一种镁合金模板自动生产线
文献发布时间:2023-06-19 11:30:53
技术领域
本发明涉及镁合金生产领域,具体为一种镁合金模板自动生产线。
背景技术
镁合金是继钢、铁、铝、锌、铜金属材料之后又一新型工业材料,镁及其合金因具有密度小、比强度大、比刚度高、抗振性能好、可回收利用等优点,因此格外引入注目,同时,与地壳中其他金属含量相比,镁元素在地壳中的含量仅在铝、铁之后,位居第三,随着社会的发展,现在的建筑业中使用镁合金模板替木材结构方案越来越成熟,所以开发商使用镁合金模板的数量也越来越多,对镁合金模板的加工需求也是巨大的。
但现有现在大部分镁合金模板生产商的设备自动化程度低,生产镁合金模板大都也还是使用人工操作,而使用人工操作,一是劳动强度高,二是工作枯燥繁琐,容易消磨工人积极性,这样就对生产质量、生产效率就会造成影响,再者,市面上的加工设备大多数为半自动化,即使是全自动设备,也只是满足其中一部分工序要求,整线自动化暂时为市场空白,为满足用户的多元化需求,一种具备自动冷却、自动四面铣、自动钻孔攻丝和自动CCD检测等生产工序,同时使用机器人自动搬运和上下料以及AGV自动运输,提高生产品质、提升工作效率的镁合金模板自动生产线应运而生。
发明内容
基于此,本发明的目的是提供一种镁合金模板自动生产线,以解决人工及半自动设备操作劳动强度高、工作枯燥繁琐及对生产质量、生产效率造成影响问题。
为实现上述目的,本发明提供如下技术方案:一种镁合金模板自动生产线,包括自动四面铣机、自动钻孔攻丝机、自动冷却输送线、搬运机器人、自动CCD检测机及过渡架,所述自动冷却输送线一侧设置有与之配合的搬运机器人,且自动冷却输送线侧方位于搬运机器人两侧处设置有两组与搬运机器人配合的自动四面铣机,所述搬运机器人远离自动冷却输送线一侧设置有与之配合的另一搬运机器人,且另一搬运机器人周围设置有与之配合的自动钻孔攻丝机、自动CCD检测机及过渡架。
优选地,所述自动四面铣机由铣机防护罩、铣机机架平台、铣机压料装置、铣削装置及铣机定位装置构成,且铣机机架平台顶部设置有铣机防护罩,所述铣机机架平台顶部设置有铣机定位装置,且铣机机架平台顶部设置有与铣机定位装置配合的铣机压料装置,所述铣机机架平台顶部设置有与铣机定位装置配合的铣削装置。
优选地,所述自动钻孔攻丝机由攻丝机机架平台、钻孔装置、攻丝机定位装置、攻丝机防护罩、攻丝装置及攻丝机压料装置构成,且攻丝机机架平台顶部设置有攻丝机防护罩,所述攻丝机机架平台顶部设置有攻丝机定位装置,且攻丝机机架平台顶部设置有与攻丝机定位装置配合的钻孔装置,所述攻丝机机架平台顶部设置有与攻丝机定位装置配合的攻丝装置,且攻丝机机架平台顶部设置有与攻丝机定位装置配合的攻丝机压料装置。
优选地,所述自动冷却输送线由风机装置及输送线构成,且输送线外侧套接有与之配合的风机装置。
优选地,所述自动CCD检测机周围设置有与搬运机器人配合的次品下料工位,且自动CCD检测机周围设置有与搬运机器人配合的AGV。
优选地,所述搬运机器人底部设置有与之配合的机器人地轨,且搬运机器人周围设置有与自动冷却输送线配合的来料缓存工位。
与现有技术相比,本发明的有益效果是:
1、本发明通过自动四面铣机、自动钻孔攻丝机、自动冷却输送线、搬运机器人、自动CCD检测机及过渡架代替人工操作,实现全工序自动化,以解决人工及半自动设备操作劳动强度高、工作枯燥繁琐及对生产质量、生产效率造成影响问题。
2、本发明整体兼容性好,能够适应多种规格的铝模板进行生产、质量稳定,避免人工操作质量层次不齐的问题,设备生产质量一致性高,且能提升企业的竞争力。
附图说明
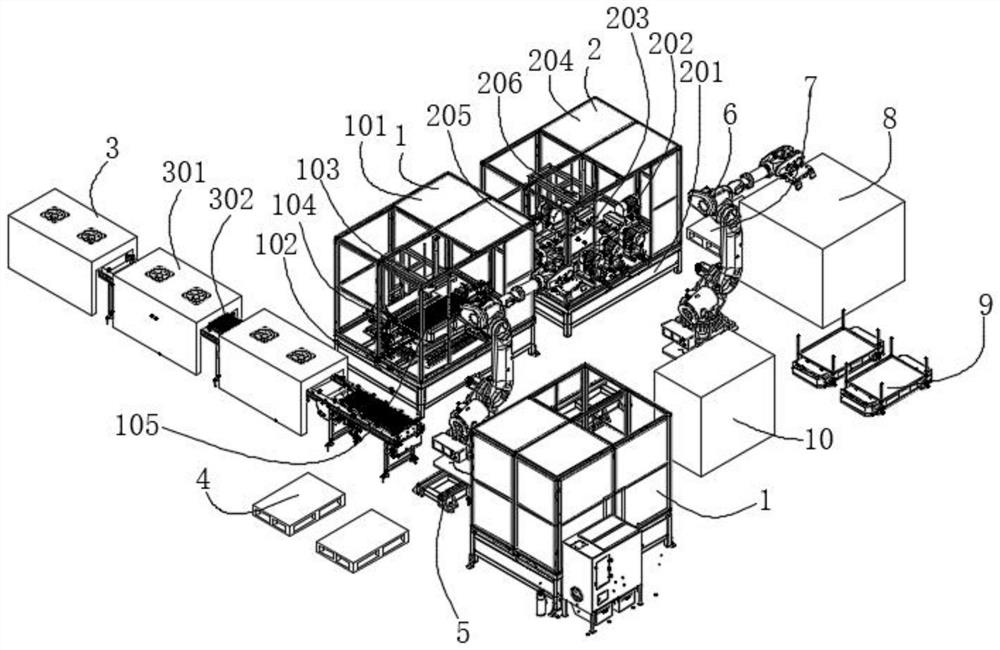
图1为本发明的整体装配图;
图2为本发明的搬运机器人示意图;
图3为本发明的自动钻孔攻丝机示意图;
图4为本发明的自动四面铣机示意图;
图5为本发明的AGV示意图;
图6为本发明的自动冷却输送线示意图。
图中:1、自动四面铣机;101、铣机防护罩;102、铣机机架平台;103、铣机压料装置;104、铣削装置;105、铣机定位装置;2、自动钻孔攻丝机;201、攻丝机机架平台;202、钻孔装置;203、攻丝机定位装置;204、攻丝机防护罩;205、攻丝装置;206、攻丝机压料装置;3、自动冷却输送线;301、风机装置;302、输送线;4、来料缓存工位;5、机器人地轨;6、搬运机器人;7、次品下料工位;8、自动CCD检测机;9、AGV;10、过渡架。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
下面根据本发明的整体结构,对其实施例进行说明。
请参阅图1-6,一种镁合金模板自动生产线,包括自动四面铣机1、自动钻孔攻丝机2、自动冷却输送线3、搬运机器人6、自动CCD检测机8及过渡架10,自动冷却输送线3一侧设置有与之配合的搬运机器人6,且自动冷却输送线3侧方位于搬运机器人6两侧处设置有两组与搬运机器人6配合的自动四面铣机1,搬运机器人6远离自动冷却输送线3一侧设置有与之配合的另一搬运机器人6,且另一搬运机器人6周围设置有与之配合的自动钻孔攻丝机2、自动CCD检测机8及过渡架10。
本发明通过自动四面铣机1、自动钻孔攻丝机2、自动冷却输送线3、搬运机器人6、自动CCD检测机8及过渡架10代替人工操作,实现全工序自动化,以解决人工及半自动设备操作劳动强度高、工作枯燥繁琐及对生产质量、生产效率造成影响问题。
具体的,请着重参阅图1和图4,自动四面铣机1由铣机防护罩101、铣机机架平台102、铣机压料装置103、铣削装置104及铣机定位装置105构成,且铣机机架平台102顶部设置有铣机防护罩101,铣机机架平台102顶部设置有铣机定位装置105,且铣机机架平台102顶部设置有与铣机定位装置105配合的铣机压料装置103,铣机机架平台102顶部设置有与铣机定位装置105配合的铣削装置104。
通过采用上述技术方案,提升工作效率,适应多种规格工件,通过全自动生产流程节省人工,降低成本并使产品质量保持稳定。
具体的,请着重参阅图1和图3,自动钻孔攻丝机2由攻丝机机架平台201、钻孔装置202、攻丝机定位装置203、攻丝机防护罩204、攻丝装置205及攻丝机压料装置206构成,且攻丝机机架平台201顶部设置有攻丝机防护罩204,攻丝机机架平台201顶部设置有攻丝机定位装置203,且攻丝机机架平台201顶部设置有与攻丝机定位装置203配合的钻孔装置202,攻丝机机架平台201顶部设置有与攻丝机定位装置203配合的攻丝装置205,且攻丝机机架平台201顶部设置有与攻丝机定位装置203配合的攻丝机压料装置206。
通过采用上述技术方案,提升工作效率,适应多种规格工件,工装柔性调整,具备两种加工功能,集钻孔和攻丝功能于一身,功能齐全,节省人工,降低生产成本。
具体的,请着重参阅图1和图2,自动冷却输送线3由风机装置301及输送线302构成,且输送线302外侧套接有与之配合的风机装置301。
通过采用上述技术方案,使产品在输送的同时进行冷却,提高了生产的效率。
具体的,请着重参阅图1和图5,自动CCD检测机8周围设置有与搬运机器人6配合的次品下料工位7,且自动CCD检测机8周围设置有与搬运机器人6配合的AGV9。
通过采用上述技术方案,利用AGV9的自动运输能力配合次品下料工位7及自动CCD检测机8实现产品高效运输。
具体的,请着重参阅图1,搬运机器人6底部设置有与之配合的机器人地轨5,且搬运机器人6周围设置有与自动冷却输送线3配合的来料缓存工位4。
通过采用上述技术方案,对原料及半成品进行临时存储,形成冗余空间,从而更好地适应生产线的生产速度。
工作原理:先接通外部电源,通过输送线302对镁合金模板进行搬运转载,在输送的同时通过风机装置301进行冷却,并通过搬运机器人6将材料搬运至自动四面铣机1内,通过铣机压料装置103与铣机定位装置105进行材料定位,并通过铣削装置104对其进行铣削加工,加工后通过搬运机器人6将半成品转运至自动钻孔攻丝机2,通过攻丝机压料装置206与攻丝机定位装置203对半成品进行定位,并通过攻丝装置205与钻孔装置202对半成品进行加工,加工后通过搬运机器人6将镁合金模板转运至自动CCD检测机8进行检测,检测后通过AGV9和次品下料工位7对模板进行分类输送。
尽管已经示出和描述了本发明的实施例,但本具体实施例仅仅是对本发明的解释,其并不是对发明的限制,描述的具体特征、结构、材料或者特点可以在任何一个或多个实施例或示例中以合适的方式结合,本领域技术人员在阅读完本说明书后可在不脱离本发明的原理和宗旨的情况下,可以根据需要对实施例做出没有创造性贡献的修改、替换和变型等,但只要在本发明的权利要求范围内都受到专利法的保护。
- 一种镁合金模板自动生产线
- 一种建筑模板用镁合金及其制备方法