基于QFD分解和扩展RPN值的产品制造可靠性退化根原因识别方法
文献发布时间:2023-06-19 11:45:49
技术领域
本发明提供了一种基于QFD分解和扩展RPN值的产品制造可靠性退化根原因识别方法,属于可靠性领域。
背景技术
随着各行业飞速发展和经济全球一体化对国家经济带来的影响,制造业水平成为衡量一个国家综合国力的重要标志,也是其国际竞争力的重要体现。随着智能化和大数据时代的到来,我国的制造业得到了前所未有的发展,其发展促进了一系列结构复杂、功能集成化的产品的产生。然而,多变的生产环境、复杂的制造工艺等不确定的因素层出不穷,制造过程需要在如此复杂且多变的动态背景下保证产品的可靠性面临着巨大的挑战,被制造产品的可靠性往往难以达到设计可靠性目标。因此,识别制造过程中导致产品可靠性发生退化的根原因已成为当前制造业亟待解决的问题。以往对于产品可靠性退化的原因研究往往聚焦于产品故障诊断,从产品故障数据拟合及物理结构建模去考虑,忽视了制造过程、制造系统与产品可靠性间的交互作用,未能从根本上预防产品可靠性的退化。
在产品的制造过程中,在产品的制造过程中,原材料进入车间内,操作人员按照一定的加工方式和工艺规程,改变原材料的形状、尺寸、表面特性等参数,最终形成符合质量要求的成品。然而,产品的复杂性逐渐增强使得制造过程中加工工艺、加工途径、工艺规程、装配过程、车间布局也变得复杂起来,其次制造过程中操作人员、加工环境等因素也增加了过程的复杂性。产品可靠性起源于设计阶段,形成于制造阶段。制造过程的可靠性对输出产品的可靠性产生了直接的影响。为了达到产品设计阶段可靠性的要求,即尽可能的使制造阶段输出产品的可靠性接近于设计要求,制造过程作为产品可靠性形成的关键阶段成为了制造商关注的对象。然而,以往对制造过程中的工艺可靠性的研究中,聚焦于制造系统内设备性能状态及关键工序的控制以实现工艺参数的优化,大多从设备与工序的角度切入,忽略了以产品为核心展开的制造可靠性保障研究。从系统工程的角度来看,制造过程设备、制造工序、输出产品之间存在着密不可分的相互作用关系。因此,如何直接面向产品识别制造过程中导致产品可靠性发生退化的原因已成为制造领域和可靠性领域面临的重大工程问题。
然而,现有研究针对产品在使用初期故障频发、可靠性降低的现象时,大多依赖于产品准确的物理结构,鉴于产品是制造过程的直接输出,制造过程内的变量是影响产品可靠性的重要因素,现有研究对于如何使用制造过程中大数据建立产品可靠性与制造过程中变量的关系模型还缺乏进一步的研究。另外,制造工艺保障是提升产品可靠性的有效途径,但现有研究大多从设备与工序出发,忽略了制造系统与产品可靠性的相互作用,并未直接面向产品从而有针对性的识别影响产品可靠性的制造过程变量。针对此现象,本专利开发了一种基于质量功能展开(quality function deployment,QFD)和扩展的风险优先级(risk priority number,RPN)的产品制造可靠性退化根原因识别方法。基于制造系统的运行过程,提出了产品制造可靠性内涵,梳理了产品制造可靠性的退化机理。进一步地,利用QFD的瀑布式分解,从系统工程的角度,以产品为核心自上而下地构建了产品制造可靠性退化的根原因关联树,由此确定了根原因初始集合。融入风险思想,基于扩展的RPN值,综合地分析了根原因初始集合中变量对产品可靠性产生的风险,全面地评估了变量的重要性,最终确定出导致产品制造可靠性退化的根原因。本发明适用于制造过程中影响产品可靠性的根原因识别,能够为制造商在生产过程中的可靠性控制提供参考。
发明内容
(1)本发明的目的:
为了解决现有研究中识别制造过程中影响产品可靠性的特性未能直接以产品为核心展开,本发明提供了一种系统性的产品制造可靠性退化根原因识别方法——一种基于QFD分解和扩展RPN值的产品制造可靠性退化根原因识别方法。在明晰产品制造可靠性内涵的基础上,描述了产品制造可靠性退化机理。以产品的早期故障率作为顶事件,自上而下地将产品特性逐层分解为零件特性、生产线、工艺参数,由此构建了根原因的关联树,确定出根原因的初始集合。综合特性对产品可靠性特性的重要程度、特性发生偏差的概率、特性发生偏差的不可检测度三个风险因子,在此基础上,基于犹豫模糊理论计算得到每个特性的RPN值,剔除根原因初始集合中风险后果较小的特性,从而确定出导致产品制造可靠性退化的根原因。实现了识别导致产品制造可靠性退化的根原因的目的。
(2)技术方案:
本发明提出的基本假设如下:
假设1、制造系统处于理想化的状态,生产设备在运行时不考虑人的因素对设备产生的影响;
假设2、制造系统内的设备历经由正常运行、有缺陷的运行至完全失效的一系列离散化的状态;设备的加工能力被划分为E
假设3、设备在运行过程中任意加工能力状态出现的概率为P
假设4、当设备加工能力状态为m=x,此时设备无法完成指定的生产任务,该状态出现的概率为
假设5、制造系统内的环境因子为望目特性,可接受的能力指数为a,当实际能力指数低于时a,应该采取一定的措施对该环境因子予以控制;
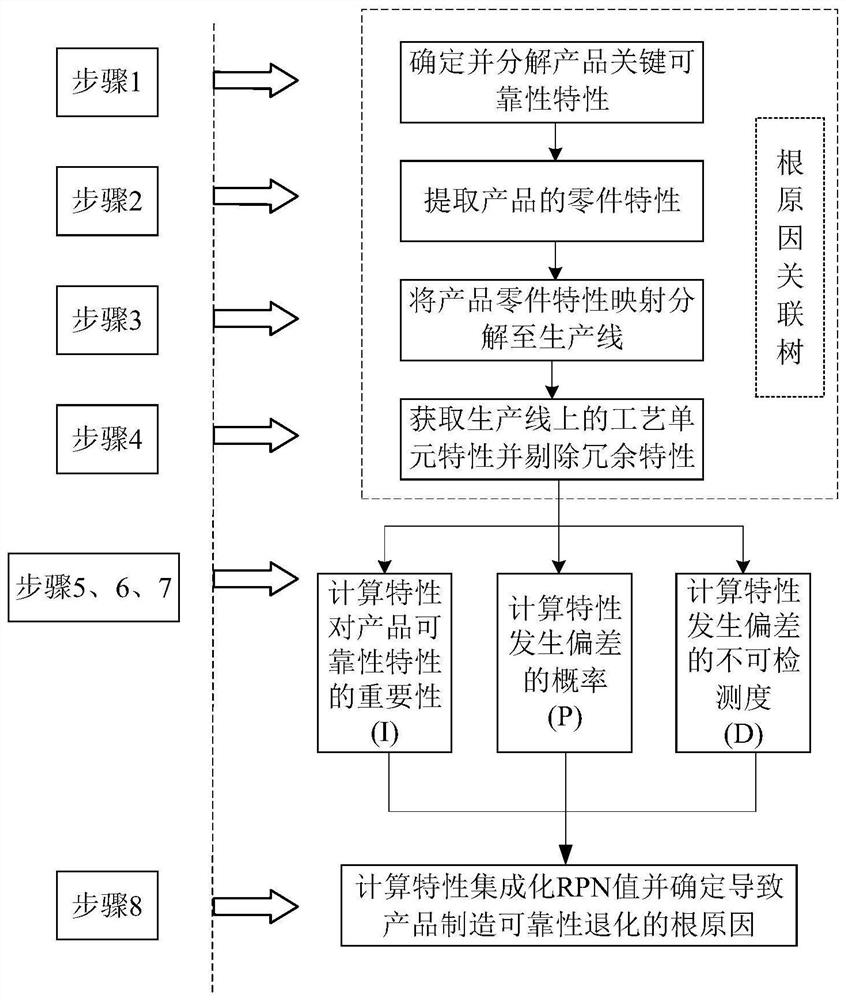
基于上述假设,本发明提出一种基于QFD分解和扩展RPN值的产品制造可靠性退化根原因识别方法,其步骤如下:
步骤1、确定并分解产品关键可靠性特性;
步骤2、提取产品的零件特性;
步骤3、将产品零件特性映射分解至生产线;
步骤4、获取生产线上的工艺单元特性并剔除冗余特性;
步骤5、计算特性对产品可靠性特性的重要性,作为第一个风险因子(Importanceto reliability characteristics,I);
步骤6、计算特性发生偏差的概率,作为第二个风险因子(Probability of KCsvariation,P);
步骤7、计算在当前控制条件下特性发生偏差的不可检测度,作为第三个风险因子(Detectability for KCs variation,D);
步骤8、计算特性集成化RPN值从而确定导致产品制造可靠性退化的根原因;
其中,在步骤1中所述的“确定并分解产品关键可靠性特性”,是指根据制造系统可靠性、制造过程质量以及产品制造可靠性之间的相互作用机理,如图1所示,明晰了导致产品制造可靠性退化的机理;进而,根据产品的故障形式,产品级的特性被逐层分解,得到发生退化的零件;其具体作法如下:以产品早期故障为关联树的顶事件,根据产品在使用初期的故障形式,按照其物理结构依次分解至部件级、组件级和零件级特性,收集生产过程中产品、组件及零件相关的检验数据,最终确定出发生退化的零件。
其中,在步骤2中所述的“提取产品的零件特性”,是指在得到退化的零件后,需要提取该零件相关的特性;对于某一产品而言,一系列相互依存的零件是组成产品的基本单元;零件通常由不同的族组成,并且在具有相似功能的零件中存在一些共有的特性;对于每个系列,共有的特性可能由功能相似的生产线加工而成;除了共有的特性外,某些零件还具有特定的特性;总之,分类提取后的零件特性库由共有特性和特定特性组成;其具体作法如下:基于识别得到的发生退化的零件,根据制造零件空间结构以及制造工艺规划,将由相同生产线上完成的零件特性划分至共有特性库,对于某一零件特有的特性,将其划分至特定特性库,至此实现了零件特性库的提取和分类。
其中,在步骤3中所述的“将产品零件特性映射分解至生产线”,是指生产工程师根据生产计划将零件特性分解到相应的生产线上;零件特性库的建立有利于更加有计划性和系统性的进行生产线分解;此时,识别得到与退化的零件特性相关的已发生偏差的生产线;其具体作法如下:由工艺人员根据零件制造工艺规划、工艺流程图,技术文档等确定与零件特性加工相关的生产线,收集来源于相应的生产线上的数据,从而确定已发生偏差的生产线。
其中,在步骤4中所述的“获取生产线上的工艺单元特性并剔除冗余特性”,是指根据工艺组成得到生产线上的一组来源于工艺单元上的相互影响的控制特性,在此基础上,利用LASSO(Least absolute shrinkage and selection operator,LASSO)回归剔除冗余特性,由此获得根原因初始集合;其具体作法如下:参考企业资源计划系统,搜索各个工艺单元的过程信息及生产过程中对关键节点控制的数据,收集生产线上的工艺特性数据,在此过程中,收集得到的指标数据尽量保证全面完整;在此基础上,利用LASSO回归构造产品可靠性特性与工艺特性之间的相关关系等式,从而共线性的工艺特性(以下简称特性)被剔除,获得一组相互独立的特性集合,即根原因初始集合;至此,步骤1-4利用QFD的瀑布式分解建立起产品制造可靠性退化的根原因关联树,获得了相互独立的根原因初始集合,如图3所示。
其中,在步骤5中所述的“计算特性对产品可靠性特性的重要性”,是指将特性对产品可靠性特性的贡献认为是特性发生偏差的后果,将步骤4中的LASSO回归系数作为第一个风险因子;其具体做法如下:利用在步骤4中建立的相关关系回归方程,因回归系数可以衡量自变量和因变量之间的相关关系,回归系数
其中,在步骤6中所述的“计算特性发生偏差的概率”,是指将特性在时间t内发生偏差的概率,作为第二个风险因子;本专利中认为特性在时间t内不发生偏差的概率是在此段时间内设备不发生故障并且生产环境因子在正常水平,因此特性发生偏差的概率为
其具体做法如下:根据工艺特性涉及的加工设备,收集生产过程中设备的故障数据、完成加工任务量,通过向生产人员收集制造系统影响工艺特性的环境因子,收集与环境因子相关的工艺规范要求以及实际加工过程采集的数据;
首先,计算在时间t内,设备不发生故障的概率;在时间t内,设备任意加工能力状态出现的概率分布为P
其次,在生产过程中,环境因子波动超过正常水平会直接导致特性发生偏差;环境因子的能力指数
至此,计算得到时间t内设备不发生故障的概率以及环境因子保持在正常水平的概率,最终计算得到P
其中,在步骤7中所述的“计算在当前控制条件下特性发生偏差的不可检测度”,是指将在当前控制条件下检测特性发生偏差的能力,利用平均运行链长(Average runningchain length,ARL)来表征特性发生偏差的不可探测度,利用实际ARL与可接受ARL比值
其中,在步骤8中所述的“计算特性集成化RPN值从而确定导致产品制造可靠性退化的根原因”,是指结合专家对三个风险因子的偏好程度X={X
通过以上步骤,提出了基于QFD分解和扩展RPN值的产品制造可靠性退化根原因识别方法,解决了传统方法忽略制造过程与产品间相互作用机理及产品制造可靠性退化机理分析不全面的问题,对于有针对性的识别导致制造过程输出产品可靠性退化的原因并提高产品可靠性有指导性的意义,这为生产者实行制造过程中工艺控制提供了针对性和有侧重性的参考,从而有效保证产品可靠性以进一步地满足产品的设计可靠性目标和用户需求。
(3)本发明所述的一种基于QFD分解和扩展RPN值的产品制造可靠性退化根原因识别方法,其使用方法如下:
步骤(1)确定并分解产品关键可靠性特性;其具体做法如下:以产品的故障形式为关联树分解的顶事件,按照产品的物理结构,逐层分解确定出发生退化的零件;
步骤(2)提取产品的零件特性;其具体做法如下:收集并分类提取退化的零件相关特性,得到这些零件的共有特性及特定特性;
步骤(3)将产品零件特性映射分解至生产线;其具体做法如下:根据生产计划将零件特性分解到相应的生产线,识别得到与退化零件特性相关的生产线;
步骤(4)获取生产线上的工艺单元特性并剔除冗余的特性;其具体做法如下:收集生产线上相关的工艺参数特性,基于LASSO回归剔除冗余的特性,得到一组相互独立的根原因初始集合;由此,构建了产品制造可靠性退化根原因关联树框架;
步骤(5)计算特性对产品可靠性特性的重要性;其具体做法如下:收集生产过程中的根原因与产品可靠性特性的相关数据,基于LASSO回归构建两者的相关关系方程,获得各个特性的回归系数
步骤(6)计算特性发生偏差的概率;其具体做法如下:收集设备在生产过程的相关数据,分析设备的故障模式,统计得到设备的加工能力状态概率分布P
步骤(7)计算在当前控制条件下特性发生偏差的不可检测度;其具体做法如下:收集当前控制条件下根原因的相关数据,构建马尔科夫概率转移矩阵
步骤(8)计算特性集成化RPN值从而确定导致产品制造可靠性退化的根原因;其具体做法如下:应用犹豫模糊理论,结合专家各自的权重,计算专家对三个风险的偏好程度X={X
(4)优点和功效:
本发明是一种基于QFD分解和扩展RPN值的产品制造可靠性退化根原因识别方法,其优点是:
i.本发明从系统工程的角度出发,考虑了制造系统可靠性、制造过程质量以及产品可靠性的之间的相互关系,描述了产品制造可靠性的退化机理;
ii.本发明以QFD分解为载体,系统性地自上而下构建了由产品可靠性特性、零件特性、生产线、工艺特性的产品制造可靠性退化根原因关联树;
iii.本发明融入风险思想,扩展了特性的重要性、特性发生偏差的概率以及特性发生偏差的不可探测度三个风险因子,得到了各个根原因的RPN值,依据风险优先级排序确定导致产品制造可靠性退化的根原因;
iv.所述的识别方法科学、客观,工艺性好,对于制造商来说具有广泛的应用价值。
附图说明
图1是产品制造可靠性退化机理。
图2是本发明所述方法流程图。
图3是基于QFD分解的产品制造可靠性退化根原因关联树。
图4是凸轮轴制造可靠性退化根原因识别的关联树
图中符号说明如下:
5M1E是指制造系统内人(Man)、机器(Machine)、原材料(Material)、方法(Method)、测量(Measurement)、环境(Environment)
CRCs是产品关键可靠性特性(Critical reliability characteristics,CRCs)
PCs是产品工艺特性(Process characteristics,PCs)
I是工艺特性对产品可靠性特性的重要性(Important,I)
P是工艺特性发生偏差的概率(Probability,P)
D是工艺特性发生偏差的不可探测度(Detectability,D)
SD1是凸轮轴的产品级特性代号;SD1.1-1.4是凸轮轴的组件级特性代号;
SD1.1.1-1.3.1为凸轮轴的零件级特性代号
ED1-ED2是凸轮轴零件SD1.1.1-SD1.3.1的共有特性代号;SD1-SD2是凸轮轴零件
SD1.1.1-SD1.3.1的特定特性代号
PD1是凸轮轴孔表面加工生产线总代号;PD1.1-PD1.4为凸轮轴孔表面加工工艺流程代号;PD1.1.1-PD1.4.1是凸轮轴孔表面加工涉及的设备代号
PC1-PC7是凸轮轴孔表面加工的工艺特性代号
QFD-质量功能展开(quality function deployment,QFD)
RPN-风险优先级(risk priority number,RPN)
LASSO-LASSO(Least absolute shrinkage and selection operator,LASSO)最小绝对收缩和选择运算回归
具体实施方式
下面将结合附图和实例对本发明做进一步详细说明。
本发明是一种基于QFD分解和扩展RPN值的产品制造可靠性退化根原因识别方法,见图2所示,其步骤如下
步骤1确定并分解某批次发动机凸轮轴关键可靠性特性并收集相关数据;根据凸轮轴的制造过程,基于产品制造可靠性退化机理,如图1所示,可以得知凸轮轴在早期使用阶段出现的故障的根原因是由于制造过程内工艺特性发生偏差;因此,以该批次凸轮轴出现的故障为顶事件,根据凸轮轴的物理结构,分为轴颈支撑,轴向定位,驱动和辅助装置;进而,逐层分解得到零件级别的主轴,凸轮和齿轮轴颈特性,如图4结构组中所示;收集生产过程中的相关数据,确定出发生退化的零件;
步骤2收集该批次早期失效的凸轮轴主轴、凸轮和齿轮轴颈的相关特性数据。分类并提取这些零件上的特性数据;随后,基于表1收集的凸轮轴加工精度要求,确定出凸轮轴轴孔表面质量出现偏差;
表1.凸轮轴加工精度要求(节选)
步骤3收集凸轮轴孔加工工艺涉及的生产线及相关设备;详细的工艺流程及设备如图4中生产线组所示;
步骤4根据凸轮轴加工生产线及涉及的设备,得到了一组来源于工艺单元上相互影响的工艺特性{PC
步骤5计算工艺特性对凸轮轴表面粗糙度的重要性。基于步骤4中的LASSO回归结果,得到各个工艺特性的回归系数,标准化后得到各个特性的第一个风险因子I;
Y=0.286PC
I
I
I
I
I
步骤6计算工艺特性发生偏差的概率;收集凸轮轴孔加工过程中的生产设备的相关数据;首先,分析各个设备的加工能力状态及其概率分布,通过分析各种故障模式和其统计数据可以得到设备各加工能力状态发生概率之间的比例关系;凸轮轴孔的加工涉及四台设备;根据不同故障模式的停机时间造成的生产损失,可以将设备的过程能力状态分为五个等级,各台设备的故障数据统计结果如表2所示;
表2.设备加工能力状态及故障数据
基于上述设备故障统计数据,可得:
该批次凸轮轴加工的时长为t=10天;因此,各台设备不发生故障率为:
P
P
P
P
P
收集影响工艺特性的环境噪声因素如表3,每隔0.5h收集一次环境因素数据,当能力指数满足,此时被认定为理想状态,环境因子的能力状态S
表3.环境因子偏差数据
综合设备不发生故障概率及环境因子保持正常水平的概率,各个工艺特性发生偏差的概率为:
步骤7计算各个特性发生偏差的不可探测度;根据收集的PC状态数据,每个特性的离散状态分为E0,E1,E2,E3和E4;当达到吸收状态E4时,特性将发生偏差同时,确定各个特性的标准均值和控制极限H,由此获得各个特性的状态转移概率矩阵;
当特性发生偏差时,各个特性的可接受的最小可接受值ARL
步骤8计算工艺特性的集成RPN值;首先,收集3位专家(专家权重为S
表4.专家对三个风险因子的综合评价值
分段函数M被构建为:
结合专家各自权重S
因此,三个风险因子的权重被计算得到,W
考虑尽可能多原则以及专家权重,可得,
综合工艺特性三个风险因子的值,可得各个工艺特性RPN值:
R
据此,对于凸轮轴可靠性退化,PC
- 基于QFD分解和扩展RPN值的产品制造可靠性退化根原因识别方法
- 基于降维与支持向量机的产品早期故障根原因识别方法