一种HCM机台用靶材电子束焊接成型的方法
文献发布时间:2023-06-19 12:25:57
技术领域
本发明属于靶材制备技术领域,涉及一种HCM机台用靶材电子束焊接成型的方法。
背景技术
靶材作为一种重要的镀膜材料,主要应用于电子及信息产业,在集成电路、信息存储、液晶显示屏、激光存储器、电子控制器件等领域具有广泛的应用。靶材按形状分类可分为平面靶材和异型靶材,目前通常使用的是平面靶材,其加工工艺相对成熟,而异型靶材由于结构特殊,加工工艺相对复杂,加工难度也更大。HCM机台用溅射靶材即属于异型靶材的一种,整体形状呈锅型,在开出口有一圈法兰,如采用整体成型的方法,冲压难度极高,同时材料车削量较大,造成原材料成本上升,因而需要研究新的成型方法。
电子束焊接因具有无需焊材、不易氧化、工艺重复性好及热变形量小的优点而广泛应用于航天、军工、汽车和电气仪表等众多行业,是目前较为重要的一种焊接方式,其基本原理是:电子枪中的阴极由于直接或间接加热而发射电子,该电子在高压静电场的加速下再通过电磁场的聚焦,形成能量密度极高的电子束,用此电子束去轰击工件,巨大的动能转化为热能,使工件焊接处熔化,形成熔池,从而实现对工件的焊接。如采用该焊接方法,可以将靶材主体和法兰分别制备,并焊接成型,但基于该靶材结构的独特性,电子束焊接的具体工艺目前并无深入研究。
CN 112342509A公开了一种HCM机台用靶材的成型方法,该成型方法包括以下步骤:对原料依次进行锻打、冲孔以及扩孔预成型处理,得到预处理料;对得到的预处理料进行热处理,得到热处理料;对得到的热处理料进行冲压成型,去除氧化皮并进行法兰焊接得到所述HCM机台用靶材。该方法重点强调了靶材主体的成型工艺,对于靶材主体和法兰的电子束焊接过程并未明确介绍。
CN 109807453A公开了一种高纯铜旋转靶的断头焊接方法,依次包括清洗、靶材固定、电子束焊接以及后整检查步骤,其中电子束焊接包括点焊定位、圆弧焊接以及整圆焊接步骤;该方法针对的管状靶的焊接仍属于规则形状的靶材,焊接操作步骤较为复杂,焊接面并未有特殊之处,也不涉及到与靶材形状相匹配的夹具。
综上所述,对于HCM机台用靶材电子束焊接的成型工艺,还需根据靶材及焊接面的结构,选择合适的夹具及焊接工艺,以降低该异型靶材的加工成型难度。
发明内容
针对现有技术存在的问题,本发明的目的在于提供一种HCM机台用靶材电子束焊接成型的方法,所述方法针对某种特定的异型靶材,先加工成靶材主体,再采用电子束焊接的方式成型,并根据靶材主体和法兰的装配面特点,选择合适的工装夹具的结构,便于焊接操作的进行,同时降低了该类异型靶材的加工难度,减少原材料用量,降低成本。
为达此目的,本发明采用以下技术方案:
本发明提供了一种HCM机台用靶材电子束焊接成型的方法,所述方法包括以下步骤:
(1)将原材料机加工形成锅型的靶材主体,所述靶材主体开口处的端面加工成斜面,并将法兰的一个端面加工成与所述靶材主体的端面相匹配的斜面;
(2)将步骤(1)得到的靶材主体和法兰的斜面接触装配后固定到工装夹具内,所述工装夹具安装于电子束焊接设备的腔体内;
(3)启动电子束焊接设备,抽真空后进行电子束焊接,电子束的方向与靶材主体和法兰的装配面平行,整圈焊接后得到HCM机台用靶材。
本发明中,由于HCM机台用的靶材具有特定的结构,属于异型靶材,采用传统的加工方法难以直接成型,因而本发明中根据所述靶材的整体结构,先采用机加工的方法形成靶材主体,再将其与法兰部分进行电子束焊接,根据两者端面的结构特点,将其装配后采用工装夹具固定,整体置于电子束焊接设备内,通过调整其位置关系保证焊接过程的顺利进行,有效解决了所述靶材难以整体成型的问题,降低其加工难度,同时原料使用量减少,加工成本降低,为该类异型靶材的成型提供了新的方式。
其中,HCM机台是指溅射机台的型号,本发明中特定形状的靶材配套该种型号的机台使用。
以下作为本发明优选的技术方案,但不作为本发明提供的技术方案的限制,通过以下技术方案,可以更好地达到和实现本发明的技术目的和有益效果。
作为本发明优选的技术方案,步骤(1)所述原材料的材质包括铜或钽。
优选地,步骤(1)所述原材料的机加工依次包括冲孔、扩孔以及冲压成型。
本发明中,根据该类靶材的锅型结构,其靶材主体的加工可采用冲孔、扩孔的方式形成基本轮廓,而根据其壁面的非平面结构,还需要采用特定的模具进行冲压成型;根据需要还可以包括热处理操作。
优选地,步骤(1)所述靶材主体上的斜面为上端面,按自内向外的方向向下倾斜。
优选地,步骤(1)所述靶材主体上的斜面与竖直方向的夹角为30~60度,例如30度、35度、40度、45度、50度、55度或60度等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
本发明中,所述靶材主体以及法兰的端面加工为斜面的作用是能够减少焊接的次数,常规焊接两部分结构件时通常需要加工为直角装配结构,焊接时至少需要焊接两次,容易造成焊接后结构不稳定,且操作繁琐,而本发明中的斜面结构只需要焊接一次,焊接效率高,操作简便。
作为本发明优选的技术方案,步骤(1)所述法兰的材质包括铜或钽,所述靶材主体和法兰通常需要选择同种材质,以降低电子束焊接的难度,并保证靶材的纯度。
优选地,步骤(1)所述法兰的尺寸与靶材主体的尺寸相匹配。
优选地,步骤(1)所述法兰上的斜面为下端面,按自内向外的方向向下倾斜。
优选地,步骤(1)所述法兰上斜面的倾斜角与靶材主体上斜面的倾斜角相同。
作为本发明优选的技术方案,步骤(2)所述靶材主体和法兰装配时,靶材主体位于下方,法兰位于上方。
优选地,步骤(2)所述靶材主体和法兰的装配过程为将步骤(1)加工后的靶材主体和法兰的斜面接触并对齐,在倾斜角范围内法兰稳定放置于靶材主体的上方。
作为本发明优选的技术方案,步骤(2)所述工装夹具为设有凹槽的结构件,所述凹槽的形状和大小与靶材主体的外壁相匹配。
优选地,步骤(2)所述工装夹具的侧面设置贯穿螺纹孔,通过紧固件来固定置于工装夹具内的靶材主体。
优选地,所述贯穿螺纹孔的数量至少为三个,例如三个、四个或五个等,沿圆周均匀分布。
本发明中,所述紧固件穿过工装夹具直接接触靶材主体,通过周围紧固件对靶材主体向里的压力使其固定。
作为本发明优选的技术方案,步骤(2)所述工装夹具的底部连接到电子束焊接设备腔体的旋转轴上。
优选地,所述工装夹具带动靶材主体和法兰随旋转轴倾斜及旋转。
优选地,所述工装夹具倾斜的角度满足电子束的方向与靶材主体和法兰的装配面的方向平行。
本发明中,电子束焊接过程中控制电子束射入方向与靶材主体和法兰的装配面的方向平行,能保证焊接时不会焊偏,从而保证各处焊接均匀,避免因局部焊接强度低而影响靶材的溅射使用。
作为本发明优选的技术方案,步骤(3)所述抽真空后电子束焊接设备内的压力达到7×10
优选地,步骤(3)所述电子束焊接时的加速电压为100~150kV,例如100kV、110kV、120kV、130kV、140kV或150kV等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
优选地,步骤(3)所述电子束焊接时的线速度为15~25r/min,例如15r/min、16r/min、18r/min、20r/min、22r/min、24r/min或25r/min等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
本发明中,所述电子束焊接时电子束流不移动,而是靶材主体和法兰随着工装夹具进行旋转,所述线速度即为靶材主体和法兰的旋转速度。
作为本发明优选的技术方案,步骤(3)所述电子束焊接的束流为30~100mA,例如30mA、40mA、50mA、60mA、80mA或100mA等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
优选地,步骤(3)所述电子束焊接的深度不小于靶材主体和法兰装配面的宽度。
优选地,步骤(3)所述电子束焊接的宽度为2~3mm,例如2mm、2.2mm、2.4mm、2.6mm、2.8mm或3mm等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
作为本发明优选的技术方案,步骤(3)所述电子束焊接完成后,将靶材主体和法兰的焊接件拆卸下来,进行精密加工及抛光处理。
作为本发明优选的技术方案,所述方法包括以下步骤:
(1)将原材料机加工形成锅型的靶材主体,所述原材料的机加工依次包括冲孔、扩孔以及冲压成型,所述靶材主体开口处的端面加工成斜面,所述斜面为上端面,按自内向外的方向向下倾斜,与竖直方向的夹角为30~60度,并将法兰的一个端面加工成与所述靶材主体的端面相匹配的斜面,所述法兰上的斜面为下端面,按自内向外的方向向下倾斜,倾斜角与靶材主体上斜面的倾斜角相同;
(2)将步骤(1)得到的靶材主体和法兰的斜面接触装配,装配过程为将步骤(1)加工后的靶材主体和法兰的斜面接触并对齐,在倾斜角范围内法兰稳定放置于靶材主体的上方,然后固定到工装夹具的凹槽内,所述凹槽的形状和大小与靶材主体的外壁相匹配,所述工装夹具的侧面设置贯穿螺纹孔,通过紧固件来固定置于工装夹具内的靶材主体,所述工装夹具安装于电子束焊接设备的腔体的旋转轴上,带动靶材主体和法兰随旋转轴倾斜及旋转;
(3)启动电子束焊接设备,抽真空至设备内的压力达到7×10
与现有技术相比,本发明具有以下有益效果:
(1)本发明所述方法针对某种特定结构的异型靶材,先加工成靶材主体,再将其与法兰部分进行电子束焊接,并根据靶材主体和法兰的装配面特点,选择合适的工装夹具的结构,通过调整装配件和工装夹具在电子束焊接设备内的位置关系,保证焊接过程的顺利进行,靶材主体和法兰的焊接结合率可以达到100%,焊接强度达到150~180MPa;
(2)本发明所述方法能有效解决该类异型靶材难以整体成型的问题,降低其加工难度,同时减少原材料用量,降低成本,为该类异型靶材的成型提供了新的方式。
附图说明
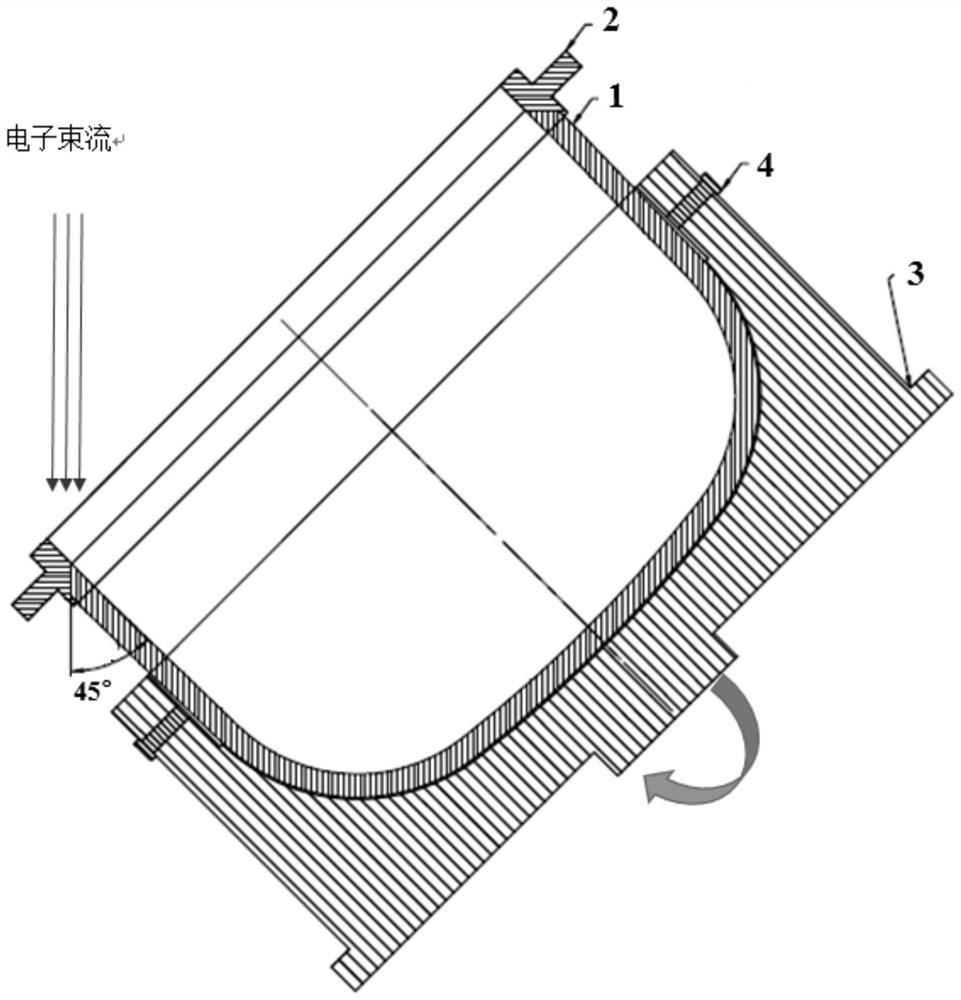
图1是本发明实施例1提供的HCM机台用靶材电子束焊接成型时的装配结构示意图;
其中,1-靶材主体,2-法兰,3-工装夹具,4-紧固螺栓。
具体实施方式
为更好地说明本发明,便于理解本发明的技术方案,下面对本发明进一步详细说明。但下述的实施例仅是本发明的简易例子,并不代表或限制本发明的权利保护范围,本发明保护范围以权利要求书为准。
本发明具体实施方式部分提供了一种HCM机台用靶材电子束焊接成型的方法,所述方法包括以下步骤:
(1)将原材料机加工形成锅型的靶材主体1,所述靶材主体1开口处的端面加工成斜面,并将法兰2的一个端面加工成与所述靶材主体1的端面相匹配的斜面;
(2)将步骤(1)得到的靶材主体1和法兰2的斜面接触装配后固定到工装夹具3内,所述工装夹具3安装于电子束焊接设备的腔体内;
(3)启动电子束焊接设备,抽真空后进行电子束焊接,电子束的方向与靶材主体1和法兰2的装配面平行,整圈焊接后得到HCM机台用靶材。
以下为本发明典型但非限制性实施例:
实施例1:
本实施例提供了一种HCM机台用靶材电子束焊接成型的方法,所述靶材电子束焊接成型时的装配结构示意图如图1所示,所述方法包括以下步骤:
(1)将原材料机加工形成锅型的靶材主体1,所述原材料的材质为铜,其机加工依次包括冲孔、扩孔以及冲压成型,所述靶材主体1开口处的端面加工成斜面,所述斜面为上端面,按自内向外的方向向下倾斜,与竖直方向的夹角为45度,并将法兰2的一个端面加工成与所述靶材主体1的端面相匹配的斜面,所述法兰2的材质为铜,其尺寸与靶材主体1的尺寸相匹配,所述法兰2上的斜面为下端面,按自内向外的方向向下倾斜,倾斜角与靶材主体1上斜面的倾斜角相同;
(2)将步骤(1)得到的靶材主体1和法兰2的斜面接触装配,装配过程为将步骤(1)加工后的靶材主体1和法兰2的斜面接触并对齐,在该倾斜角度下法兰2稳定放置于靶材主体1的上方,然后固定到工装夹具3的凹槽内,所述凹槽的形状和大小与靶材主体1的外壁相匹配,所述工装夹具3的侧面对称设置四个贯穿螺纹孔,通过紧固螺栓4来固定置于工装夹具3内的靶材主体1,所述工装夹具3安装于电子束焊接设备的腔体的旋转轴上,带动靶材主体1和法兰2随旋转轴倾斜及旋转;
(3)启动电子束焊接设备,抽真空至设备内的压力达到7×10
本实施例中,采用所述方法进行HCM机台用靶材的加工成型,尤其是靶材主体和法兰进行电子束焊接,保证焊接过程快速进行,焊接结合率可以达到100%,焊接强度为170MPa,并降低了该类异型靶材的加工难度。
实施例2:
本实施例提供了一种HCM机台用靶材电子束焊接成型的方法,所述方法包括以下步骤:
(1)将原材料机加工形成锅型的靶材主体1,所述原材料的材质为铜,其机加工依次包括冲孔、扩孔以及冲压成型,所述靶材主体1开口处的端面加工成斜面,所述斜面为上端面,按自内向外的方向向下倾斜,与竖直方向的夹角为30度,并将法兰2的一个端面加工成与所述靶材主体1的端面相匹配的斜面,所述法兰2的材质为铜,其尺寸与靶材主体1的尺寸相匹配,所述法兰2上的斜面为下端面,按自内向外的方向向下倾斜,倾斜角与靶材主体1上斜面的倾斜角相同;
(2)将步骤(1)得到的靶材主体1和法兰2的斜面接触装配,装配过程为将步骤(1)加工后的靶材主体1和法兰2的斜面接触并对齐,在该倾斜角度下法兰2稳定放置于靶材主体1的上方,然后固定到工装夹具3的凹槽内,所述凹槽的形状和大小与靶材主体1的外壁相匹配,所述工装夹具3的侧面圆周上均匀设置三个贯穿螺纹孔,通过紧固螺栓4来固定置于工装夹具3内的靶材主体1,所述工装夹具3安装于电子束焊接设备的腔体的旋转轴上,带动靶材主体1和法兰2随旋转轴倾斜及旋转;
(3)启动电子束焊接设备,抽真空至设备内的压力达到5×10
本实施例中,采用所述方法进行HCM机台用靶材的加工成型,尤其是靶材主体和法兰进行电子束焊接,保证焊接过程快速进行,焊接结合率可以达到100%,焊接强度为180MPa,并降低了该类异型靶材的加工难度。
实施例3:
本实施例提供了一种HCM机台用靶材电子束焊接成型的方法,所述方法包括以下步骤:
(1)将原材料机加工形成锅型的靶材主体1,所述原材料的材质为钽,其机加工依次包括冲孔、扩孔以及冲压成型,所述靶材主体1开口处的端面加工成斜面,所述斜面为上端面,按自内向外的方向向下倾斜,与竖直方向的夹角为60度,并将法兰2的一个端面加工成与所述靶材主体1的端面相匹配的斜面,所述法兰2的材质为钽,其尺寸与靶材主体1的尺寸相匹配,所述法兰2上的斜面为下端面,按自内向外的方向向下倾斜,倾斜角与靶材主体1上斜面的倾斜角相同;
(2)将步骤(1)得到的靶材主体1和法兰2的斜面接触装配,装配过程为将步骤(1)加工后的靶材主体1和法兰2的斜面接触并对齐,在该倾斜角度下法兰2稳定放置于靶材主体1的上方,然后固定到工装夹具3的凹槽内,所述凹槽的形状和大小与靶材主体1的外壁相匹配,所述工装夹具3的侧面圆周上均匀设置四个贯穿螺纹孔,通过紧固螺栓4来固定置于工装夹具3内的靶材主体1,所述工装夹具3安装于电子束焊接设备的腔体的旋转轴上,带动靶材主体1和法兰2随旋转轴倾斜及旋转;
(3)启动电子束焊接设备,抽真空至设备内的压力达到2×10
本实施例中,采用所述方法进行HCM机台用靶材的加工成型,尤其是靶材主体和法兰进行电子束焊接,保证焊接过程快速进行,焊接结合率可以达到100%,焊接强度为152MPa,并降低了该类异型靶材的加工难度。
实施例4:
本实施例提供了一种HCM机台用靶材电子束焊接成型的方法,所述方法包括以下步骤:
(1)将原材料机加工形成锅型的靶材主体1,所述原材料的材质为铜合金,其机加工依次包括冲孔以及冲压成型,所述靶材主体1开口处的端面加工成斜面,所述斜面为上端面,按自内向外的方向向下倾斜,与竖直方向的夹角为40度,并将法兰2的一个端面加工成与所述靶材主体1的端面相匹配的斜面,所述法兰2的材质为铜合金,其尺寸与靶材主体1的尺寸相匹配,所述法兰2上的斜面为下端面,按自内向外的方向向下倾斜,倾斜角与靶材主体1上斜面的倾斜角相同;
(2)将步骤(1)得到的靶材主体1和法兰2的斜面接触装配,装配过程为将步骤(1)加工后的靶材主体1和法兰2的斜面接触并对齐,在该倾斜角度下法兰2稳定放置于靶材主体1的上方,然后固定到工装夹具3的凹槽内,所述凹槽的形状和大小与靶材主体1的外壁相匹配,所述工装夹具3的侧面对称设置五个贯穿螺纹孔,通过紧固螺栓4来固定置于工装夹具3内的靶材主体1,所述工装夹具3安装于电子束焊接设备的腔体的旋转轴上,带动靶材主体1和法兰2随旋转轴倾斜及旋转;
(3)启动电子束焊接设备,抽真空至设备内的压力达到6×10
本实施例中,采用所述方法进行HCM机台用靶材的加工成型,尤其是靶材主体和法兰进行电子束焊接,保证焊接过程快速进行,焊接结合率可以达到100%,焊接强度为165MPa,降低了该类异型靶材的加工难度。
实施例5:
本实施例提供了一种HCM机台用靶材电子束焊接成型的方法,所述方法包括以下步骤:
(1)将原材料机加工形成锅型的靶材主体1,所述原材料的材质为钽合金,其机加工依次包括冲孔、扩孔、热处理以及冲压成型,所述靶材主体1开口处的端面加工成斜面,所述斜面为上端面,按自内向外的方向向下倾斜,与竖直方向的夹角为50度,并将法兰2的一个端面加工成与所述靶材主体1的端面相匹配的斜面,所述法兰2的材质为钽合金,其尺寸与靶材主体1的尺寸相匹配,所述法兰2上的斜面为下端面,按自内向外的方向向下倾斜,倾斜角与靶材主体1上斜面的倾斜角相同;
(2)将步骤(1)得到的靶材主体1和法兰2的斜面接触装配,装配过程为将步骤(1)加工后的靶材主体1和法兰2的斜面接触并对齐,在该倾斜角度下法兰2稳定放置于靶材主体1的上方,然后固定到工装夹具3的凹槽内,所述凹槽的形状和大小与靶材主体1的外壁相匹配,所述工装夹具3的侧面圆周上均匀设置三个贯穿螺纹孔,通过紧固螺栓4来固定置于工装夹具3内的靶材主体1,所述工装夹具3安装于电子束焊接设备的腔体的旋转轴上,带动靶材主体1和法兰2随旋转轴倾斜及旋转;
(3)启动电子束焊接设备,抽真空至设备内的压力达到8×10
本实施例中,采用所述方法进行HCM机台用靶材的加工成型,尤其是靶材主体和法兰进行电子束焊接,保证焊接过程快速进行,焊接结合率可以达到100%,焊接强度为160MPa,降低了该类异型靶材的加工难度。
对比例1:
本对比例提供了一种HCM机台用靶材电子束焊接成型的方法,所述方法参照实施例1中的方法,区别仅在于:步骤(1)中靶材主体1和法兰2的装配端面为水平面,步骤(2)中的倾斜角度相应调整。
本对比例中,由于靶材主体和法兰的装配面为平面,两者无法通过一次焊接,需要在水平面和垂直面各焊接一次,焊接操作复杂,生产效率降低,成本反而升高。
综合上述实施例和对比例可以看出,本发明所述方法针对某种特定结构的异型靶材,先加工成靶材主体,再将其与法兰部分进行电子束焊接,并根据靶材主体和法兰的装配面特点,选择合适的工装夹具的结构,通过调整装配件和工装夹具在电子束焊接设备内的位置关系,保证焊接过程的顺利进行,靶材主体和法兰的焊接结合率可以达到100%,焊接强度达到150~180MPa;所述方法能有效解决该类异型靶材难以整体成型的问题,降低其加工难度,同时减少原材料用量,降低成本,为该类异型靶材的成型提供了新的方式。
申请人声明,本发明通过上述实施例来说明本发明的详细方法,但本发明并不局限于上述详细方法,即不意味着本发明必须依赖上述详细方法才能实施。所属技术领域的技术人员应该明了,对本发明的任何改进,对本发明方法的等效替换及辅助操作的添加、具体方式的选择等,均落在本发明的保护范围和公开范围之内。
- 一种HCM机台用靶材电子束焊接成型的方法
- 一种HCM机台用靶材的成型方法