一种面接触钢丝绳高效率生产用旋转锻拉模具
文献发布时间:2023-06-19 09:32:16
技术领域
本发明属于钢套索具技术领域,具体涉及一种面接触钢丝绳高效率生产用旋转锻拉模具。
背景技术
目前,面接触钢丝绳生产方法主要有辊轧法、整体模拉法以及锻打法。从产品质量方面(残余应力、表面质量、疲劳性能)进行比较,锻打法最优,辊轧法次之,整体模拉法最差;从生产效率进行比较,从快到慢依次为辊轧法(20~30m/min)、整体模拉法(10~20m/min)、锻打法(<5m/min);从操作难易度进行比较,由难到易依次为整体模拉法、辊轧法、锻打法;从投入成本和维护成本方面进行比较,成本由高到低依次为辊轧法、整体模拉法、锻打法。
在产品质量、操作难易度和投入成本方面综合比较,锻打法无疑是中小企业的最优选择。而生产效率低无疑是阻碍锻打法进一步发展的绊脚石。
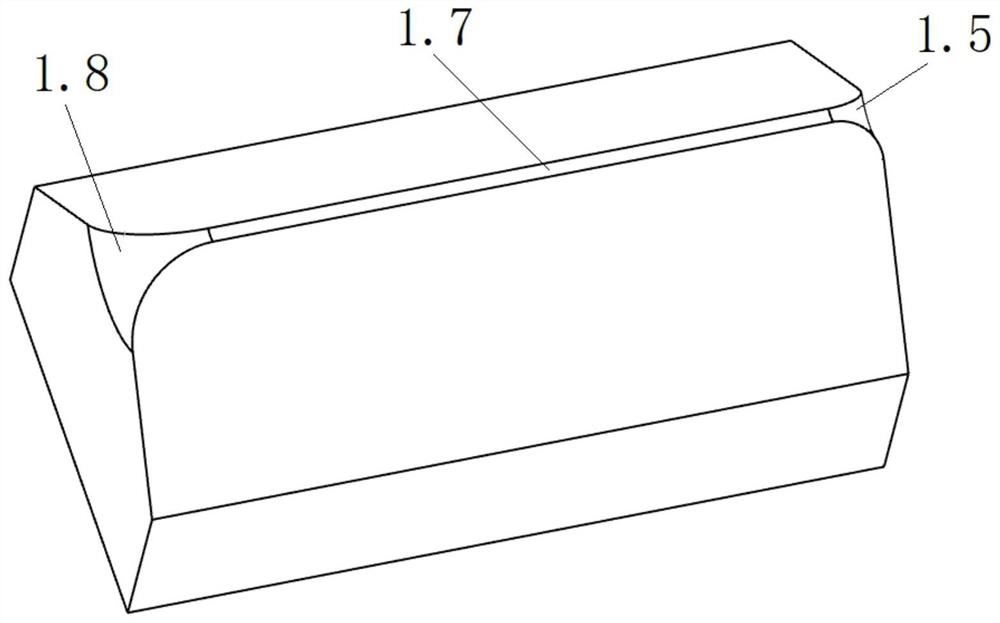
如图1所示,现有的面接触钢丝绳生产用旋转锻拉模具上仅设置有入口区1.5、定径区1.7以及出口区1.8,整个定径区1.7内腔大小不变,这就导致钢丝绳进入模具后急剧变形,使得产品以及模具的使用寿命较短。
发明内容
本发明的目的在于提供一种面接触钢丝绳高效率生产用旋转锻拉模具,以解决上述背景技术中提出的使用现有的面接触钢丝绳生产用旋转锻拉模具生产的钢丝绳使用寿命较短的问题。
为实现上述目的,本发明提供如下技术方案:一种面接触钢丝绳高效率生产用旋转锻拉模具,它包括模具基体,所述模具基体顶部为左右对称的接触面,两个接触面相交的位置开设有基体槽,所述基体槽内设置有缎拉部,所述缎拉部顶部开设有模槽,所述模槽由圆弧面构成,所述模槽由前到后依次为入口区、变形区、定径区以及出口区,所述变形区的内腔有锥度,所述定径区的内腔没有锥度,所述变形区的内腔逐渐过渡到最小段,所述定径区的内腔与变形区内腔的最小段大小相同且与变形区内腔正好相契合;
所述模具基体需要多个配合在一起才能使用,配合时多个模具基体的接触面互相对应,多个模槽拼合构成一个圆形的缎拉孔。
优选的,所述缎拉部为钨钢材质,所述缎拉部是通过热镶工艺设置于基体槽内的。
优选的,经过所述模槽的钢丝绳压缩率在10%~20%。
优选的,所述入口区以及出口区均为锥形面。
优选的,所述变形区的入口直径为未经处理的钢丝绳直径的上公差,所述定径区的直径为成品钢丝绳直径的上公差,所述定径区的长度为1~1.5倍的钢丝绳捻距,所述入口区以及出口区的长度为2~3mm,所述入口区和出口区与水平面的夹角为20~30°。
优选的,使用一种面接触钢丝绳高效率生产用旋转锻拉模具的旋锻机机头包括旋锻主轴,所述旋锻主轴上依次设置有V带轮和机体,所述机体与旋锻主轴之间设置有圆锥滚子轴承,所述机体与旋锻主轴通过圆锥滚子轴承相配合,所述机体上设置有旋锻模组件。
优选的,所述旋锻模组件包括多个模具基体,每个模具基体外侧均设置有锤头,所述锤头与模具基体之间设置有垫片,所述锤头外围设置有多个滚柱,所述滚柱的外部设置有支撑套,所述支撑套配合在机体上。
优选的,所述旋锻模组件在使用面接触钢丝绳高效率生产用旋转锻拉模具的旋锻机机头上有合拢状态和打开状态。
与现有技术相比,本发明一种面接触钢丝绳高效率生产用旋转锻拉模具,具备以下有益效果:
本发明提出的一种面接触钢丝绳高效率生产用旋转锻拉模具,在现有的面接触钢丝绳生产用旋转锻拉模具上增设了变形区,使钢丝绳逐渐缓慢变形,不至于急剧变形带来不良的影响,在提高生产效率的前提下,使产品与模具的使用寿命较长。
附图说明
附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制,在附图中:
图1为现有的面接触钢丝绳生产用旋转锻拉模具的结构示意图;
图2为本发明提出的一种面接触钢丝绳高效率生产用旋转锻拉模具的结构示意图;
图3为使用面接触钢丝绳高效率生产用旋转锻拉模具的旋锻机机头的结构示意图;
图4为图3中旋锻模组件打开状态的结构示意图;
图5为图3中旋锻模组件合拢状态的结构示意图;
图中:模具基体1;接触面1.1;基体槽1.2;缎拉部1.3;模槽1.4;入口区1.5;变形区1.6;定径区1.7;出口区1.8;旋锻主轴2;V带轮3;机体4;圆锥滚子轴承5;旋锻模组件6;锤头6.1;垫片6.2;滚柱6.3;支撑套6.4。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图2~5,本发明提供一种技术方案:一种面接触钢丝绳高效率生产用旋转锻拉模具,它包括模具基体1,所述模具基体1顶部为左右对称的接触面1.1,两个接触面1.1相交的位置开设有基体槽1.2,所述基体槽1.2内设置有缎拉部1.3,所述缎拉部1.3顶部开设有模槽1.4,所述模槽1.4由圆弧面构成,所述模槽1.4由前到后依次为入口区1.5、变形区1.6、定径区1.7以及出口区1.8,所述变形区1.6的内腔有锥度,所述定径区1.7的内腔没有锥度,所述变形区1.6的内腔逐渐过渡到最小段,所述定径区1.7的内腔与变形区1.6内腔的最小段大小相同且与变形区1.6内腔正好相契合,所述变形区1.6的锥度对钢丝绳起缓慢变形的作用;
所述模具基体1需要多个配合在一起才能使用,配合时多个模具基体1的接触面1.1互相对应,多个模槽1.4拼合构成一个圆形的缎拉孔;
所述缎拉部1.3为钨钢材质,所述缎拉部1.3是通过热镶工艺设置于基体槽1.2内的;
经过所述模槽1.4的钢丝绳压缩率在10%~20%;
所述入口区1.5以及出口区1.8均为锥形面;
所述变形区1.6的入口直径为未经处理的钢丝绳直径的上公差,所述定径区1.7的直径为成品钢丝绳直径的上公差,所述定径区1.7的长度为1~1.5倍的钢丝绳捻距,所述入口区1.5以及出口区1.8的长度为2~3mm,所述入口区1.5和出口区1.8与水平面的夹角为20~30°;
一种使用面接触钢丝绳高效率生产用旋转锻拉模具的旋锻机机头,它包括旋锻主轴2,所述旋锻主轴2上依次设置有V带轮3和机体4,所述机体4与旋锻主轴2之间设置有圆锥滚子轴承5,所述机体4与旋锻主轴2通过圆锥滚子轴承5相配合,所述机体4上设置有旋锻模组件6;
所述旋锻模组件6包括多个模具基体1,每个模具基体1外侧均设置有锤头6.1,所述锤头6.1与模具基体1之间设置有垫片6.2,所述锤头6.1外围设置有多个滚柱6.3,所述滚柱6.3的外部设置有支撑套6.4,所述支撑套6.4配合在机体4上;
所述旋锻模组件6在使用面接触钢丝绳高效率生产用旋转锻拉模具的旋锻机机头上有合拢状态和打开状态,合拢状态时:所述模具基体1之间需留有间隙,保证正常运转时多个模具基体1不能相碰,如果尺寸不合适,可通过增加垫片6.2厚度来微调尺寸;
一种使用面接触钢丝绳高效率生产用旋转锻拉模具的旋锻机机头的工作原理:V带轮3由电机带动旋转,从而带动旋锻主轴2旋转,旋锻主轴2带动锤头6.1和模具基体1一起高速旋转,由于离心力的作用,当锤头6.1旋转到两个滚柱6.3之间的空隙时,锤头6.1的位置向外偏移,带动模具基体1向外偏移,此时模具基体1呈打开状态;当锤头6.1旋转到单个滚柱6.3上时,锤头6.1的位置向内偏移,带动模具基体1向内偏移,此时模具基体1呈合拢状态,旋锻主轴2每旋转一周,模具基体1分别出现多次打开状态和多次合拢状态,实现对钢丝绳的锻打;
实施例1
一种面接触钢丝绳高效率生产用旋转锻拉模具,它包括模具基体1,所述模具基体1顶部为接触面1.1,接触面1.1中部开设有基体槽1.2,所述基体槽1.2内设置有缎拉部1.3,所述缎拉部1.3顶部开设有模槽1.4,所述模槽1.4由圆弧面构成,所述模槽1.4由前到后依次为入口区1.5、变形区1.6、定径区1.7以及出口区1.8,所述变形区1.6的内腔有锥度,所述定径区1.7的内腔没有锥度,所述变形区1.6的内腔逐渐过渡到最小段,所述定径区1.7的内腔与变形区1.6内腔的最小段大小相同且与变形区1.6内腔正好相契合;
所述模具基体1需要两个配合在一起才能使用,配合时两个模具基体1的接触面1.1互相对应,两个模槽1.4拼合构成一个圆形的缎拉孔;
实施例2
一种面接触钢丝绳高效率生产用旋转锻拉模具,它包括模具基体1,所述模具基体1顶部为左右对称的接触面1.1,两个接触面1.1相交的位置开设有基体槽1.2,所述基体槽1.2内设置有缎拉部1.3,所述缎拉部1.3顶部开设有模槽1.4,所述模槽1.4由圆弧面构成,所述模槽1.4由前到后依次为入口区1.5、变形区1.6、定径区1.7以及出口区1.8,所述变形区1.6的内腔有锥度,所述定径区1.7的内腔没有锥度,所述变形区1.6的内腔逐渐过渡到最小段,所述定径区1.7的内腔与变形区1.6内腔的最小段大小相同且与变形区1.6内腔正好相契合;
所述模具基体1需要四个配合在一起才能使用,配合时四个模具基体1的接触面1.1互相对应,四个模槽1.4拼合构成一个圆形的缎拉孔;
以下是原设计与本发明改进设计的5组对比数据:
第一组:将结构为1×7的钢丝绳从直径1.7mm锻打至1.6mm
第二组:将结构为1×19的钢丝绳从直径1.6mm锻打至1.5mm
第三组:将结构为1×7的钢丝绳从直径2.0mm锻打至1.9mm
第四组:将结构为1×19的钢丝绳从直径2.0mm锻打至1.9mm
第五组:将结构为1×7的钢丝绳从直径1.8mm锻打至1.7mm
由以上数据可知:本发明一种面接触钢丝绳高效率生产用旋转锻拉模具在模具粗糙度、模具寿命、产品弹性、产品疲劳性能以及生产效率方面均优于现有同类缎拉模具。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。