胶带解卷装置、胶带产品制造系统以及胶带解卷方法
文献发布时间:2023-06-19 13:45:04
技术领域
本发明涉及一种胶带解卷装置、一种胶带产品制造系统以及一种胶带解卷方法。
背景技术
本部分的内容仅提供了与本发明相关的背景信息,其可能并不构成现有技术。
胶带通过粘结而将两个或多个不相连的物体连接在一起,在包装、家居、医疗领域已得到广泛应用。例如,在医疗领域中,通常使用胶带将灭菌纱布、导管、敷料等包扎在患者的创口周围的皮肤上。在医疗应用中,微孔胶带由于其良好的透气性能,可以避免患者的贴胶带处出现红痒、斑疹等皮肤过敏而产生不适,从而广受医生和患者欢迎。在微孔胶带产品的制造过程中,通常将微孔胶带从胶带卷解卷并输送至分切装置等,以制造各种型号和规格的胶带产品。然而,胶带上的粘合剂易于通过胶带的微孔溢胶,使得在微孔胶带的解卷过程中,胶带卷上卷绕的微孔胶带易于产生粘连,造成微孔胶带的剥离角度易于出现跳变,使得在放卷过程产生较大的噪声,并且还会使得微孔胶带上的张力不均,进而影响下一生产过程,甚至对胶带造成损坏,从而影响胶带产品的成品率。
因此,期望对胶带产品的生产进行改进,优化胶带的解卷过程,降低噪声,提高胶带产品的成品率。
发明内容
本发明的一个目的在于降低胶带解卷过程中的噪声。本发明的另一目的在于避免使胶带产生褶皱,以提高胶带产品的成品率。
本发明的一个方面在于提供一种胶带解卷装置。该胶带解卷装置包括解卷轴,解卷轴设置成用于安装卷绕有胶带的胶带卷。该胶带解卷装置还包括解卷控制装置,解卷控制装置包括压辊,压辊安装成平行于解卷轴,并且压辊的位置能够被调节成使得压辊接触安装在解卷轴上的胶带卷的径向外表面,并且胶带在压辊与胶带卷的接触位置处从胶带卷剥离。
在一个实施方式中,解卷控制装置还包括:驱动装置,驱动装置设置成调节压辊的位置;控制器,控制器设置成控制驱动装置。
在一个实施方式中,解卷控制装置还包括:压辊支承件,压辊以可旋转的方式安装在压辊支承件上,并且压辊能够随压辊支承件一起运动;以及传动件,传动件设置成将压辊支承件连接至驱动装置,以使得驱动装置经传动件将压辊驱动成朝向或者远离解卷轴运动。
优选地,压辊还能够相对于压辊支承件沿压辊的轴向方向移动。
在一个实施方式中,压辊支承件包括:第一支承臂;第二支承臂,第二支承臂设置成与第一支承臂平行并且彼此间隔开;以及第一联接轴,第一联接轴固定连接至第一支承臂的第一端部和第二支承臂的第一端部,并且第一联接轴连接至传动件。压辊以可旋转的方式安装在第一支承臂的第二端部与第二支承臂的第二端部之间。
在一个实施方式中,解卷控制装置还包括检测装置,检测装置设置成检测压辊与胶带卷之间的接触压力。控制器基于检测装置的检测结果控制驱动装置。
在一个实施方式中,检测装置为安装在压辊上的压力传感器。
在一个实施方式中,压辊包括套筒,压辊的位置能够被调节成使得套筒接触安装在解卷轴上的胶带卷的径向外表面。
在一个实施方式中,压辊还包括中心轴,中心轴的两端固定安装在压辊支承件上,套筒套置在中心轴上,套筒能够绕中心轴旋转并且能够沿中心轴移动。
本发明的另一个方面在于提供一种胶带产品制造系统,该胶带产品制造系统包括根据本发明的胶带解卷装置。
本发明的又一个方面在于提供一种胶带解卷方法,该胶带解卷方法包括:将卷绕有胶带的胶带卷安装至解卷轴;以及设置平行于解卷轴的压辊,并调节压辊的位置以使压辊接触胶带卷的径向外表面,使胶带从压辊与胶带卷的接触位置处从胶带卷剥离。
胶带解卷方法还包括:检测压辊与胶带卷之间的接触压力,并基于所检测的接触压力调节压辊的位置。
根据本发明的胶带解卷装置、胶带产品制造系统以及角度解卷方法通过设置解卷控制装置,在胶带卷解卷过程中,使压辊始终以合适的压力接触胶带卷的径向外表面,使胶带始终从压辊与胶带卷的接触位置处从胶带卷剥离,使得胶带具有稳定的剥离角度,从而显著地降低了解卷过程中的噪声,并且使得解卷后的胶带具有合适的张力。并且优选地,通过使压辊能够横向移动,能够避免胶带产生褶皱。
附图说明
以下将参照附图仅以示例方式描述本发明的实施方式。在附图中,相同的特征或部件采用相同的附图标记来表示,并且附图不一定按比例绘制,并且在附图中:
图1示出了对比示例的胶带解卷的示意图;
图2示出了根据本发明的胶带解卷装置的示意性框图;
图3示出了根据本发明的第一实施方式的胶带解卷装置的示意图;
图4示出了图3中的胶带解卷装置的部分立体图;以及
图5示出了具有根据本发明的胶带解卷装置的胶带产品制造系统的一个示例的示意性框图。
具体实施方式
下文的描述本质上仅是示例性的而并非意图限制本发明、应用及用途。应当理解,在所有这些附图中,相似的附图标记指示相同的或相似的零件及特征。各个附图仅示意性地表示了本发明的实施方式的构思和原理,并不一定示出了本发明各个实施方式的具体尺寸及其比例。在特定的附图中的特定部分可能采用夸张的方式来图示本发明的实施方式的相关细节或结构。
在本发明的实施方式的描述中,所采用的与“上”、“下”、“左”、“右”相关的方位术语是以附图中所示出的视图的上、下位置和左、右位置来描述的。在实际应用中,本文中所使用的“上”、“下”、“左”、“右”的位置关系可以根据实际情况限定,这些关系是可以相互颠倒的。
图1示出了根据对比示例的胶带解卷的示意图。如图1所示,卷绕有胶带S的胶带卷M安装在解卷轴10上。由于卷绕在胶带卷M上的胶带S上的胶粘剂,在胶带卷M的解卷过程中,胶带S与胶带卷M之间产生粘连,在胶带S为微孔胶带的情况下,尤为如此,因为胶带S易于通过微孔产生溢胶。因此,在如图1所示地对胶带卷M进行解卷时,胶带卷M的卷径随着解卷的进行而变小,并且由于胶粘剂的粘连,胶带S从胶带卷M上剥离的位置易于发生变化,并因此使得胶带S的剥离角度α发生跳变,造成解卷过程中的噪音较大,甚至可能对操作人员的听觉造成损害。为此,在相关技术的胶带解卷装置的操作过程中,为了降低噪音,需要在胶带解卷装置上安装透明的隔音罩,并且即便如此,操作人员甚至也不得不戴着耳塞工作,影响操作人员的工作舒适性。另外,由于解卷过程中胶带S的剥离角度α的跳变,使得解卷后的胶带S的张力不均匀,并且甚至出现松弛,因此会影响胶带的后续的操作处理。
图2示出了根据本发明的胶带解卷装置1的示意性框图。如图2所示,胶带解卷装置1包括解卷轴10。解卷轴10设置成用于安装卷绕有胶带(例如,微孔医用胶带)的胶带卷。解卷轴10可以采用主动式解卷轴,也可以采用被动式解卷轴。另外,如图2所示,胶带解卷装置1还包括解卷控制装置20。解卷控制装置20设置成在胶带解卷过程中控制胶带从胶带卷剥离的位置,从而控制胶带的剥离角度,并控制解卷后的胶带上的张力。
解卷控制装置20包括压辊21、驱动装置22、控制器23以及检测装置24。压辊21能够被驱动成朝向或者远离解卷轴10运动。驱动装置22设置成驱动压辊21朝向或者远离解卷轴10运动,以调节压辊21的位置,进而调节压辊21与安装在解卷轴10上的胶带卷之间的接触压力。检测装置24设置成检测压辊21与安装在解卷轴10上的胶带卷之间的接触压力。例如,检测装置24可以以预定的周期检测压辊21与胶带卷之间的接触压力。优选地,检测装置24设置成实时地检测压辊21与胶带卷之间的接触压力。在一个示例中,检测装置24可以是安装在压辊21处的压力传感器。可替换地,检测装置24也可以是检测压辊21与安装在解卷轴10上的胶带卷的径向外表面之间的相对位置的位置传感器。控制器23设置成接收检测装置24的检测结果,并且基于该检测结果控制驱动装置22以驱动压辊21运动,以使压辊21始终以合适的压力接触胶带卷,控制胶带从胶带卷剥离的位置,从而使胶带在解卷过程中具有稳定的剥离角度,并使解卷后的胶带具有合适的张力。
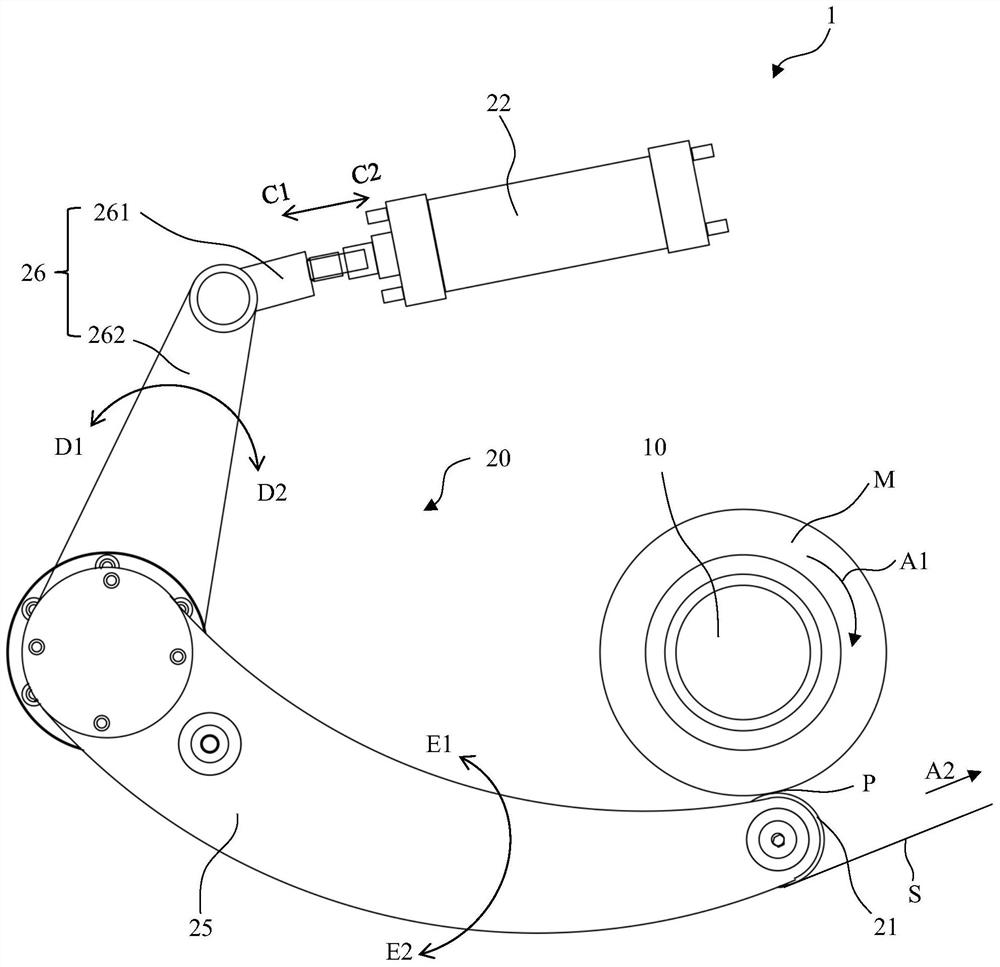
图3示出了根据本发明的一个实施方式的胶带解卷装置1的部分示意图,图4示出了胶带解卷装置1的安装立体图,其中,未示出胶带解卷装置1的控制器23和检测装置24。如图3和图4所示,解卷轴10安装在安装板B上。安装板B可以是胶带产品制造系统的安装板。在图中所示的示例中,解卷轴10为带有驱动装置(图中未示出)的主动式解卷轴,解卷轴10能够在其驱动装置的驱动下旋转,并带动安装在该解卷轴10上的胶带卷M旋转以解卷。因此,解卷轴10以可旋转的方式安装在安装板B上。优选地,如图4所示,在解卷轴10的外周表面上安装有衬套11,以有利于解卷轴10与安装在其上的胶带卷M的卷筒的稳定接合,使得安装在解卷轴10上的胶带卷M能够与解卷轴10一体地旋转。
如图3所示,解卷控制装置20还包括压辊支承件25以及传动件26。图4示出了压辊支承件25的一种示例性的结构。如图4所示,压辊支承件25包括第一支承臂251、第二支承臂252以及第一联接轴253。第一支承臂251和第二支承臂252设置成彼此大体平行并且间隔开。第一联接轴253位于压辊支承件25的第一端部(图3和图4中的左端部)。第一支承臂251的第一端部和第二支承臂252的第一端部均固定安装至第一联接轴253,使得第一支承臂251和第二支承臂252与第一联接轴253一体地运动。压辊支承件25的第一端部安装在安装板B上,而压辊支承件25的第二端部悬置。具体地,如图4所示,位于压辊支承件25的第一端部的第一联接轴253以可旋转的方式安装至安装板B,使得压辊支承件25可旋转地安装在安装板B上,能够绕第一联接轴253的轴线旋转。例如,在一个示例中,第一联接轴253的一端可以穿过安装板B上的安装通孔(图4中未示出)并且以可旋转的方式支承在安装板B上。
压辊支承件25经传动件26连接至驱动装置22的输出轴。在一个示例中,驱动装置22可以是气缸。可替换地,驱动装置22也可以是液压缸或者马达。如图3所示,传动件26包括第一传动件261和第二传动件262。驱动装置22以及传动件26(图4中未示出)安装至安装板B的背面。第一传动件261的一端安装至驱动装置22的输出轴,第一传动件261的相反的另一端铰接至第二传动件262。第二传动件262可以为刚性的曲柄,第二传动件262的一端铰接至第一传动件261,并且第二传动件262的相反的另一端固定连接至压辊支承件25的第一联接轴253。通过上述设置,第二传动件262与压辊支承件25能够一体地运动。
压辊21由压辊支承件25支承成平行于解卷轴10,并经传动件26连接至驱动装置22的输出轴。压辊21以可旋转的方式安装在压辊支承件25的第二端部,并且能够随压辊支承件25一体地运动。具体地,如图4所示,压辊21安装在第一支承臂251的第二端部与第二支承臂252的第二端部之间,平行于解卷轴10。压辊21的轴向长度设置成大于待解卷的胶带卷M的宽度。压辊21由压辊支承件25支承,能够与压辊支承件25以及第二传动件262一体地运动,并且压辊21还能够绕压辊21的轴线旋转,使得在胶带解卷过程中,随着胶带解卷并输送至下游的处理装置,压辊21可以相应地旋转,避免对胶带产生阻力。在一个示例中,压辊21包括中心轴(图3和图4中未示出)和套筒211,该中心轴的两端分别固定第一支承臂251的第二端部与第二支承臂252的第二端部,套筒211套置在该中心轴上并且能够绕该中心轴旋转。压辊21的位置能够被调节成使得套筒211接触安装在解卷轴上的胶带卷M的径向外表面,套筒211的长度大于胶带卷M的宽度。优选地,如图4所示,压辊支承件25还包括第二联接轴254,以更稳定地连接第一支承臂251和第二支承臂252,从而为压辊21提供更稳定的支承。
当对胶带卷M进行解卷时,首先将胶带卷M安装在解卷轴10上,并将卷绕在胶带卷M上的胶带S包绕压辊21,如图3中所示。然后,通过解卷控制装置20调节压辊21的位置,使压辊21以合适的压力接触安装在解卷轴10上的胶带卷M的径向外表面,控制胶带S从胶带卷M解卷的位置,并调节压辊21与胶带卷M之间的接触压力。
具体地,当检测装置24(图3和图4中未示出)的检测结果显示压辊21未与胶带卷M的径向外表面接触或者压辊21与胶带卷M的径向外表面之间的接触压力不足时,控制器23(图3和图4中未示出)将驱动装置22控制成使得驱动装置22的输出轴沿图3中所示的方向C1伸出,于是驱动装置22的输出轴经第一传动件261使第二传动件262绕第一联接轴253的轴线沿图3中的箭头D1所示的方向旋转,并由此带动压辊支承件25绕第一联接轴253的轴线沿图3中的箭头E1所示的方向旋转,使得压辊21朝向解卷轴10运动,以便以合适的压力接触安装在解卷轴10上的胶带卷M的径向外表面,将卷绕在胶带卷上的胶带S夹置在胶带卷M与压辊21之间。随着解卷轴10沿图3中的箭头A1所示的方向旋转并带动胶带卷M旋转,胶带S从胶带卷M剥离,并带动压辊21旋转。在解卷过程中,胶带卷M的卷径随着解卷的进行而逐渐减小,但一旦检测到由于胶带卷M的卷径减小而使得压辊21与胶带卷M的径向外表面之间的接触压力不足时,压辊21被驱动成朝向解卷轴10运动。因此,通过解卷控制装置20的上述设置,压辊21始终以合适的压力接触胶带卷M的径向外表面,使得胶带S始终在压辊21与胶带卷M之间的接触位置P处从胶带卷M剥离,因此在解卷过程中,胶带的剥离角度不会跳变,并且解卷后的胶带S经压辊21输送至下游,例如,输送至下游的处理装置,胶带S能够具有合适的张力。
另一方面,当检测装置24检测到压辊21与胶带卷M之间的接触压力过大或者需停止解卷时,控制器23将驱动装置22控制成使得驱动装置22的输出轴沿图3中所示的方向C2缩回,于是驱动装置22的输出轴经第一传动件261使第二传动件262绕第一联接轴253的轴线沿图3中的箭头D2所示的方向旋转,并由此带动压辊支承件25绕第一联接轴253的轴线沿图3中的箭头E2所示的方向旋转,使得压辊21远离解卷轴10运动,以减小压辊21与安装在解卷轴10上的胶带卷M之间的接触压力,或者使压辊21不与胶带卷M接触。
因此,在解卷过程中,压辊21能够始终以合适的压力接触安装在解卷轴10上的胶带卷M的径向外表面,胶带始终从压辊21与胶带卷M之间的接触位置P处从胶带卷M解卷,胶带的剥离角度稳定,而不会跳变,能够显著降低解卷过程中的噪声,并且使得解卷后的胶带S具有合适的张力并沿图3中的箭头A2所示的方向输送至下游,有利于下游的处理。
优选地,压辊21设置成还能够相对于压辊支承件25横向移动,即,沿压辊21的轴向方向移动,如图4中的箭头X所示。通过这种设置,使得当在胶带解卷装置1的下游对从胶带解卷装置1输送的胶带S的横向位置进行调整时,压辊21可以相应地滑动,从而避免包绕在压辊21上的胶带S产生褶皱。在此示例中,压辊21可以采用包括中心轴和套置在该中心轴上的套筒211的构型,该中心轴的两端分别固定至第一支承臂251的第二端部和第二支承臂252的第二端部,套筒211的长度小于第一支承臂251的第二端部与第二支承臂252的第二端部之间的间隔,使得套筒211能够绕该中心轴旋转,并且还能够沿该中心轴移动。套筒211可以是不锈钢套筒。可替换地,套筒211可以是黄铜套筒或者可以采用其他合适的形式。可替换地,压辊21也可以采用仅包括套筒而不包括上述中心轴的构型。在此构型中,套筒的两端可以分别套置在位于第一支承臂251的第二端部和第二支承臂252的第二端部处的突出柄部上。在一个示例中,该突出柄部为安装至第一支承臂251的第二端部和第二支承臂252的第二端部处的螺栓的柄部。可替换地,该突出柄部为位于一体地设置在第一支承臂251的第二端部和第二支承臂252的第二端部处的突出部。
以上介绍了根据本发明的第一实施方式的胶带解卷装置1以及胶带解卷方法。通过在胶带解卷装置1中设置上述解卷控制装置20,在胶带卷M解卷的过程中,通过调整压辊21的位置,使得压辊21始终以合适的压力接触胶带卷M的径向外表面,卷绕在胶带卷M上的胶带S始终在压辊21与胶带卷M的接触位置P处从胶带卷M解卷,使得胶带具有稳定的剥离角度,而不会跳变,可以显著降低解卷过程中的噪声。在根据本发明的胶带解卷装置1的操作过程中,无需设置隔音罩,即可达到满意的降噪效果。在相关技术的胶带解卷装置与根据本发明的胶带解卷装置1的一个对比测试中,在该相关技术的胶带解卷装置上安装有机玻璃的隔音罩,而在根据本发明的胶带解卷装置1上不设置隔音罩且测得的噪音低于在该相关技术的胶带解卷装置上测得的噪音。并且,通过根据本发明的胶带解卷装置1解卷后的胶带S具有适当的张力,有利于后续的处理,例如,有利于后续的模切。并且优选地,通过将压辊21设置成能够相对于压辊支承件25横向(沿压辊21的轴向方向)移动,还能够避免胶带S在进行横向位置纠偏的过程中产生褶皱。
图5示出了设置有根据本发明的胶带解卷装置1的胶带产品制造系统100的一个示例的示意性框图。在图5所示的示例中,胶带产品制造系统100为输液贴模切系统。胶带产品制造系统100包括根据本发明的胶带解卷装置1,并且还包括设置在胶带解卷装置1下游的多个处理装置,即胶带纠偏装置2、模切装置3、贴合装置4、包装装置5以及输送装置6。胶带解卷装置1设置成用于对微孔医用胶带卷进行解卷,并将解卷的微孔医用胶带输送至下游的处理装置。胶带纠偏装置2用于对解卷后的胶带进行横向位置纠偏。模切装置3设置成对解卷后的胶带进行模切,将胶带模切成具有预定宽度的多个胶带条,并将各胶带条分切成具有合适尺寸的胶带块。贴合装置4设置成用于在胶带的设置有粘合剂的一侧贴合背衬层。在一个示例中,贴合装置4可以整合在模切装置3中,使得在解卷后的胶带被模切成多个胶带条之后,在各胶带条的设置有粘合剂的一侧贴合背衬层,然后将贴有背衬层的各胶带条再被模切成具有合适尺寸的胶带块,从而制造成具有预定尺寸的输液贴。包装装置5设置成用于对模切出的输液贴进行包装,例如,将裁切出的一个或多个输液贴包装在一个包装袋内,以制成输液贴产品。输送装置6设置成用于制成的输液贴产品输送至下游的产品接收台。可替换地,胶带产品制造系统100也可以是其他类型的胶带产品制造系统,可以仅包括上述处理装置中的一部分,或者还可以包括其他处理装置。
以上示出了根据本发明的优选实施方式的胶带解卷装置和设置有该胶带解卷装置的胶带产品制造系统的示例性实施方式。然而,应该理解的是,本发明并不局限于上文详细描述和示出的具体实施方式。在不偏离本发明的主旨和范围的情况下,本领域的技术人员能够对本发明进行各种变型和变体。所有这些变型和变体都落入本发明的范围内。而且,所有在此描述的构件都可以由其他技术性上等同的构件来代替。
- 胶带解卷装置、胶带产品制造系统以及胶带解卷方法
- 一种胶带解卷导送装置