所述冷凝器152型号为EQ153,将所述水箱151中的液体冷却,提高所述冷却箱13冷却的效果。
进一步地,请参阅图2,所述支撑架12包括第一杆121、第二杆122和调节旋钮123,所述第一杆121的一端与所述工作台11固定连接,并位于所述工作台11靠近所述挤出机2的一侧,所述第一杆121的另一端与所述第二杆122滑动连接,并套设在所述第二杆122的外壁,所述第二杆122与所述冷却箱13固定连接,并位于所述冷却箱13的外壁,所述调节旋钮123的一侧与所述第一杆121转动连接,并位于所述第一杆121远离所述工作台11的一侧,所述调节旋钮123的另一侧与所述第二杆122卡合,并位于所述第二杆122远离所述冷却箱13的一侧。
在本实施方式中,所述第一杆121套设在所述第二杆122的外壁,与所述第二杆122形成可伸缩结构,所述第二杆122支撑所述冷却箱13,进而所述冷却箱13高度可调节,适用于多种尺寸挤出机2使用,使用效果更佳,所述调节旋钮123贯穿所述第一杆121,与所述第二杆122的外壁卡合,进而固定所述第一杆121与所述第二杆122的位置,使用便捷,并能保持稳固,使用感更佳。
进一步地,请参阅图2,所述第二杆122具有卡合槽1221,所述卡合槽1221位于所述第二杆122靠近所述第一杆121的一侧。
在本实施方式中,所述第二杆122具有的所述卡合槽1221与所述调节旋钮123相配合设置,所述调节旋钮123贯穿所述第一杆121,通过旋转,所述调节旋钮123抵合所述第二杆122,进而固定所述第二杆122的位置,操作简便,使用感更佳。
进一步地,请参阅图1,所述提高热塑性树脂泡沫角锥吸波材料氧指数的设备100还包括输送带3,所述输送带3与所述工作台11固定连接,并位于所述工作台11远离所述支撑架12的一侧。
在本实施方式中,所述输送带3型号为EP200,设置于所述冷却管14出口的一侧,将所述冷却管14冷凝成型的中空长管输送至高速辊刀处,切割成均匀的设计尺寸,制备成热塑性树脂泡沫角锥吸波材料,使用方便,促使使用效果更佳。
进一步地,请参阅图1,所述提高热塑性树脂泡沫角锥吸波材料氧指数的设备100还包括出料管4,所述出料管4与所述挤出机2固定连接,并位于所述挤出机2靠近所述冷却管14的一侧。
在本实施方式中,所述出料管4与所述挤出机2的出料口固定连接,通过所述料管,所述挤出机2挤出设定尺寸的中空长管,有利于制备成热塑性树脂泡沫角锥吸波材料,并提高热塑性树脂泡沫角锥吸波材料的氧指数。
进一步地,请参阅图1,所述出料管4为O型结构,内径为0.5毫米至1.5毫米,外径为1.5至4.5毫米。
在本实施方式中,所述出料管4使所述挤出机2挤出内径为0.5毫米至1.5毫米,外径为1.5至4.5毫米的中空长管,经过水冷定型,然后高速辊刀将中空管切成长度为3毫米的米粒状;米粒经过震动筛去除大颗粒后,将颗粒通过超临界二氧化碳液体溶胀减压膨胀,获得可发泡型中空导电颗粒;将可发泡型中空导电颗粒在模具中通过高压水蒸汽穿透颗粒内部,形成内外压力差,颗粒膨胀相互挤压融合成热塑性泡沫角锥吸波材料,然后经过防火涂料浸渍、挂料、烘干处理;材料内外孔隙表面保留一层阻燃层,经氧指数测定提高了氧指数。
请参阅图3,一种提高热塑性树脂泡沫角锥吸波材料氧指数的方法,包括以下步骤:
S101、通过所述混合机1将获取的原料进行混合,并利用所述挤出机2将混合材料挤压成热塑型中空管后,将所述热塑型中空管进行冷却定性并切割成米粒状。
具体的,称取可发泡型热塑性树脂(聚丙烯)和导电碳黑母粒用“V”型混合器混料;采用锥形单螺杆挤出机将混料挤出,所述挤出机2的出料口为“◎”型结构,内径为0.5毫米至1.5毫米,外径为1.5至4.5毫米的热塑性中空管;管子经过水冷定型,然后高速辊刀将中空管切成长度为3毫米的米粒状。
S102、利用振动筛对切割后的所述中空管进行过滤,并通过超临界二氧化碳液体溶胀减压膨胀,得到可发泡型中空导电颗粒。
具体的,切割后的米粒经放入振动筛中,经过振动筛振动去除大颗粒,留下小颗粒,将小颗粒通过含有超临界二氧化碳液体箱中,进行溶胀减压膨胀,最后获得可发泡型中空导电颗粒。
S103、将所述可发泡型中空导电颗粒放入模具中,采用高压水蒸汽穿透的方式,将所述可发泡型中空导电颗粒融合成热塑性泡沫角锥吸波材料。
具体的,将可发泡型中空导电颗粒放入模具中,在模具中通入高压水蒸汽,高压水蒸气穿透颗粒的内部,颗粒形成内外压力差,进而颗粒膨胀,并相互挤压融合成热塑性泡沫角锥吸波材料。
S104、将所述角锥吸波材料通过防火涂料浸渍、挂料和烘干,在材料表面得到一层阻燃层。
具体的,将热塑性泡沫角锥吸波材料放入浸渍箱中,再在浸渍中放入防火涂料进行浸渍,防火涂料为无机阻燃或膨胀发泡隔热型防火涂料,使热塑性泡沫角锥吸波材料挂料,而后在高温箱中进行烘干处理,使材料内外孔隙表面形成一层阻燃层,经测试,提高了提高热塑性树脂泡沫角锥吸波材料的氧指数。
表1.实施例1-3提高热塑性角锥吸波材料方法实施表
实施例1:
按表1实施例1称取可发泡型热塑性树脂(聚丙烯),导电碳黑母粒用“V”型混合器混料。采用锥形单螺杆挤出机将混料挤出,挤出机的出料口为“◎”型结构,内径为0.5毫米,外径为1.5毫米的热塑性中空管。管子经过水冷定型,然后高速辊刀将中空管切成长度为3毫米的米粒状。米粒经过震动筛去除大颗粒后,将颗粒通过超临界二氧化碳液体溶胀减压膨胀,获得可发泡型中空导电颗粒。将可发泡型中空导电颗粒在模具中通过高压水蒸汽穿透颗粒内部,形成内外压力差,颗粒膨胀相互挤压融合成高度300mm为热塑性泡沫角锥吸波材料,材料重量为3公斤。然后吸波角锥经过防火涂料浸渍、挂料6公斤、烘干处理。材料内外孔隙表面保留一层阻燃层,经氧指数测定为29%。
实施例2
按表1实施例2称取可发泡型热塑性树脂(聚丙烯),导电碳黑母粒用“V”型混合器混料。采用锥形单螺杆挤出机将混料挤出,挤出机的出料口为“◎”型结构,内径为1毫米,外径为3毫米的热塑性中空管。管子经过水冷定型,然后高速辊刀将中空管切成长度为4毫米的米粒状。米粒经过震动筛去除大颗粒后,将颗粒通过超临界二氧化碳液体溶胀减压膨胀,获得可发泡型中空导电颗粒。将可发泡型中空导电颗粒在模具中通过高压水蒸汽穿透颗粒内部,形成内外压力差,颗粒膨胀相互挤压融合成高度460mm为热塑性泡沫角锥吸波材料,材料重量为4.5公斤。然后吸波角锥经过防火涂料浸渍、挂料9公斤、烘干处理。材料内外孔隙表面保留一层阻燃层,经氧指数测定为30%。
实施例3
按表1实施例3称取可发泡型热塑性树脂(聚丙烯),导电碳黑母粒用“V”型混合器混料。采用锥形单螺杆挤出机将混料挤出,挤出机的出料口为“◎”型结构,内径为1.5毫米,外径为4.5毫米的热塑性中空管。管子经过水冷定型,然后高速辊刀将中空管切成长度为5毫米的米粒状。米粒经过震动筛去除大颗粒后,将颗粒通过超临界二氧化碳液体溶胀减压膨胀,获得可发泡型中空导电颗粒。将可发泡型中空导电颗粒在模具中通过高压水蒸汽穿透颗粒内部,形成内外压力差,颗粒膨胀相互挤压融合成高度610mm为热塑性泡沫角锥吸波材料,材料重量为5.4公斤。然后吸波角锥经过防火涂料浸渍、挂料12公斤、烘干处理。材料内外孔隙表面保留一层阻燃层,经氧指数测定为32%。
通过三个实施例得出,采用可发泡型中空导电颗粒进行制备,实现了热塑性角锥吸波材料氧指数的提高,突破28%。
以上所揭露的仅为本发明一种较佳实施例而已,当然不能以此来限定本发明之权利范围,本领域普通技术人员可以理解实现上述实施例的全部或部分流程,并依本发明权利要求所作的等同变化,仍属于发明所涵盖的范围。
- 提高热塑性树脂泡沫角锥吸波材料氧指数的方法及设备
- 一种吸波蜂窝角锥/硬质泡沫复合材料及制备方法