一种纱线定长控制装置及其控制方法
文献发布时间:2023-06-19 19:27:02
技术领域
本发明涉及络丝技术领域,具体涉及一种纱线定长控制装置及其控制方法。
背景技术
纱线是一种纺织品,用各种纺织纤维加工成一定细度的产品,用于织布、制绳、制线、针织和刺绣等,分为短纤维纱,连续长丝等,纱线的细度有多种表示方法,例如号数、公制支数、英制支数、旦尼尔等,纱线的捻度用每米或每英寸的捻回数表示,毛纱及毛线一般用于纺织羊毛衫、毛裤、毛背心、围巾、帽子及手套和编织各种春秋季节服饰用品,除保暖外还有装饰作用,纺织纱线制作过程中,需通过卷筒将其定长收卷。
在现有技术中心,通常通过转轮的旋转速度、转轮周长和转动次数,累计计算出总线长,具体为:通过纱线,带动小转轮的旋转,再根据轮圆周,通过转速,计算得出线的长度,系统由测速装置、切丝器、主控制器张力调节器等组成。
但该方式在实际使用过程中存在以下缺点:
1、成本高:每一锭纱线都要需配一个定长仪,仪器需求数量大,综合成本很高。
2、误差大:由于采用小转轮周长进行计长,实际运行中,每一转计算长度和实际长度都会存在一定长度误差,经过大量次数的累积后,该误差会被严重放大,同时由于采用的是计速模式,通过速度换算转动次数,每次起始、停留的位置都是随机、无法确定,从而引入新的误差。以上两点都会导致最终线长误差极大。
3、一致性差:由于仪器数量多,因各仪器之间自身引起的误差差异较大,不稳定。
4、稳定性差:由于仪器数量多,仪器出现故障的概率大大加大。
中国专利号CN114275629A公开了一种纺织纱线定长收卷绕转机械,通过设有的底板、侧板、定长装置、引导装置、收卷装置和切割装置协同完成纺织纱线的定长收卷。
上述公开的这种收卷装置带动计量辊与旋转杆旋转,使得旋转杆拨动计数器,从而使得计量辊配合计数器确定纺织纱线的长度,但在实际使用过程中,计量辊的转速无法定速,造成纱线的张力随着计量辊的转速而发生变化,在张力的作用下容易造成纱线的张拉,影响纱线的长度,同时当纱线与计量辊之间存在倾斜角度,或纱线在计量辊上的厚度逐渐增加时,计量辊的每一转计算长度和实际长度都会存在一定长度误差,经过大量次数的累积后,该误差会被严重放大,影响纱线的定长精准度。
发明内容
本发明是为了克服上述现有技术中的缺陷,提供一种多绕线轮同步运行、定速转动、计时方式来计量线长的纱线定长控制装置及其控制方法。
为了实现上述发明目的,本发明采用以下技术方案:一种纱线定长控制装置,包括机体和转动连接于机体上的若干绕线轮,若干绕线轮成排设置于机体上,且若干绕线轮上均设有带动绕线轮转动的转动轴;相邻所述转动轴之间设有带动相邻转动轴同步转动的同步传动件,所有绕线轮在同步传动件作用下同步转动;其中一个所述转动轴上连接有伺服电机,且伺服电机电性连接有控制伺服电机的控制器,控制器电性连接有切丝器。
作为本发明的一种优选方案,若干所述绕线轮等距排布于机体上。
作为本发明的一种优选方案,所述绕线轮包括主绕线轮和次绕线轮,主绕线轮与伺服电机通过转动轴相连接,次绕线轮与主绕线轮通过至少一个同步传动件相连接。
作为本发明的一种优选方案,所述主绕线轮的转动轴上设有一个同步传动件,该同步传动件与相邻同步传动件相连接。
作为本发明的一种优选方案,所述次绕线轮的转动轴上设有两个同步传动件,两个同步传动件同时与该次绕线轮相邻两侧的同步传动件相连接。
作为本发明的一种优选方案,所述同步传动件包括同步轮和同步带,同步带同时与两个绕线轮上的同步轮相连接。
作为本发明的一种优选方案,所述控制器包括电性连接的计时控制器和伺服电机控制开关,计时控制器同时控制伺服电机控制开关和切丝器。
一种纱线定长控制装置的控制方法,包括权利要求1-7任一项所述的纱线定长控制装置,包括以下步骤:
步骤A:调整转速,通过伺服电机控制开关设置并调整伺服电机的额定输出转速;
步骤B:设定标准,将所需额定单位长度的纱锭和纱线装入纱线定长控制装置的其中一个绕线轮;
步骤C:测定标准,测试所需额定单位长度纱线所需的绕线时间,即伺服电机的启动时长;
步骤D:装入纱线,将所需绕制的同种纱线,装入纱线定长控制装置的各个绕线轮,选择与步骤C中相同的参数设置选项;
步骤E:绕制纱线,启动伺服电机,带动各个绕线轮进行绕线,当伺服电机的启动时长达到步骤C中的绕线时间时,切丝器切断纱线;
步骤F:完成绕线,各个绕线轮均完成所需额定单位长度纱线的绕线。
作为本发明的一种优选方案,所述步骤A中额定输出转速包括电机的起始加减速和最高转速。
作为本发明的一种优选方案,所述步骤C绕线完成后,保存该种纱线、绕线轮的类型,以及额定单位长度纱线的绕线所用时长和伺服电机的转速。
与现有技术相比,本发明实施例的有益效果是:
1、采用了系统集成的方式,所以使得系统结构和控制都更简单,在一个伺服电机作用下带动多个绕线轮进行绕线作业,且所有的绕线轮在同步传动件作用下始终处于同步转动状态,控制一个绕线轮的转速即可控制所有绕线轮的转速,确保各个绕线轮在绕制过程中均处于同步绕制状态;
2、通过控制绕制时长来控制纱线的绕制长度,没有了纱线绕制厚度和倾斜角度的干涉,使得绕制长度相对于绕制圈数控制方式具有更好的精准度,不受温湿度、振动、动态数据采集等影响;
3、通过先定位标准参数(转速、绕线轮、时间),然后再完全重现的方式,与常规动态检测、动态识别方式相比,更易于控制、稳定、精度更高。
4、一致性好,所有的纱线和纱锭同步控制,同时多个绕线轮只需操作一次即可实现多个绕线轮的同步绕制作业,效率高。
附图说明
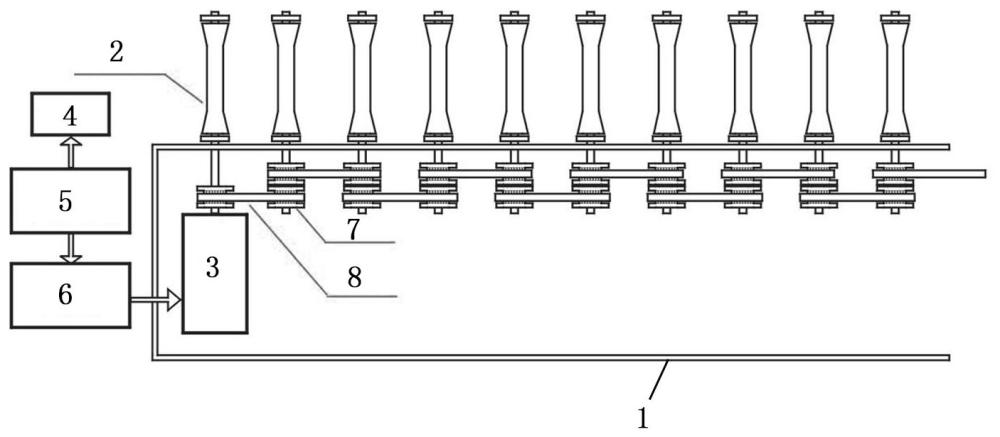
图1是本发明的结构示意图;
附图标记:机体1,绕线轮2,伺服电机3,切丝器4,计时控制器5,伺服电机控制开关6,同步轮7,同步带8。
具体实施方式
下面结合附图对本发明实施例作详细说明。
如图1所示,一种纱线定长控制装置,包括机体1和转动连接于机体1上的若干绕线轮2,若干绕线轮2成排设置于机体1上,且若干绕线轮2上均设有带动绕线轮2转动的转动轴;相邻所述转动轴之间设有带动相邻转动轴同步转动的同步传动件,所有绕线轮2在同步传动件作用下同步转动;其中一个所述转动轴上连接有伺服电机3,且伺服电机3电性连接有控制伺服电机3的控制器,控制器电性连接有切丝器4。
转动轴均与相对应的绕线轮2同轴转动,且机体1上设有与转动轴相对应的轴承,在同步传动件的作用下,当其中一个转动轴发生转动时,带动所有的绕线轮同步转动,并在同步传动件的作用下,所有的绕线轮的转速相同,在控制器的作用下对伺服电机3的开启时长和启停时间进行控制,并在控制器作用下对切丝器4进行控制。
一个绕线轮2对应一根纱线,绕线轮2的数量可根据实际需要进行设置,当其中一个绕线轮2带动所有绕线轮2同步转动时,所有绕线轮2均进行对应纱线的绕制作业,根据绕线轮2的数量,可实现同时对若干个绕线轮2实现纱线的绕制作业。
若干绕线轮2等距排布于机体1上,绕线轮2的数量根据实际需要进行设置,且所有的绕线轮2尺寸相同,所有的绕线轮2位于同一水平高度上,便于同步传动件与所有的绕线轮2进行同步传动。
绕线轮2包括主绕线轮和次绕线轮,主绕线轮与伺服电机3通过转动轴相连接,次绕线轮与主绕线轮通过至少一个同步传动件相连接,伺服电机3的带动主绕线轮的转动轴转动,从而带动主绕线轮的转动,而在主绕线轮的转动作用下带动另外的所有次绕线轮的转动。
主绕线轮的转动轴上设有一个同步传动件,该同步传动件与相邻同步传动件相连接,次绕线轮的转动轴上设有两个同步传动件,两个同步传动件同时与该次绕线轮相邻两侧的同步传动件相连接。
主绕线轮位于若干绕线轮2的最外侧,主绕线轮上只设有一个同步传动件,因此主绕线轮只与一个次绕线轮通过同步传动件传动,而另外的绕线轮2均为次绕线轮,次绕线轮沿绕线轮2的排列方向依次排布。
同步传动件包括同步轮7和同步带8,同步带8同时与两个绕线轮2上的同步轮7相连接,同步轮7与相对应的转动轴之间通过键和键槽的方式同步转动,且次绕线轮上的两个同步轮7之间可设置相连接的锁紧件,确保次绕线轮上的两个同步轮7同步转动,同步带8绕设于同步轮7上。
在转动轴的转动过程中,带动同步轮7的同步转动,从而带动同步轮7上相对应的同步带8的传动,带动与同步带8相连接的另一个同步轮7的转动,进而带动相邻转动轴的转动,带动相邻绕线轮2的转动,在同步轮7尺寸相同的作用下,在同一根同步带8的传动作用中,确保同步带8相对应的两个绕线轮2的同步同速转动。
控制器包括电性连接的计时控制器5和伺服电机控制开关6,计时控制器5同时控制伺服电机控制开关6和切丝器4。
一种纱线定长控制装置的控制方法,包括纱线定长控制装置,包括以下步骤:
步骤A:调整转速,通过伺服电机控制开关6设置并调整伺服电机3的额定输出转速,伺服电机按不同规格本身具有额定转速和最高转速,额定输出转速包括电机的起始加减速和最高转速,通过伺服电机3的输入电压量来控制和调节伺服电机3的额定输出转速,例如驱动器内部参数默许的是每1V电压值,伺服电机3每分钟转500圈,输出3V电压,即是每分钟1500转,通过控制电压的输入量来调节伺服电机3的转速至伺服电机3的额定转速。
步骤B:设定标准,将所需额定单位长度的纱锭和纱线装入纱线定长控制装置的其中一个绕线轮2,该额定单位长度的纱线可根据实际需要进行设置,例如,该额定单位长度的纱线可可为满足生产所需的长度要求,并将该纱线绕设于其中一个绕线轮2上。
步骤C:测定标准,测试所需额定单位长度纱线所需的绕线时间,即伺服电机3的启动时长,通过在纱锭上也设置计时器,通过计算伺服电机3的开启时间至纱线末端脱离纱锭的时间,计算该额定单位长度纱线绕制完成所需的时长T,将该时长和对应的参数设定为一个标准时。
绕线完成后,保存该种纱线、绕线轮2的类型,以及额定单位长度纱线的绕线所用时长和伺服电机3的转速。
步骤D:装入纱线,将所需绕制的同种纱线,装入纱线定长控制装置的各个绕线轮2,选择与步骤C中相同的参数设置选项,此时选用的绕线轮2尺寸与步骤C中的绕线轮2尺寸相一致,且此时伺服电机3的类型和输入电压均与步骤C中的伺服电机3参数相一致。
步骤E:绕制纱线,启动伺服电机3,带动各个绕线轮2进行绕线,当伺服电机3的启动时长达到步骤C中的绕线时间时,切丝器4切断纱线。
在绕制纱线过程中,在绕线轮2转速相同的作用下,纱线收到的张力与步骤C中纱线收到的张力相一致,当绕线轮2转动至与步骤C相同时长T时,此时各个绕线轮2上绕制的纱线长度与步骤C中额定单位长度纱线的长度相一致,在切丝器4对纱线进行切断,完成对额定单位长度纱线的绕制的复制。
步骤F:完成绕线,各个绕线轮2均完成所需额定单位长度纱线的绕线,在一个伺服电机3的作用下,完成对若干个绕线轮2的同步绕制作业。
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现;因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
尽管本文较多地使用了图中附图标记:机体1,绕线轮2,伺服电机3,切丝器4,计时控制器5,伺服电机控制开关6,同步轮7,同步带8等术语,但并不排除使用其它术语的可能性。使用这些术语仅仅是为了更方便地描述和解释本发明的本质;把它们解释成任何一种附加的限制都是与本发明精神相违背的。
- 一种信号控制装置及方法、显示控制装置及方法、显示装置
- 控制工具对工件定长切割的加工方法、切割装置和机床
- 纱线勾取控制方法、装置和纺织机
- 一种控制方法、控制装置及控制系统
- 一种智能门锁控制方法、控制装置、门锁、门及控制系统
- 用于输送纱线的输送装置,确定纱线张力的方法和控制输送纱线的执行机构的控制装置的应用
- 用于控制和监控纱线处理系统的装置和方法以及用于在纱线处理系统中进行通讯并用于控制纱线处理系统的装置