包覆纱纺纱装置及阻燃抗电弧包覆纱的制备方法
文献发布时间:2023-06-19 11:34:14
技术领域
本发明涉及具有防电弧性能和防火性能的织物的共混纱线的制备技术领域,尤其涉及一种包覆纱纺纱装置及阻燃抗电弧包覆纱的制备方法。
背景技术
目前阻燃防电弧纤维及纱线得到了一定的发展,并且已有部分技术成功的运用到了日常的阻燃抗电弧环境下的生活生产中。如中国专利CN200580007194.7提出的一种防电弧和防火的变性聚丙烯腈/棉/芳族聚酰胺纤维共混物,通过对纤维改性获得阻燃及抗电弧性能。中国专利CN201310296070.1提出了一种通过聚酰亚胺复合再生纤维素纤维获得抗电弧性能的方法。中国专利CN201920315798.7提出了一种防静电、抗电弧性能优良的阻燃服,其通过使用外层由间位芳族聚酰胺纤维、变性聚丙烯腈纤维、阻燃人造丝纤维和对位芳族聚酰胺纤维混纺编织获得阻燃和抗电弧性能。虽然这些方法可以获得阻燃和抗电弧性能的纤维或织物,但其加工过程较为繁琐,改性处理等加工污染较大,阻燃抗电弧性能持续时间较短,且衣着舒适性差。
发明内容
为解决上述技术问题,本发明的目的是提供一种包覆纱纺纱装置及阻燃抗电弧包覆纱的制备方法,本发明的包覆纱纺纱装置纺纱效率高,工艺简单,所制备的阻燃抗电弧包覆纱不仅能够获得较佳的耐久性和良好的阻燃性及抗电弧性,而且柔韧性佳、质地轻盈,衣着舒适性好。
为解决上述技术问题,本发明采用如下技术方案:
本发明的第一个目的是公开一种包覆纱纺纱装置,包括:
芯纱给料机构,其用于供给芯纱;
外包纱给料机构,包括机架及设置于机架一侧表面的多个外包纱纱线轴,机架的中央具有沿自身轴线延伸的第一孔道,机架绕自身轴线旋转,外包纱纱线轴用于供给外包纱,外包纱纱线轴绕机架的轴线沿圆周方向间隔分布;
外包纱伸直机构,外包纱伸直机构包括引纱器,外包纱伸直机构绕自身轴线旋转,引纱器具有多个外包纱导引孔,外包纱导引孔用于供外包纱通过,外包纱伸直机构的中央具有沿自身轴线延伸的第二孔道;引纱器环绕于第二孔道外部,第一孔道正对第二孔道设置,芯纱经芯纱给料机构供给后,依次穿过第一孔道和第二孔道;外包纱经外包纱纱线轴供给后进入引纱器,外包纱伸直机构通过引纱器带动外包纱相对芯纱旋转并螺旋缠绕于芯纱外部,形成包覆纱。
进一步地,包覆纱纺纱装置还包括包覆纱定型机构,其用于定型包覆纱。
进一步地,包覆纱定型机构的中央具有第三孔道,第三孔道正对第二孔道设置。包覆纱形成后穿过第三孔道并在包覆纱定型机构中定型。
进一步地,包覆纱纺纱装置还包括纤维收集机构,其用于牵伸并收集包覆纱。
本发明的第二个目的是提供一种阻燃抗电弧包覆纱的制备方法,采用本发明的上述包覆纱纺纱装置制备,包括以下步骤:
以至少一根聚酰亚胺纤维为芯纱,以多根莫代尔基石墨烯复合纤维为外包纱,将芯纱经芯纱给料机构供给后,依次穿过第一孔道和第二孔道,且芯纱沿直线方向供给;将外包纱经外包纱纱线轴供给后进入引纱器,外包纱伸直机构通过引纱器带动外包纱相对芯纱旋转并螺旋缠绕于芯纱外部,形成阻燃抗电弧包覆纱。
进一步地,外包纱相对于芯纱径向的螺旋角度为30°-60°。
进一步地,外包纱与芯纱的直径比为1:8-10,芯纱的根数为1-6根,外包纱的根数为6-12根。
进一步地,芯纱的直径为140D-280D。
进一步地,芯纱的极限氧指数≥38%,长期使用温度<255℃,瞬时使用温度<375℃。
进一步地,莫代尔基石墨烯复合纤维包括莫代尔纤维基体以及分布于莫代尔纤维基体中的多个石墨烯纳米颗粒,莫代尔纤维基体的制备原料包括纤维素浆粕。
进一步地,石墨烯纳米颗粒与纤维素浆粕的质量比为12-15:100。
进一步地,石墨烯纳米颗粒的细度为700-850nm。
进一步地,莫代尔基石墨烯复合纤维的制备方法包括以下步骤:
将纤维素浆粕依次进行碱化处理、老成处理和磺化处理制得纤维素黄酸酯,经过溶解及过滤,制取纺丝液,然后将石墨烯水溶液与纺丝液混合均匀,经过滤、脱泡处理,熟成处理后制得纺丝原液,对纺丝原液进行湿法纺丝,收集制得莫代尔基石墨烯复合纤维。
进一步地,碱化处理采用氢氧化钠溶液进行,氢氧化钠溶液的浓度为15-25g/L,碱化处理在10-18℃下处理3-4小时,浴比1:6-10。
进一步地,老成处理时间为4-5小时,温度14-20℃。
进一步地,磺化处理为采用CS
进一步地,熟成处理为在熟成桶处理6-8小时,温度10-20℃。
进一步地,石墨烯水溶液中,石墨烯纳米颗粒与水的质量比为1:3,石墨烯溶液中还包括碱及聚乙烯吡咯烷酮(PVP),优选碱为氢氧化钠(NaOH)。碱及聚乙烯吡咯烷酮的添加量各为石墨烯质量的3-5%。石墨烯水溶液配制过程中采用超声震动法制备。
进一步地,纤维素浆粕为聚合度≥850,且分布窄的、甲基纤维素含量≥92%的浆粕。
进一步地,湿法纺丝采用低速纺丝,纺丝速度为28-33m/min,在凝固浴中高倍牵伸,总牵伸率为75%-85%,后加工中低倍牵伸,总牵伸率为20%-30%。
进一步地,牵伸处理所需凝固浴的温度为35-55℃,凝固浴包括硫酸80-100g/L、硫酸锌70-90g/L及硫酸钠130-150g/L。
进一步地,芯纱的供给速度为5m/min,其在形成包覆纱的过程中不发生旋转,外包纱在螺旋缠绕时的角速度为120-180rad/min。在本发明中,芯纱的供给速度与成品阻燃抗电弧包覆纱的收集速度相同。
进一步地,形成包覆纱后,还包括定型、收集的步骤。
本发明还提供了一种阻燃抗电弧包覆纱,其包括芯纱及外包纱,芯纱为聚酰亚胺纤维,外包纱为多根莫代尔基石墨烯复合纤维,多根外包纱螺旋缠绕于芯纱的外部,外包纱与芯纱的轴线方向形成一定夹角,该夹角的角度为30°-60°。
借由上述方案,本发明至少具有以下优点:
本发明提供了一种包覆纱纺纱装置,利用该装置能够同时利用多根外包纱对芯纱进行螺旋包覆,工艺过程简单快速,大大提高了包覆纱的纺纱效率;同时该装置能够以特种纤维为原料制造特定功能的纱线,弥补了传统制纱设备的不足,可为工业化的大批量生产纱线提供帮助。
本发明提供了一种阻燃抗电弧包覆纱的制备方法,利用莫代尔基石墨烯复合纤维对商业的聚酰亚胺纤维进行了包覆,包覆过程中,芯纱不发生旋转,而外包纱相对芯纱发生螺旋运动,使多根外包纱可同时包覆于芯纱外部,该方法简单快速,效率较高。
本发明的制备方法制备的阻燃抗电弧包覆纱具有优良的阻燃抗电弧性能,同时具有优良的力学性能及穿着舒适性,石墨烯与莫代尔纤维的复合提供了优良的导热性,使得本发明的阻燃抗电弧包覆纱制成的织物具有了更优良的穿着舒适性。本发明制备的阻燃抗电弧包覆纱可以广泛的应用于抗电弧织物领域。
上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,并可依照说明书的内容予以实施,以下以本发明的较佳实施例并配合详细附图说明如后。
附图说明
图1是包覆纱纺纱装置的结构示意图;
图2是莫代尔基石墨烯复合纤维的制备过程示意图;
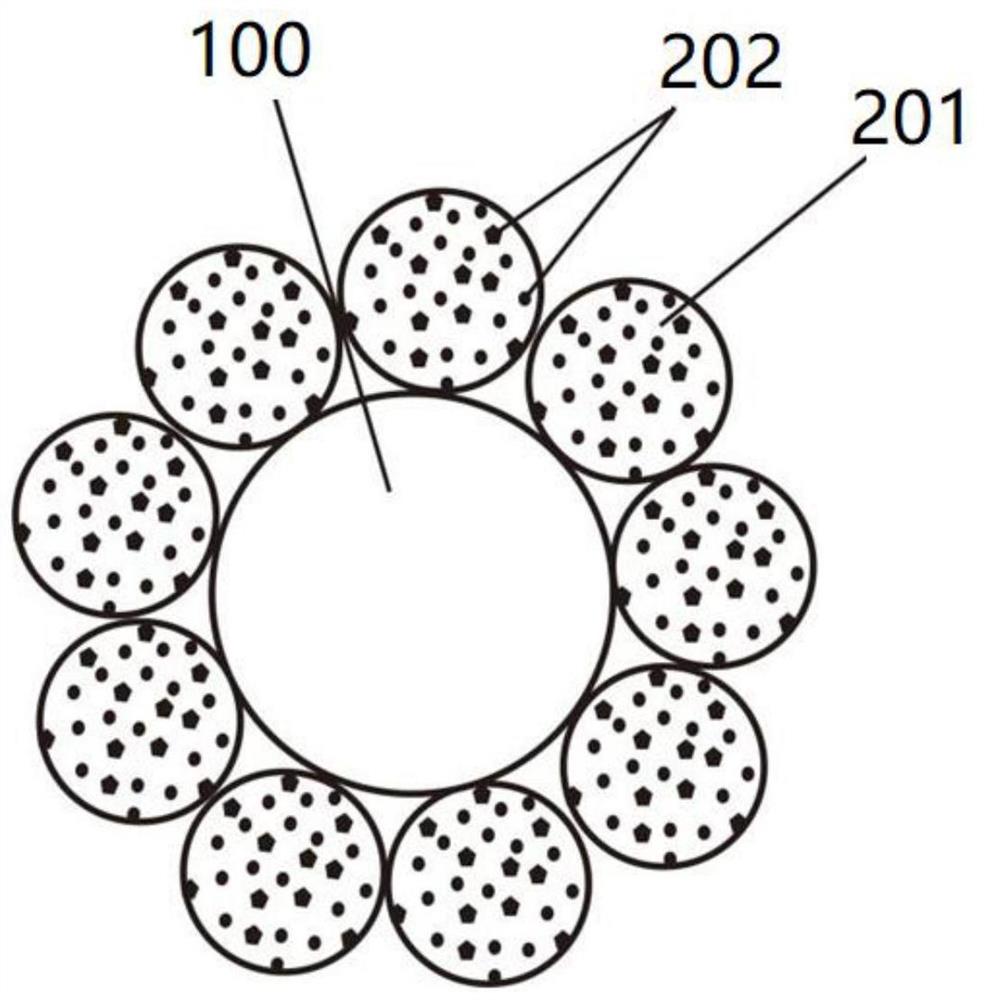
图3是莫代尔基石墨烯复合纤维的横截面示意图;
图4是本发明一种实施方式制备的阻燃抗电弧包覆纱的横截面示意图;
附图标记说明:
10-芯纱纱线轴;20-外包纱给料辊;21-外包纱纱线轴;30-外包纱伸直辊;31-引纱器;40-包覆纱定型辊;41-伸直管;50-纤维收集机构的卷筒;100-芯纱;200-外包纱;201-莫代尔纤维基体;202-石墨烯纳米颗粒;300-包覆纱。
具体实施方式
下面结合实施例,对本发明的具体实施方式作进一步详细描述。以下实施例用于说明本发明,但不用来限制本发明的范围。
以下实施例中,如无特殊说明,所有的原料均来自于商购或者通过本领域的常规方法制备而得。其中,纤维素浆粕购自恒天海龙股份有限公司,纤维素浆粕为聚合度≥850,且分布窄的、甲基纤维素含量≥92%的浆粕;石墨烯购自东莞市淳亮材料有限公司,细度为800nm;PVP购自连云港荣和新材料有限公司,CAS号9003-39-8;聚酰亚胺纤维购自青岛亨通伟业特种纤维实业有限公司。
以下实施例中的测试方法根据常规测试方法进行,其中电弧量级值(ATPV)根据IEC61482-1-1《带电作业防护服-防电弧热损伤第1部分测试方法1》测试内容:测试阻燃服装电弧等级测试;极限氧指数(LOI)GB 17591-1998阻燃机织物规定的测试方法测试。
实施例1
如图1所示,一种包覆纱纺纱装置,包括依次设置的芯纱给料机构、外包纱给料机构、外包纱伸直机构、包覆纱定型机构及纤维收集机构。
其中,芯纱给料机构用于供给芯纱100,其包括芯纱纱线轴10,芯纱纱线轴10上缠绕有芯纱100。芯纱给料机构可供给一根或多根芯纱100。
外包纱给料机构包括外包纱给料辊20,外包纱给料辊20包括圆盘形的机架及设置于机架一侧表面的多个外包纱纱线轴21。机架的中央具有沿自身轴线延伸的第一孔道。外包纱纱线轴21用于供给外包纱200,外包纱纱线轴21绕机架的轴线沿圆周方向间隔分布。机架绕自身轴线旋转,并带动其上的外包纱纱线轴21绕机架的轴线旋转。
外包纱伸直机构包括外包纱伸直辊30,外包纱伸直辊30上设有引纱器31,外包纱伸直机构绕自身轴线旋转。引纱器31具有多个外包纱导引孔,外包纱导引孔用于供外包纱200通过。外包纱伸直机构的中央具有沿自身轴线延伸的第二孔道;引纱器31环绕于第二孔道外部,第一孔道正对第二孔道设置。外包纱伸直机构绕自身轴线旋转时,引纱器31绕同样的轴线旋转,以此带动外包纱200沿螺旋方向运动。芯纱纱线轴10供给的芯纱沿芯纱轴线方向直线运动,依次穿过第一孔道、第二孔道;外包纱200经外包纱纱线轴21供给后进入引纱器31,外包纱伸直机构通过引纱器31带动外包纱200相对芯纱旋转并螺旋缠绕于芯纱外部,形成包覆纱300,包覆纱300到达包覆纱定型机构后定型。
包覆纱定型机构包括包覆纱定型辊40,包覆纱定型辊40的中央具有第三孔道,第三孔道正对第二孔道设置。包覆纱300形成后穿过第三孔道并在包覆纱定型机构中定型。定型后的包覆纱300经过伸直管41后到达纤维收集机构,经纤维收集机构的牵伸作用和卷绕作用,被收集于纤维收集机构的卷筒50上。
实施例2
一种莫代尔基石墨烯复合纤维,包括莫代尔纤维基体201以及分布于莫代尔纤维基体201中的多个石墨烯纳米颗粒202。莫代尔基石墨烯复合纤维的制备方法,步骤如下:
将纤维素浆粕依次进行浸渍碱化、老成、磺化处理制得纤维素黄酸酯,其中,碱化时采用的氢氧化钠浓度为25g/L,在18℃下处理3小时,浴比1:6。老成处理的温度为15℃,时间为5小时。磺化处理为采用CS
将石墨烯粉末加入去离子水中溶解制成均匀分散的石墨烯溶液,其中,石墨烯与水的质量比为1:3。石墨烯溶液中还可包括碱及聚乙烯吡咯烷酮(PVP),优选碱为氢氧化钠(NaOH)。碱及聚乙烯吡咯烷酮的添加量各为石墨烯质量的3%。石墨烯水溶液配制过程中采用超声震动法制备。然后将石墨烯溶液加入纺丝液中混合均匀,其中,石墨烯与纤维素浆粕的质量比为15:100,经过滤、脱泡处理,熟成处理后制得纺丝原液。熟成处理为在熟成桶处理8小时,温度12℃。对纺丝原液进行湿法纺丝,收集制得莫代尔基石墨烯复合纤维。湿法纺丝采用低速纺丝,纺丝速度为28m/min,在凝固浴中高倍牵伸,总牵伸率为75%,后加工中低倍牵伸,总牵伸率为25%。其中,牵伸处理所需凝固浴的温度为40℃,凝固浴包括硫酸80g/L、硫酸锌70g/L及硫酸钠140g/L。
实施例3
利用实施例1的包覆纱纺纱装置制备一种阻燃抗电弧包覆纱,阻燃抗电弧包覆纱包括3根芯纱以及螺旋缠绕于芯纱外部的9根外包纱,外包纱为莫代尔基石墨烯复合纤维,外包纱与芯纱的轴线方向形成的夹角的角度为30°。其制备方法包括以下步骤:
以实施例2制备的莫代尔基石墨烯复合纤维为外包纱,以聚酰亚胺纤维为芯纱,聚酰亚胺纤维粗细为280D/660F。其中,芯纱根数为3根,外包纱的根数为9根。
将3根芯纱经芯纱给料机构供给后,依次穿过第一孔道和第二孔道,且芯纱沿直线方向供给;将外包纱经外包纱纱线轴供给后进入引纱器,外包纱伸直机构通过引纱器带动外包纱相对芯纱旋转并螺旋缠绕于芯纱外部,形成阻燃抗电弧包覆纱。形成包覆纱后,利用包覆纱定型辊进行定型,然后收集于纤维收集机构上。其中,芯纱的供给速度为5m/min,外包纱的缠绕角速度为120rad/min,阻燃抗电弧包覆纱的收集速度与芯纱的供给速度相同。
当芯纱经由旋转的外包纱给料辊的第一孔道到达旋转的外包纱伸直辊时,外包纱纱线轴供给的莫代尔基石墨烯复合纤维以一定的速度到达外包纱伸直辊后伸直,由于外包纱给料辊的第一孔道及外包纱伸直辊的第二孔道中的芯纱不旋转,莫代尔基石墨烯纤维绕芯纱的轴线发生旋转,芯纱和外包纱产生相对运动,从而使外包纱螺旋缠绕于芯纱外部,最终形成成品阻燃抗电弧包覆纱而被收集于纤维收集机构上。
上述制备的阻燃抗电弧包覆纱的粗细为860D/660F,极限氧指数为36,电弧量级值(ATPV)为8.1。
上述制备的阻燃抗电弧包覆纱的横截面示意图如图4所示,应当指出的是,图4仅以1根聚酰亚胺纤维芯纱,9根莫代尔基石墨烯复合纤维包覆纱为例说明本发明得到的成品截面情况,不应理解为本发明的成品只有图4展示的一种情况,事实上,芯纱根数及包覆层根数可根据情况需求在一定的范围内变化。
实施例4
一种阻燃抗电弧包覆纱,包括1根芯纱以及螺旋缠绕于芯纱外部的9根外包纱,外包纱为莫代尔基石墨烯复合纤维,外包纱与芯纱的轴线方向形成的夹角的角度为60°。
阻燃抗电弧包覆纱的制备方法与实施例3中的相同,区别在于,芯纱给料机构供给的芯纱的根数为1根。
上述制备的阻燃抗电弧包覆纱的粗细为700D/660F,极限氧指为35,电弧量级值(ATPV)为9.8。
实施例5
一种阻燃抗电弧包覆纱,包括3根芯纱以及螺旋缠绕于芯纱外部的6根外包纱,外包纱为莫代尔基石墨烯复合纤维,外包纱与芯纱的轴线方向形成的夹角的角度为30°。
阻燃抗电弧包覆纱的制备方法与实施例3中的相同,区别在于,聚酰亚胺纤维粗细为200D/660F;外包纱纱线轴的个数为6个;外包纱的缠绕角速度为120rad/min。
上述制备的阻燃抗电弧包覆纱的粗细为500D/660F,极限氧指数为37,电弧量级值(ATPV)为10.1。
对比例1
传统的一种通过聚酰亚胺复合再生纤维素纤维获得抗电弧性能的方法制备阻燃抗电弧纤维,其制备方法包括如下步骤:
(a)约85wt%的莫代尔纤维,莫代尔纤维具有约27cN/tex或更高的干强度,莫代尔纤维包含在纤维内的阻燃化合物;和(b)约15wt%的对芳族聚酰胺纤维进行精密加捻,制得石墨烯莫代尔纤维/聚酰亚胺纤维的阻燃抗电弧复合纱线。
制得的石墨烯莫代尔纤维/聚酰亚胺纤维的阻燃抗电弧纱线线密度550D/660F,极限氧指数30,电弧量级值(ATPV)7.9。
对比以上实施例的结果,可以看出,本发明制备的阻燃抗电弧包覆纱的阻燃抗电弧纱比以往的阻燃抗电弧纱线拥有更良好的性能,这是得益于本发明提出了一种独特的包覆纱制备方法,可以让芯纱和外包纱更好的结合;本发明采用了含有石墨烯的莫代尔纤维,不仅提供了优良的舒适性,更进一步的改善了包覆纱的抗电弧性能。
以上仅是本发明的优选实施方式,并不用于限制本发明,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和变型,这些改进和变型也应视为本发明的保护范围。
- 包覆纱纺纱装置及阻燃抗电弧包覆纱的制备方法
- 包覆纱纺纱装置及阻燃抗静电包覆纱的制备方法