一种基于刀具负荷波形模式检测刀具切换方法
文献发布时间:2023-06-19 12:08:44
技术领域
本发明涉及一种基于刀具负荷波形模式检测刀具切换方法。
背景技术
近年,随着生产规模的扩大,加工品质提升,以及降低制造成本的需求,刀具寿命的精确管理作为应对重要的手段,其状态的监控成为当前的重要课题。受制于当前的数控系统的处理能力,检测手段以及数据内存等限制,尚没有完整的刀具切削状态时的数据采集和数据分析的能力。类比于现场经验者的判断手段,有刀具切削时的振动,音频分析,负荷变化等方法,不同于数控系统的管理,均采用外部辅助手段,从数据采集,再经过外部的计算,判断刀具的状态。由于在精确判断刀具状态时,通过外部的数据采样模式,因而针对目前使用何种刀具的信息只能通过数控系统中的信息才能获取,所以,必须要增加硬件,并改变数控系统中的PLC,或改变用户的加工程序,通过和数控系统的串口通讯或网络通信获取当前刀具的信息,和采样数据进行匹配,分析并判断刀具的状态。通过上述的方式,除了需要增加额外的硬件,改变用户的加工程序,改变PLC等实际上的使用难度以外,不同的数据采集通道导致的数据的不同步,又是当前这些刀具诊断方式中的精度上的一个亟待解决的问题。
发明内容
本发明的目的是提供一种基于刀具负荷波形模式检测刀具切换方法,通过波形自动判别换刀和分离出刀具切削时的有效负荷数据,能解决不同信号源的数据同步问题,做到更为精确的刀具状态的判别,提升品质监控和生产效益。
为解决上述技术问题,本发明采用如下技术方案:一种基于刀具负荷波形模式检测刀具切换方法,它包括以下步骤:
A.利用现有的刀具负荷数据采集系统,对数控机床在工作中的负荷数据进行全程无间断的采集;
B.对典型的刀具切削和换刀时的负荷所对应的波形差别进行分类标记;
C.筛选出切削和换刀时的有效数据并针对切削时的刀具负荷由刀具诊断系统进行换刀模型的建立,并分离出有效的刀具切削负荷数据;
D.根据创建的换刀模型以及用刀信息,对创建换刀模型后的采集的刀具负荷,通过诊断系统中的数学模型的深度数据分析,根据有效数据的波形特征匹配算出适合的刀具。
优化的,波形特征匹配算法公式为:
取有效负荷数据X:{X
样本均值:
样本协方差:
样本Pearson相关系数:
其中:S
优化的,步骤D完成后,负荷数据采集系统继续对刀具负荷进行采集,并用于换刀模型的进一步训练。
进一步的,有效数据通过以下方式获得:分别通过对典型的刀具切削时的负荷数据X所对应的波形,以及持续的采集数据Y进行Pearson相关系数的计算,当其结算结果达到设定阈值之后,获取采样数据中的切削与换刀的标记与区间,进而分别筛选出切削和换刀时的有效数据。
本发明的有益效果在于:本发明仅通过针对采集的刀具切削时的负荷数据,辨别刀具在实际加工切削时的负荷变化和换刀时的负荷变化的波形的分析,自动判断换刀和切削负荷,做到换刀的判断,进而确定当前刀具信息,同时,仅抽取切削时的刀具负荷有效采样数据,进行后续的刀具状态分析,可省略硬件配置的增加,避免数控机床的PLC程序的改变,以及用户的教工程序的修改,让刀具诊断变得简单易用。
附图说明
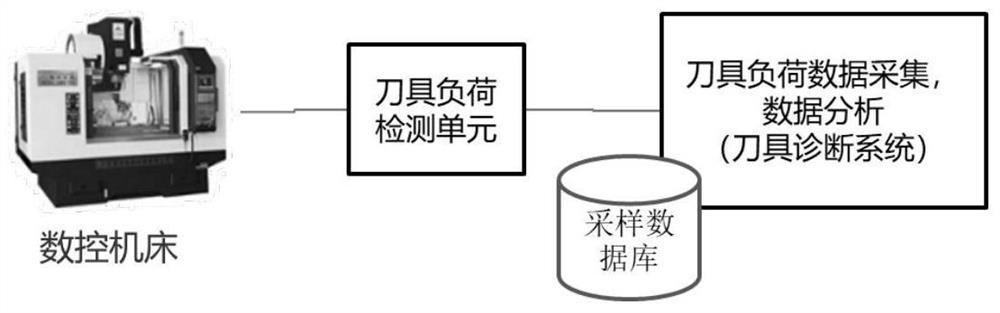
附图1为本发明的数控机床的刀具负荷的数据采样和刀具诊断系统的原理框图;
附图2为刀具诊断系统中的换刀模型的建立及刀具切削时的有效负荷数据的分离。
附图3为一般的数控机床的刀具负荷在换刀和切削时的负荷采样数据的变化波形特征。
具体实施方式
下面结合附图所示的实施例对本发明作以下详细描述:
基于刀具负荷波形模式检测刀具切换方法,它包括以下步骤:
A.利用现有的刀具负荷数据采集系统,对数控机床在工作中的负荷数据进行全程无间断的采集;
B.对典型的刀具切削和换刀时的负荷所对应的波形差别进行分类标记;
C.筛选出切削和换刀时的有效数据并针对切削时的刀具负荷由刀具诊断系统进行换刀模型的建立,并分离出有效的刀具切削负荷数据;
D.根据创建的换刀模型以及用刀信息,对创建换刀模型后的采集的刀具负荷,通过诊断系统中的数学模型的深度数据分析,根据有效数据的波形特征匹配算出适合的刀具,并进行换刀动作。
E.负荷数据采集系统继续对刀具负荷进行采集,并用于换刀模型的进一步训练。
分别通过对典型的刀具切削时的负荷数据X所对应的波形,以及持续的采集数据Y进行Pearson相关系数的计算,当其结算结果达到设定阈值之后,获取采样数据中的切削与换刀的标记与区间,进而分别筛选出切削和换刀时的有效数据,上述波形特征匹配算法公式为:取两组有效负荷数据X:{X
样本均值:
样本协方差:
样本Pearson相关系数:
其中:S
根据上述换刀模型加工5次换刀2次时的波形特征匹配的实验结果如下表,判断误差小于4%。
加工2-6次的所有数值均大于0.95。
上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并据以实施,并不能以此限制本发明的保护范围。凡根据本发明精神所作的等效变化或修饰,都应涵盖在本发明的保护范围之内。
- 一种基于刀具负荷波形模式检测刀具切换方法
- 一种精镗装置的多模式切换刀具座