一种微孔电火花加工机床的R轴结构
文献发布时间:2024-01-17 01:20:32
技术领域
本发明涉及加工设备技术领域,尤其是涉及精密磨具的加工。
背景技术
随着国家科技发展,在电子工业、国防、航天等领域中都需要用到精密微小孔,而随着新型材料的不断发展和应用,使微孔加工领域受到严峻的挑战,在不断优化传统结构的同时,也在不断地寻求新的技术。
电火花是一种重要的特种加工技术,在正负电极之间进行脉冲放电过程中,通过电腐蚀现象对材料表面进行加工。相比传统刀具切削在微孔加工领域有独特的优势,使用极细的电极丝代替极细的刀具,可以有效地避免细刀具在生产和维护上的问题,并且不受工件材料的限制,可以对任何导电材料进行微孔加工。但电火花加工微孔仍在精度方面存在问题,如何提高微孔加工质量和精度使需要解决的问题。
发明内容
本发明的目的在于提供一种微孔电火花加工机床的R轴结构,以满足现在微孔加工的需求和解决微孔电火花加工精度较低的问题。
为实现上述目的,本发明提供了以下技术方案:
本发明提供一种微孔电火花加工机床的R轴结构,主要包含附在Z轴上的转接板、驱动电机、旋转头、进气座、用于放电极丝的芯管、夹丝管、夹爪、松放冲断器和陶瓷导向头等。
作为本发明的进一步改进,所述的微孔电火花加工机床的R轴结构的气动夹紧的实现是通过气浮式松夹机构,通气时,夹丝管在气体压力的作用下沿着轴线向上运动,压缩弹簧,夹丝管在气压和弹簧力的合力下悬浮,使之放松对电极丝的压紧;松气时,夹丝管在弹簧力的作用下向下运动,重新复位并在弹簧力的作用下重新压紧电极丝。
作为本发明的进一步改进,所述采用手指气缸悬浮气动夹紧的复合控制方式,通过针型气缸的夹爪和松放冲断器,由松放冲断器控制夹爪加紧或松开,同时配合微动进给轴的上下移动,实现电极丝的自动进给和大行程补偿性进给。
作为本发明的进一步改进,所述可以完成旋转加工和不旋转加工两种加工方式,旋转时采用带传动,在轴端和电机端分别设置一个带轮,依靠电机端带轮和传送带使电极丝旋转,保证了加工出的孔型为更精准地圆形,且使得电极丝在横截面上的规则损耗。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,下面描述中的附图仅仅是本发明的一些实施例。
图1是本发明微孔电火花加工机床的R轴结构的工作示意图。
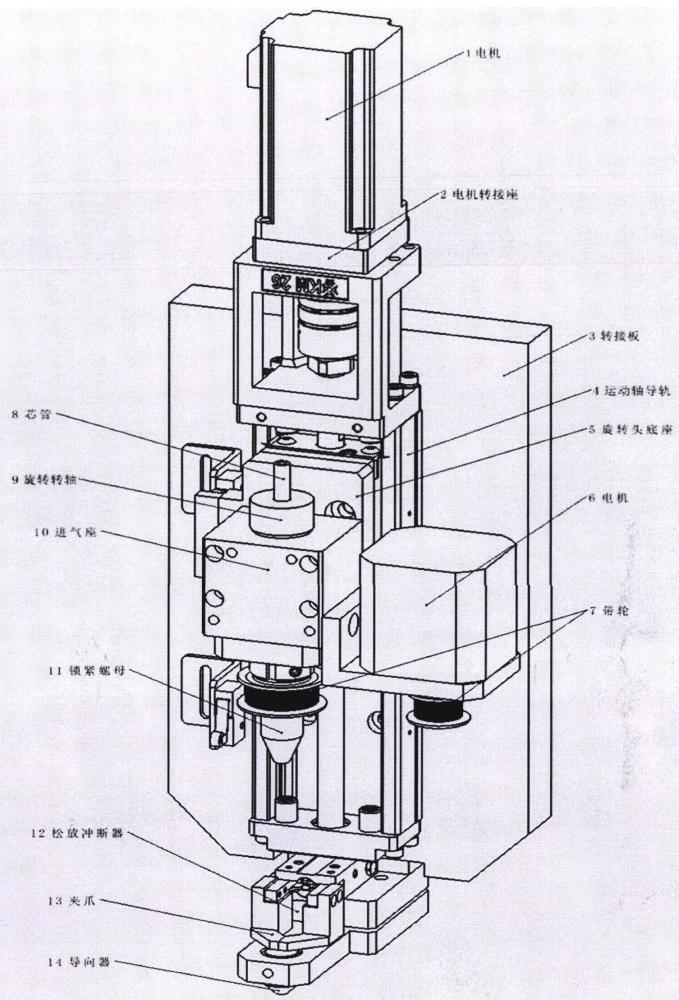
图2是本发明微孔电火花加工机床的R轴结构示意图。
图中1、伺服电机;2、电机转接座;3、转接板;4、运动轴导轨;5、旋转头底座;6、电机;7、带轮;8、芯管;9、旋转转轴;10、进气座;11、锁紧螺母;12、松放冲断器;13、夹爪;14、导向器;15、夹丝管;16、弹簧;17、气密环。
图3是本发明微孔电火花加工机床的R轴结构的工作原理示意图。
图中10、进气座吸入空气,15、夹丝管在气压的作用下沿轴线向上运动,在向上运动的过程中压缩16、弹簧,15、夹丝管悬浮在旋转轴内孔里夹紧电极丝;放气后,气压消失,由在16、弹簧里的作用下使15、夹丝管向下运动,16、弹簧伸展完成复位,并在弹簧力的作用下使15、夹丝管压紧电极丝。
具体实施方式
为使本发明的目的、技术方案和优点更加清楚,下面将对本发明的技术方案进行详细的描述。显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所得到的所有其它实施方式,都属于本发明所保护的范围。
作为本发明的一种改进,采用“气浮式松夹机构”实现加工过程中电极丝的夹紧与松放。具体的,如图3所示,加工时将电极丝放入8、芯管中,10、进气座识别数控系统指令,吸入空气,15、夹丝管在气压的作用下沿轴线向上运动,在向上运动的过程中压缩16、弹簧,在气动和弹簧力的合力作用下,15、夹丝管悬浮在旋转轴内孔里,使得夹丝管放松对电极丝的夹紧;放气后,气压消失,由在16、弹簧里的作用下使15、夹丝管向下运动,16、弹簧伸展完成复位,并在弹簧力的作用下使15、夹丝管压紧电极丝。
为保证加工过程中电极丝可以损耗均匀且加工出的孔更加接近圆形,作为本发明的一种改进,设计了一种带传动控制芯管旋转的结构,6、电机带动7、带轮使与9、旋转转轴衔接的8、芯管转动,从而实现电极丝在加工时可以自行旋转。
作为本发明的一种改进,为实现加工生产过程中自动化程度,减少人工参与比重,采用了一种“手指气缸悬浮启动夹紧的复合控制”方式,长时间的加工过程中大量损耗的电极丝长度可通过该方式实现大行程补偿性进给。
具体的,由数控系统指令在合适时控制12、松放冲断器,使得13、夹爪夹紧电极丝末端,由10、进气座通气,夹丝管此松开电极丝,微动进给轴向上运动,与此同时电极丝由于被夹爪拉住而不会与轴一起向上运动,所以当再次由10、进气座松气,使15、夹丝管夹紧电极丝时,便完成了大行程补偿性进给的目的。
以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。
- 一种数控电火花微孔加工机床的维修辅助装置
- 一种数控电火花微孔加工机床的工件夹持装置