谐波减速器总成装配方法
文献发布时间:2023-06-19 11:42:32
技术领域
本发明涉及一种谐波减速器总成装配方法。
背景技术
谐波减速器是一种技术含量较高的机械产品。与传统齿轮减速器相比,谐波减速器具有结构简单、体积小、重量轻、传动比大、运动平稳、噪声小等一系列优点,目前已在航空航天、电子信息、仪器仪表、石油化工、食品机械、包装机械、医疗器械、机器人等领域得到应用。
但由于谐波减速器制造工艺复杂,生产成本较高,制约了其大面积扩展应用。一方面,谐波减速器的装配效率不高是其成本居高不下的原因之一;另一方面,谐波装配水平会影响其传动性能。谐波减速器是利用柔轮的弹性变形来进行传动,装配时就需要让柔轮产生变形,这不同于传统减速器的装配,较传统减速器更为复杂、困难。目前,缺少谐波减速器完善的装配工序、装配方法。
发明内容
本发明要解决的技术问题是为了克服现有技术中谐波减速器制造工艺复杂,生产成本较高的缺陷,提供一种谐波减速器总成装配方法。
本发明是通过下述技术方案来解决上述技术问题:
一种谐波减速器总成装配方法,其特点在于,所述谐波减速器总成装配方法包括以下步骤:
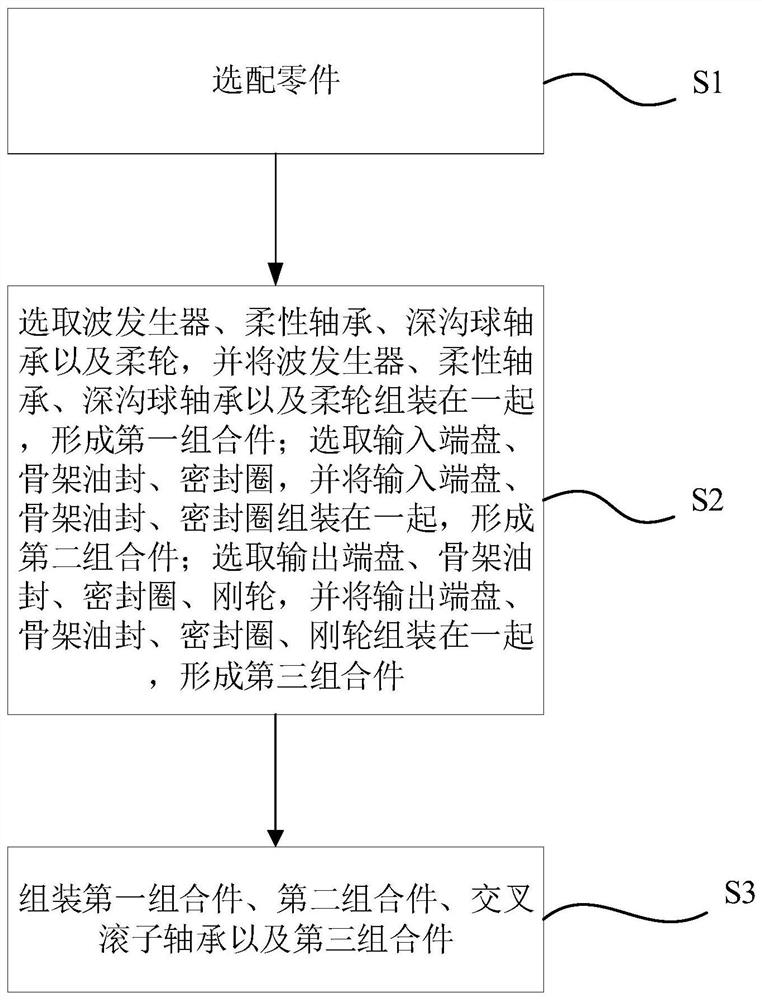
步骤S1、选配零件;
步骤S2、选取波发生器、柔性轴承、深沟球轴承以及柔轮,并将波发生器、柔性轴承、深沟球轴承以及柔轮组装在一起,形成第一组合件;选取输入端盘、骨架油封、密封圈,并将输入端盘、骨架油封、密封圈组装在一起,形成第二组合件;选取输出端盘、骨架油封、密封圈、刚轮,并将输出端盘、骨架油封、密封圈、刚轮组装在一起,形成第三组合件;
步骤S3、组装第一组合件、第二组合件、交叉滚子轴承以及第三组合件。
较佳地,步骤S3中,先组装第一组合件和第二组合件,并将第一组合件与第二组合件的整体总成与交叉滚子轴承以及第三组合件进行安装。
较佳地,步骤S3中,在第一组合件和第二组合件之间加入润滑硅脂后组装第一组合件和第二组合件。
较佳地,步骤S2中,组装第一组合件时,包括将波发生器与柔性轴承组装;将波发生器与深沟球轴承组装;将柔轮与柔性轴承组装。
较佳地,步骤S2中,组装第二组合件时,包括将密封圈与输入端盘组装;将骨架油封与输入端盘组装。
较佳地,组装骨架油封与输入端盘时,包括将骨架油封压装到输入端盘的内孔处相应位置。
较佳地,步骤S2中,组装第三组合件时,包括将刚轮与输出端盘组装;将骨架油封与输出端盘组装。
较佳地,步骤S2中,组装刚轮与输出端盘时,包括将密封圈安装到输出端盘的相应槽位,对准输出端盘与刚轮的配合孔,使输出端盘与刚轮配合面贴紧,用螺钉连接输出端盘与刚轮的配合孔。
较佳地,步骤S3中,将密封圈安装到刚轮的槽位,对准刚轮与交叉滚子轴承相应配合孔位,使二者配合面贴紧。
较佳地,组装骨架油封与输出端盘时,包括将骨架油封压装到输出端盘的内孔处相应位置。
较佳地,组装柔性轴承和柔轮时,先使柔性轴承和柔轮变形至接近理想变形形状,然后在保证同轴度的情况下进行装配。
较佳地,步骤S3中,组装第一组合件和第二组合件时,组装柔轮与输入端盘时,包括将密封圈安装到输入端盘的相应槽位,对准输入端盘与柔轮的配合孔,使输入端盘与柔轮配合面贴紧,再与交叉滚子轴承组装。
较佳地,步骤S3中,组装柔轮与交叉滚子轴承时,包括将密封圈安装到交叉滚子轴承的相应槽位,对准交叉滚子轴承与柔轮的配合孔,使交叉滚子轴承与柔轮配合面贴紧,用螺钉连接交叉滚子轴承与柔轮的配合孔。
较佳地,步骤S3中,组装第一组合件和第二组合件时,当柔性轴承宽度的一半进入柔轮后就视为完成;在将第一组合件与第二组合件的整体总成与第三组合件组装时,再使柔性轴承完全进入柔轮。
较佳地,步骤S2、对零件公差及配合公差进行误差分配,并基于遗传算法对零件进行选配。本发明的装配工序顺序相对于其他组合顺序,装配速度更快,装配效果更好,按照此工艺生产的产品具有低成本的优点,主要是通过以下三个方面实现的,对零件尺寸公差的有的放矢降低了零件制造成本,特定的装配工序及对零件配合公差的有的放矢降低了装配成本,选配方法通过减少剩余零件降低生产成本。
本发明的积极进步效果在于:本发明适用于谐波减速器的总成装配,采用本发明装配的产品性能优于国家标准,较普通装配工艺而言,传动精度提高10%—15%,装配总成合格率达到95%以上,生产成本降低约8%,保证了产品的传动性能,对零件尺寸公差及配合公差的误差分配降低了生产成本,改进的装配工序、装配方法相对于普通工序、方法更简单且易操作。
附图说明
图1为本发明较佳实施例的谐波减速器总成的剖面结构示意图。
图2为本发明较佳实施例的第一组件的分解结构示意图。
图3为本发明较佳实施例的第一组件的整体结构示意图。
图4为本发明较佳实施例的第二组件的分解结构示意图。
图5为本发明较佳实施例的第二组件的整体结构示意图。
图6为本发明较佳实施例的第三组件的分解结构示意图。
图7为本发明较佳实施例的第三组件的整体结构示意图。
图8为本发明较佳实施例的第一组件、第二组件和交叉滚子轴承组合后的结构示意图。
图9为本发明较佳实施例的谐波减速器总成的一立体结构示意图。
图10为本发明较佳实施例的谐波减速器总成的另一立体结构示意图。
图11为本发明较佳实施例的谐波减速器总成装配方法的流程图。
具体实施方式
下面通过实施例的方式进一步说明本发明,但并不因此将本发明限制在所述的实施例范围之中。
如图1-图11所示,本实施例公开了一种谐波减速器总成装配方法,其中,所述谐波减速器总成装配方法包括以下步骤:
步骤S1、选配零件;
步骤S2、如图2-图7所示,选取波发生器1、柔性轴承11、深沟球轴承12以及柔轮5,并将波发生器1、柔性轴承11、深沟球轴承12以及柔轮5组装在一起,形成一第一组合件;选取输入端盘3、骨架油封2、O形密封圈4,并将输入端盘3、骨架油封2、O形密封圈4组装在一起,形成一第二组合件;选取输出端盘13、骨架油封2、O形密封圈8、O形密封圈10、刚轮9,并将输出端盘13、骨架油封2、O形密封圈8、O形密封圈10、刚轮9组装在一起,形成一第三组合件。
步骤S3、如图8-图10所示,进一步组装第一组合件、第二组合件、交叉滚子轴承7以及第三组合件。
如图8-图10所示,本实施例的步骤S2中,先组装第一组合件和第二组合件,并将第一组合件与第二组合件的整体总成与交叉滚子轴承以及第三组合件进行安装。
本实施例中,步骤S3中,在第一组合件和第二组合件之间加入润滑硅脂后组装第一组合件和第二组合件。
如图2和图3所示,步骤S2中,组装第一组合件时,包括将波发生器1与柔性轴承11组装;将波发生器1与深沟球轴承12组装;将柔轮5与柔性轴承11组装。
如图2和图3所示,本实施例的步骤S2中,组装第二组合件时,包括将O形密封圈4与输入端盘3组装;将骨架油封2与输入端盘3组装。
如图4和图5所示,本实施例的步骤S3中,组装柔轮5与输入端盘3时,包括将O形密封圈4安装到输入端盘3的相应槽位,对准输入端盘3与柔轮5的配合孔,使输入端盘3与柔轮5配合面贴紧,用螺钉15连接输入端盘3与柔轮5的配合孔。
如图4和图5所示,本实施例的步骤S3中,组装柔轮5与交叉滚子轴承7时,包括将O形密封圈6安装到交叉滚子轴承7的相应槽位,对准交叉滚子轴承7与柔轮5的配合孔,使交叉滚子轴承7与柔轮5配合面贴紧,用螺钉连接交叉滚子轴承7与柔轮5的配合孔。
如图4和图5所示,本实施例的组装骨架油封2与输入端盘3时,包括将骨架油封2压装到输入端盘3的内孔处相应位置。
如图8和图9所示,本实施例的步骤S2中,组装第三组合件时,包括将刚轮9与输出端盘13组装;将骨架油封2与输出端盘13组装。
如图6和图7所示,本实施例的步骤S2中,组装刚轮9与输出端盘13时,包括O形密封圈10安装到输出端盘13的相应槽位,对准输出端盘13与刚轮9的配合孔,使输出端盘13与刚轮9配合面贴紧,用螺钉14连接输出端盘13与刚轮9的配合孔。
如图5和图6所示,本实施例的步骤S3中,将O形密封圈8安装到刚轮9的槽位,对准刚轮9与交叉滚子轴承7相应配合孔位,使二者配合面贴紧。
如图6和图7所示,本实施例的组装骨架油封2与输出端盘13时,包括将骨架油封2压装到输出端盘13的内孔处相应位置。
本实施例中,组装柔性轴承11和柔轮5时,先使柔性轴承11和柔轮5变形至接近理想变形形状,然后在保证同轴度的情况下进行装配。
本实施例中,步骤S2中,组装第一组合件和第二组合件时,当柔性轴承11宽度的一半进入柔轮5后就视为完成;在将第一组合件与第二组合件的整体总成与第三组合件组装时,再使柔性轴承11完全进入柔轮5。
本实施例中,步骤S1、对零件公差及配合公差进行误差分配,并基于遗传算法对零件进行选配。本发明的装配工序顺序相对于其他组合顺序,装配速度更快,装配效果更好,按照此工艺生产的产品具有低成本的优点,主要是通过以下三个方面实现的,对零件尺寸公差的有的放矢降低了零件制造成本,特定的装配工序及对零件配合公差的有的放矢降低了装配成本,选配方法通过减少剩余零件降低生产成本。
本发明适用于谐波减速器的总成装配,采用本发明装配的产品性能优于国家标准,较普通装配工艺而言,传动精度提高10%—15%,装配总成合格率达到95%以上,生产成本降低约8%,保证了产品的传动性能,对零件尺寸公差及配合公差的误差分配降低了生产成本,改进的装配工序、装配方法相对于普通工序、方法更简单且易操作。
虽然以上描述了本发明的具体实施方式,但是本领域的技术人员应当理解,这仅是举例说明,本发明的保护范围是由所附权利要求书限定的。本领域的技术人员在不背离本发明的原理和实质的前提下,可以对这些实施方式做出多种变更或修改,但这些变更和修改均落入本发明的保护范围。
- 谐波减速器总成装配方法
- 谐波减速器用柔性轴承装配夹具及柔性轴承装配方法