一种动臂机器人自动焊接工作站
文献发布时间:2023-06-19 11:42:32
技术领域
本发明涉及一种挖掘机动臂焊接技术,尤其涉及一种动臂机器人自动焊接工作站。
背景技术
挖掘机作为工程机械中重要的一类,其用途越来越广泛,甚至是逐步取代推土机等工程机械的作用。
一方面挖掘机动臂在焊接时容易产生变形和开裂等问题,挖掘机动臂作为挖掘机的核心部件,其质量好坏直接关系着挖掘机的使用性能和产品质量,一旦变形超过规定值或是开裂,产品直接报废,焊接工艺研究,焊接质量控制尤其关键。另一方面,随着基处建设投资逐年增长,工程机械特别是液压挖掘机的需求量也会逐年上升,动臂作为挖掘机关键零部件,其焊接效率也直接关系挖掘机的产能、企业的经济效益和市场竞争力。
目前大多数动臂焊接仍为手工焊接及小部分单工能焊接,焊接质量不可控,焊接效率低,机器人自动焊接正好解决手工焊接及小部分单工能焊接的瓶颈。机器人自动焊接系统包含六轴焊接机器人、机器人两轴桁架、五轴焊接变位机、一套焊接电源及送丝系统、一套工装夹具、一套水冷焊枪、一套冷却水箱、一套自动清枪减丝装置、一套电气控制系统。动臂焊接工艺主要分为内焊缝焊接、对接焊缝焊接、角焊缝焊接,目前焊接变位机只具备简单的装夹和翻转功能,机器人焊接只能进行单一工艺单一型号焊缝焊接,生产型号单一,兼容性差,这样增加了换型换件时间,影响焊接效率。
随着用户对产品焊接质量、焊接效率的要求越来越高,对焊接设备产品兼容性,生产柔性的需求不断提升,传统的手工焊接和简单机器人工作站已不能满足要求。新型动臂焊接工作站将成为动臂焊接的主要焊接设备,不仅具备传统的动臂焊接基础功能,同
现有技术一:
如图1所示,常州市华骏机械制造有限公司研制了一种动臂焊接变位器,实现了动臂360度回转,方便人工进行焊接作业。设备由驱动支座、从动支座、驱动马达、减速器、驱动转动臂、工件连接座、工件夹持架等部件组成。该设备是一套动臂变为翻转设备,利用行车上件,变位器翻转,人工焊接完成动臂焊接。
现有技术一的缺点:
动臂焊接变位器只适合单一动臂型号的回转变位,不具备兼容多种型号变位,人工焊接效率低下,自动化程度低。
现有技术二:
如图2所示,徐州华恒机器人系统有限公司发明一种巨型挖掘机动臂补焊变位设备,其包括头架变位机、尾架变位机、升降机构、回转机构和控制系统;升降机构为两组且分别设置于头架变位机和尾架变位机中,包括竖直直线导轨、沿竖直直线导轨滑动的滑动副、液压系统;回转机构包括两块能够在竖直面内转动的回转支撑板、驱动回转支撑板转动的回转驱动系统,两块回转支撑板分别设置于头架变位机上的滑动副和尾架变位机上的滑动副上;两块回转支撑板上分别设置有滑架,动臂工件的两端分别与滑架相连接;液压系统、回转驱动机构分别与控制系统相连接。可以通过升降机构实现动臂的升降,还可以通过回转机构实现动臂的旋转,可以在动臂焊接时辅助进行全方位的焊接。
现有技术二的缺点:
巨型挖掘机动臂补焊变位设备具备同步升降和翻转功能,兼容多种尺寸工件,但还是辅助人工焊接设备,不具备异步升降功能,没有增加机器人焊接系统,设备局限性较大。
现有技术三:
如图3所示,山河智能装备股份有限公司发明一种挖掘机动臂上下平对接焊缝专用焊接变位机及其使用方法,其解决了动臂焊接操作中的瓶颈问题,动臂平对接焊缝的焊接,使焊接可以很好的和焊接设备相结合,实现焊接的机械化,提高生产效率和焊接质量。解决了生产效率低,产品质量也无法保证的现状。同时也降低了工人的劳动强度,大大的降低了生产成本,最重要的是实现了安全文明生产,也有利于现场管理。此专用设备可以完成不同机型动臂的焊接。
现有技术三的缺点:
挖掘机动臂上下平对接焊缝专用焊接变位机设备占地空间大,操作复杂,停留在人工焊接阶段,不能实现自动焊接。
发明内容
本发明的目的是提供一种动臂机器人自动焊接工作站。
本发明的目的是通过以下技术方案实现的:
本发明的动臂机器人自动焊接工作站,包括六轴焊接机器人、机器人两轴桁架系统、异步升降变位机、液压夹紧工装、焊接电源及送丝系统、水冷焊枪、冷却水箱、自动清枪减丝装置和电气控制系统。
由上述本发明提供的技术方案可以看出,本发明实施例提供的动臂机器人自动焊接工作站,利用多轴变位机进行工件多角度旋转、提升、变位,结合机器人自动焊接系统实现动臂内焊缝、对接焊缝、外焊缝自动焊接,焊缝可达率高,焊接质量稳定。此系统实现了变位机自动装夹,工件自动变位、机器人自动焊接、焊缝自动寻位跟踪等功能,极大效率提高动臂焊接质量和焊接效率。
附图说明
图1为现有技术一动臂焊接变为器结构示意图;
图2为现有技术二巨型挖掘机动臂补焊变位设备结构示意图;
图3为现有技术三挖掘机动臂上下平对接焊缝专用焊接变位机结构示意图;
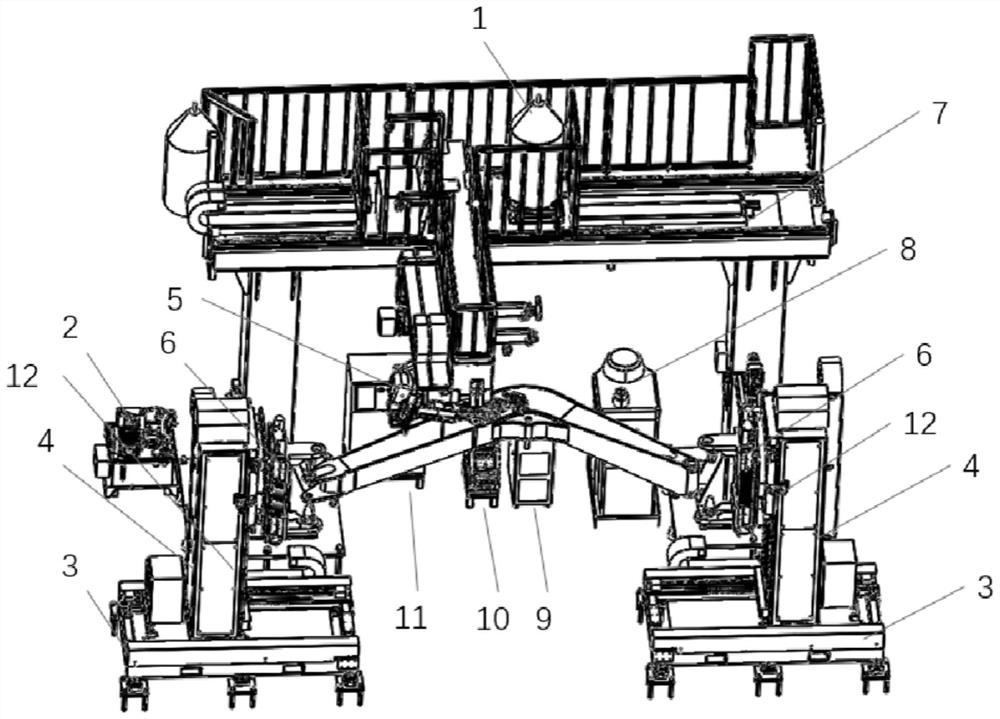
图4为本发明实施例提供的动臂机器人自动焊接工作站结构示意图;
图5为本发明实施例电气及信息化控制系统示意图。
图1至3中的附图标记为其在原文件中的标记,在本申请中无指代意义;
图4中:
1)焊丝桶,2)液压泵站,3)行走地轨,4)变位机箱,5)六轴焊接机器人,6)液压夹紧工装,7)X/Y轴桁架,8)除尘系统,9)焊枪水冷,10)焊机,11)机器人B柜,12)升降机构。
具体实施方式
下面将对本发明实施例作进一步地详细描述。本发明实施例中未作详细描述的内容属于本领域专业技术人员公知的现有技术。
本发明的动臂机器人自动焊接工作站,其较佳的具体实施方式是:
包括六轴焊接机器人、机器人两轴桁架系统、异步升降变位机、液压夹紧工装、焊接电源及送丝系统、水冷焊枪、冷却水箱、自动清枪减丝装置和电气控制系统;
所述异步升降变位机包括头部和尾部,所述头部和尾部分别包括变位机箱4和行走地轨3,并配置液压泵站2和导轨自润滑系统;
所述行走地轨3安装在地基板上,行走地轨3设置有伺服电机和导轨滑块并配置地轨框架及防护装置,所述伺服电机通过减速机和齿轮齿条与所述导轨滑块连接;
所述变位机箱4包括机架并安装有升降机构12,所述升降机构12包括升降伺服电机和升降导轨丝杠,所述升降机构12装有液压夹紧工装6,所述液压夹紧工装6与升降机构12之间装有回转机构,所述回转机构包括回转伺服电机及回转支撑,还设有制动装置、油缸定位锥销。
所述液压夹紧工装6包括液压马达、正反丝杠、锥形卡销、防护、限位开关,其油管与所述液压泵站2连接。
所述机器人两轴桁架系统7包括X轴桁架、Y轴桁架,所述六轴焊接机器人设置在X轴桁架和Y轴桁架上并设有伺服电机、减速机和齿轮。
所述电气控制系统的网络拓扑结构中,六轴焊接机器人具备5个外部轴,分别控制X轴桁架移动、Y轴桁架移动、变位机头箱升降、变位机尾箱升降、变位机翻转,单站配置一套PLC控制系统,控制变位机头箱移动、变位机尾箱移动、工装夹紧及信号检测。
所述六轴焊接机器人采用发那科机器人;
通过PROFINET实现与PLC的通讯,协调焊接工站内的动作;
通过DEVICENET与焊机通讯,实现自动焊接;
通过以太网与MES通讯,实现数据的采集与上传。
本发明的动臂机器人自动焊接工作站,利用多轴变位机进行工件多角度旋转、提升、变位,结合机器人自动焊接系统实现动臂内焊缝、对接焊缝、外焊缝自动焊接,焊缝可达率高,焊接质量稳定。此系统实现了变位机自动装夹,工件自动变位、机器人自动焊接、焊缝自动寻位跟踪等功能,极大效率提高动臂焊接质量和焊接效率。
具体实施例:
如图4所示,动臂机器人自动焊接工作站,包括一台六轴焊接机器人、一套机器人两轴桁架系统、一套异步升降变位机、一套焊接电源及送丝系统、一套工装夹具、一套水冷焊枪、一套冷却水箱、一套自动清枪减丝装置、一套电气控制系统。本设备在装夹待焊接的动臂后,通过变位机翻转、升降,配合机器人焊接系统能有效实现动臂的全位置焊缝焊接,由机器人取代人工焊接,变位机取代人工行车吊装翻转,极大的降低工人的劳动强度及焊接辅助时间,兼容多种型号多种尺寸动臂的焊接、多个位置多种角度焊缝的焊接,降低成本,提高焊接质量和焊接效率。
(1)异步升降变位机
异步升降变位机作为动臂焊接过程中通过机械装置调节焊接姿态的设备,具备兼容多种尺寸工件、异步升降、回转变位、自动夹紧等功能。由头尾两个行走地轨、变位机头箱、变位机尾箱、液压夹紧工装等组成,并配置液压泵站、导轨自润滑系统形成一套完整的动臂焊接变位设备。
头尾行走地轨由伺服电机驱动,配备减速机、齿轮齿条、导轨滑块、地轨框架及防护等装置;变位机头箱和变位机尾箱由机架、回转伺服电机(机器人外部轴)、回转支承、升降伺服电机(机器人外部轴)、回转支承、升降导轨丝杠、防护等组成。具体动作:行走地轨3安装在地基板上,行走地轨3设置有伺服电机和导轨滑块,实现变位机头箱和尾箱能够水平移动,通过控制头箱和尾箱的距离,实现兼容多种尺寸的工件;变位机头箱和尾箱安装有升降机构12,升降机构12由升降伺服电机(机器人外部轴)驱动,升降导轨丝杠做支撑,可根据焊接姿态的要求调整不同的高度,实现工件的同步升降和异步升降;在升降机构12上装有液压夹紧工装6,液压夹紧工装由液压马达、正反丝杠、锥形卡销、防护、限位开关组成,液压泵站2为动力实现工件的对中夹紧;在夹紧工装6和升降机构12之间装有回转伺服电机及回转支撑,可根据焊接姿态要求调整不同的翻转角度,实现不同焊缝的焊接要求,回转机构还设有制动装置,采用油缸锥销定位,上件时制动翻转机构,保证上件位置的准确性和整体设备的稳定性。
(2)机器人桁架系统
机器人桁架7是增加机器人5工作范围的一套机构,由X轴桁架、Y轴桁架组成,伺服电机加减速机驱动齿轮,带动机器人本体在X轴桁架和Y轴桁架范围内移动,伺服电机均为机器人外部轴,增大了机器人的工作范围。
(3)电气控制系统
根据焊接控制要求及信息化要求,电气控制系统网络拓扑结构。机器人具备5个外部轴,可控制X轴桁架移动、Y轴桁架移动、变位机头箱升降、变位机尾箱升降、变位机翻转。单站配置一套PLC控制系统,控制变位机头箱移动、变位机尾箱移动、工装夹紧及信号检测功能。
如图5所示,机器人采用发那科机器人(不限定品牌),通过PROFINET实现与PLC的通讯,协调焊接工站内的动作;通过DEVICENET与焊机通讯,实现自动焊接;通过以太网与MES通讯,实现数据的采集与上传。
本发明的有益效果:
(1)由于挖机产品工艺调整及更新换代,动臂会持续进行尺寸更改,目前动臂焊接变位机无行走地轨或无升降,兼容性较差。动臂机器人自动焊接工作站合理解决以上问题。
(2)目前动臂焊接工作站为人工焊接,手动装夹,自动化程度低,效率和质量都不可控,动臂机器人自动焊接工作站采用机器人焊接,在提高自动化程度的同时保证焊接效率和焊缝质量。
(3)目前动臂自动焊接工作站多为单一焊缝焊接,即动臂对接焊缝焊接站或动臂角焊缝焊接站,功能单一,互换性差,动臂机器人自动焊接工作站可灵活用于动臂外焊缝焊接、动臂角焊缝焊接、人工补焊等,极大提高设备利用率。
本发明的技术关键点:
(1)动臂机器人自动焊接工作站由异步升降变位机、机器人桁架、焊接机器人等组成,具有以下优点:工件尺寸兼容性多、焊缝位置可达性高、自动化程度高、焊接质量稳定、设备利用率高。
(2)动臂机器人自动焊接工作站适合于所有动臂型号焊接,不是针对某一种型号的动臂焊接。通过调整变位机两端行走轴调整头尾箱夹具的距离,并且切换不同型号的焊接程序,可以快速的切换不同型号的工件生产。
(3)动臂机器人自动焊接工作站作为焊接工位信息终端,作为车间制造执行系统(MES)的前端设备,实现焊接的自动化、焊接过程中数据自动采集、自动上传等功能,同时预留了和其他车间信息化系统集成的接口。
(6)动臂机器人自动焊接工作站采用模块化设计,可根据需求进行定制组合。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明披露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应该以权利要求书的保护范围为准。
- 一种动臂机器人自动焊接工作站
- 一种具有焊接烟尘处理功能的自动焊接机器人工作站