单丝捻线间隔断线起毛装置
文献发布时间:2023-06-19 10:33:45
技术领域
本申请属于纤维绳索技术领域,具体涉及单丝捻线间隔断线起毛装置。
背景技术
绳索在海洋作业中应用广泛,目前主要用于吊装、牵引、围栏等作业场所。在一些特殊作业环境中,如海洋养殖领域,需要绳索为卵、藻类或其它微生物提供吸附、繁殖场所,但是普通绳索圆滑、纤维排列紧密,无法满足上述要求。
为此可以将普通绳索表面设置一定数量的自由纤维段,形成游离于绳索本体的纤维毛,解决现有技术中存在的问题。绳索本体上具有纤维毛的绳索通常可以称为起毛绳。起毛绳作为一种结构较为特殊的绳索,不同的使用环境对起毛的长度和数量均有要求。这类绳索的常规生产方式是在制绳时加装刀片进行断丝,但受刀片的固定位置、锋利程度、断丝工艺的影响,导致断丝长度和断丝数量不可控,同时制绳时还容易切割太深,损伤绳索本体,影响其破断力等性能,影响这类绳索的实际使用效果和使用寿命。
发明内容
有鉴于此,本申请实施例公开了一种单丝捻线间隔断线起毛装置,该起毛装置包括:
分丝组件,其上设置有多个筛孔,用于形成单丝捻线的纤维单丝从多个筛孔中分别通过进行分丝排列;
断线组件,其内部设置有用于通过单丝捻线的具有轴对称结构的第一贯通空腔,形成所述第一贯通空腔的内壁上间隔地设置有用于截断纤维单丝的至少一个刀具;
其中,断线组件设置在分丝组件的下游端,且第一贯通空腔的对称轴与分丝组件的中心同轴设置;
纤维单丝设置从筛孔中分丝排列后进入第一贯通空腔,在移动过程中被加捻而产生螺旋运动形成单丝捻线,螺旋运动的单丝捻线接触到刀具,单丝捻线表层的部分纤维单丝被刀具间隔地截断形成纤维毛。
一些实施例公开的单丝捻线间隔断线起毛装置,还包括设置在断线组件的下游端的梳理组件,其内部设置有供单丝捻线通过的第二贯通空腔,第二贯通空腔的内壁设置有用于梳理单丝捻线的梳毛,第二贯通空腔为圆台形,其入口端内径不小于单丝捻线的直径,其出口端不大于单丝捻线的直径;
其中,第二贯通空腔的中心轴与第一贯通空腔的中心轴同轴设置,表层形成纤维毛的单丝捻线设置进入第二贯通空腔后,在梳毛的梳理作用下,单丝捻线表层的纤维毛形成规则排列。
一些实施例公开的单丝捻线间隔断线起毛装置,分丝组件包括:
分丝筛,其上设置有多个长方形的筛孔,多个筛孔并列平行设置,筛孔的一侧开口;
挡丝板,设置与分丝筛可活动连接,用于封住筛孔的开口。
一些实施例公开的单丝捻线间隔断线起毛装置,刀具为可拆卸部件,断线组件的侧壁上设置有与刀具相适配的开孔,刀具可拆卸地设置安装在开孔中。
一些实施例公开的单丝捻线间隔断线起毛装置,刀具设置为多个,间隔地设置在第一贯通空腔的内壁上。
一些实施例公开的单丝捻线间隔断线起毛装置,刀具设置为多个,多个刀具的设置高度不相同。
一些实施例公开的单丝捻线间隔断线起毛装置,多个刀具形成至少两层间隔分布的刀具。
一些实施例公开的单丝捻线间隔断线起毛装置,刀具由多个子刀具以可拆卸方式组合而成。
一些实施例公开的单丝捻线间隔断线起毛装置,第二贯通空腔的入口端内径为单丝捻线直径的1~1.2倍,其出口内径为单丝捻线直径的0.85~0.95倍。
一些实施例公开的单丝捻线间隔断线起毛装置,分丝组件、断线组件、梳理组件依次设置安装在支撑架上。
本申请实施例公开的单丝捻线间隔断线起毛装置,能够用于制作断线起毛绳。单丝捻线间隔断线起毛装置利用分丝组件将单丝束提前进行分层预排,保证加捻时能够排列紧密,捻度均匀,从而保证断线的均匀性;根据绳索捻线的加捻原理,利用间隔断线组件使得不同材质、不同合数的纤维单丝在加捻旋转形成单丝捻线并移动的过程中,使用间隔设置的刀具将单丝捻线上的部分纤维单丝割断,实现间隔断线形成纤维毛的技术效果,能够通过对刀具长度、形状、数量的搭配调整,配合加捻捻度和送线速度还能进一步控制断线纤维单丝的长度和数量;利用梳理组件对断线纤维单丝进行梳理,在单丝捻线移动过程中,通过梳毛将断丝纤维进行单向梳理,防止在加捻过程中将断线捻入单丝捻线线体中,影响断线起毛效果;各组件相互配合,既能保证单丝捻度和断线起毛的均匀性,又确保断丝能够充分外露。单丝捻线间隔断线起毛装置能够极大提高断线起毛效率和质量,提高捻线的捻度稳定性,保证断线起毛绳的外观均匀性和强度稳定性,大大降低不合格品的产生,提高生产效率。
附图说明
图1实施例1单丝捻线间隔断线起毛装置示意图
图2实施例2断线组件俯视图
图3实施例3断线组件俯视图
图4实施例4刀具示意图
图5实施例5刀具示意图
图6实施例6梳理组件示意图
图7实施例7梳理组件示意图
附图标记
1 分丝组件 2 断线组件
3 梳理组件 10 筛孔
20 刀具 30 梳理器
31 支撑台 32 梳毛
100 支撑架 200 定位销
201 子刀具 301 毛刷
O
具体实施方式
在这里专用的词“实施例”,作为“示例性”所说明的任何实施例不必解释为优于或好于其它实施例。本申请实施例中性能指标测试,除非特别说明,采用本领域常规试验方法。应理解,本申请中所述的术语仅仅是为描述特别的实施方式,并非用于限制本申请公开的内容。
除非另有说明,否则本文使用的技术和科学术语具有本申请所属技术领域的普通技术人员通常理解的相同含义;作为本申请中其它未特别注明的试验方法和技术手段均指本领域内普通技术人员通常采用的实验方法和技术手段。
本文所用的术语“基本”和“大约”用于描述小的波动。例如,它们可以是指小于或等于±5%,如小于或等于±2%,如小于或等于±1%,如小于或等于±0.5%,如小于或等于±0.2%,如小于或等于±0.1%,如小于或等于±0.05%。在本文中以范围格式表示或呈现的数值数据,仅为方便和简要起见使用,因此应灵活解释为不仅包括作为该范围的界限明确列举的数值,还包括该范围内包含的所有独立的数值或子范围。例如,“1~5%”的数值范围应被解释为不仅包括1%至5%的明确列举的值,还包括在所示范围内的独立值和子范围。因此,在这一数值范围中包括独立值,如2%、3.5%和4%,和子范围,如1%~3%、2%~4%和3%~5%等。这一原理同样适用于仅列举一个数值的范围。此外,无论该范围的宽度或所述特征如何,这样的解释都适用。本文述及的下游端通常根据单丝捻线断线起毛过程中的移动方向而言,例如,断线组件位于分丝组件的下游端通常是指单丝捻线先通过分丝组件,然后通过断线组件,以此类推,断线组件设置在梳理组件的上游端,通常是指单丝捻线先通过断丝组件,然后通过梳理组件。
在本文中,包括权利要求书中,所有连接词,如“包含”、“包括”、“带有”、“具有”、“含有”、“涉及”、“容纳”等被理解为是开放性的,即是指“包括但不限于”。只有连接词“由……构成”和“由……组成”是封闭连接词。
为了更好的说明本申请内容,在下文的具体实施例中给出了众多的具体细节。本领域技术人员应当理解,没有某些具体细节,本申请同样可以实施。在实施例中,对于本领域技术人员熟知的一些方法、手段、仪器、设备等未作详细描述,以便凸显本申请的主旨。
在不冲突的前提下,本申请实施例公开的技术特征可以任意组合,得到的技术方案属于本申请实施例公开的内容。
在一些实施方式中,单丝捻线间隔断线起毛装置包括:分丝组件,其上设置有多个筛孔,用于形成单丝捻线的纤维单丝从多个筛孔中分别通过进行分丝排列;断线组件,其内部设置有用于通过单丝捻线的具有轴对称结构的第一贯通空腔,形成所述第一贯通空腔的内壁上间隔地设置有用于截断纤维单丝的至少一个刀具;其中,所述断线组件设置在所述分丝组件的下游端,且第一贯通空腔的对称轴与分丝组件的中心同轴设置;纤维单丝设置从筛孔中分丝排列后进入第一贯通空腔,在移动过程中被加捻而产生螺旋运动形成单丝捻线,螺旋运动的单丝捻线接触到刀具,单丝捻线表层的部分纤维单丝被刀具间隔地截断形成纤维毛。
单丝捻线间隔断线起毛装置,通常用于对单丝捻线进行连续处理,处理过程中单丝捻线连续通过起毛装置,将单丝捻线表层的纤维单丝间隔性的截断,形成在单丝捻线表面沿其轴向和在其外表面上间隔、均匀分布的纤维毛。形成单丝捻线的多根纤维单丝通过分丝组件时,分别通过分丝组件上设置的筛孔,经过筛孔后纤维单丝分层分组预排列,形成有序排列的纤维单丝束,在经过粉丝组件后被连续加捻,形成捻度均匀、纤维单丝排列规则的单丝捻线,该单丝捻线在通过断线组件的过程中被连续加捻、形成螺旋形运动轨迹,单丝捻线在螺旋式前进的过程中与断线组件中的刀具相接触,单丝捻线表层的纤维单丝被其截断,形成纤维单丝自由端,该纤维单丝自由端从单丝捻线本体伸出外露,形成纤维毛;由于刀具为间隔的设置在断线组件内的第一贯通空腔中,所以,单丝捻线上只有局部表层纤维单丝被截断,而且截断动作是间隔、连续、周期性的进行,所以在行进的单丝捻线表面形成了连续间隔分布均匀的纤维毛。通常刀具的方向与单丝捻线的前行方向垂直,以便对纤维单丝进行有效切割。刀具通常至少设置一个,设置一个刀具时,一个刀具只设置在第一贯通空腔内壁圆周的一部分,单丝捻线螺旋运动一周,其表面的纤维单丝被切割一次,设置多个刀具时,多个刀具间隔设置地沿第一贯通内腔的内壁圆周设置,单丝捻线螺旋运动一周,其表面的纤维单丝被切割多次,多次切割位置分布在单丝捻线的与其螺旋运动轨迹一致的外圆周上,切割部位的多根单丝纤维被切断,形成两倍数量的纤维毛。
作为可选实施方式,单丝捻线间隔断线起毛装置还包括设置在断线组件的下游端的梳理组件,其内部设置有供单丝捻线通过的第二贯通空腔,第二贯通空腔的内壁设置有用于梳理单丝捻线的梳毛,第二贯通空腔为圆台形,其入口端内径不小于单丝捻线的直径,其出口端不大于单丝捻线的直径;其中,第二贯通空腔的中心轴与第一贯通空腔的中心轴同轴设置,表层形成纤维毛的单丝捻线设置进入第二贯通空腔后,在梳毛的梳理作用下,单丝捻线表层的纤维毛形成规则排列。通常在梳毛的梳理作用下,从单丝捻线表层伸出外露的纤维毛自由端向单丝捻线的后方延伸,纤维毛排列更为规则,外露效果更好。
作为可选实施方式,梳理组件包括支撑盘,支撑盘内设置有与其可拆卸连接的梳毛器,梳毛器中设置有第二贯通空腔,第二贯通空腔的内部上设置有梳毛,梳毛均匀的分布在该内壁上,对通过第二贯通空腔的断丝捻线进行梳理,整理断裂的纤维单丝,将其完全外露形成单丝捻线上分布的纤维毛。例如,支撑盘可以为空心圆柱体,其内部的梳毛器为与其适配的小圆柱体,小圆柱体内设置有倒圆台型空腔,该空腔内壁上设置有梳毛。作为可选实施方式,在到圆台形空腔的内壁上,设置有规则排列的凹坑,凹坑中设置有毛刷,毛刷的刷毛向倒圆台形空腔伸出,形成梳理组件的刷毛。对本实施例而言,通过调节凹坑的深度,或者选用刷毛长度不同的毛刷,可以对刷毛之间的空腔内径进行调节。
作为可选实施方式,第二贯通空腔的入口端内径为单丝捻线直径的1~1.2倍,其出口内径为单丝捻线直径的0.85~0.95倍。通常根据被切断起毛的单丝捻线的直径进行调节,一般地,可以将入口端内径设置为单丝捻线直径的1~1.2倍,出口端内径设置为单丝捻线直径的0.85~0.95倍。例如,倒圆台形空腔中,其上方的入口端直径大,下方的出口端直径小,通常入口端内径是指入口端的梳毛之间空腔的内径,出口端内径是指出口端梳毛之间空腔的内径。
作为可选实施方式,分丝组件包括分丝筛,其上设置有多个长方形的筛孔,多个筛孔并列平行设置,筛孔的一侧开口;挡丝板,设置与分丝筛可活动连接,用于封住筛孔的开口。通常分丝组件的分丝筛上设置有多个长方形的筛孔,长方形的筛孔中可以设置一根或多根纤维单丝,纤维单丝形成单行排列的纤维单丝,多个筛孔中的多根纤维单丝形成排列成行的多排纤维单丝,有利于形成规则的纤维单丝丝束,进而有利于在加捻过程中形成纤维单丝排列规则的单丝捻线。通常为了便于将纤维单丝设置在筛孔中,可以将筛孔的一个侧面设置有开口,通常开口设置在长方形开口的窄边一侧;为此可以设置挡丝板,将筛孔的开口封住,以便将纤维单丝限定在筛孔中,同时挡丝板与分丝筛之间需要设置为可活动连接,以便方便打开或关闭该挡丝板。
作为可选实施方式,分丝筛可以设置为圆形,则其上设置的长方形筛孔相互平行,长度各不相同,在圆形分丝筛的与筛孔开口相对应的一段圆弧上,设置有形状与该圆弧相适配的圆弧形挡丝板,圆弧形挡丝板与分丝筛通过可活动件连接,如弹簧卡扣。
作为可选实施方式,分丝筛设置为方形,其上则其上设置的长方形筛孔相互平行,长度相同,在方形分丝筛的与筛孔开口相对应的一个边上,设置有与条形挡丝板,条形挡丝板与分丝筛通过可活动件连接,如条形挡丝板的一端通过转轴与分丝筛连接,另一端通过可拆卸卡扣固定在分丝筛上。
作为可选实施方式,刀具为可拆卸部件,断线组件的侧壁上设置有与刀具相适配的开孔,刀具可拆卸地设置安装在开孔中。设置为可拆卸部件的刀具能够方便安装或拆卸,可以根据实际需要选择合适的刀具,为此在断线组件的侧壁上设置安装刀具的开孔,该开孔为贯通其侧壁的通孔,刀具可以从断线组件的外部安装、拆卸,操作方便。通常设置开孔的侧壁上设置有用于固定刀具的定位销孔,该定位销孔与开孔连通,该定位销孔中可以设置定位销将设置在开孔中的刀具紧固定位。
作为可选实施方式,刀具设置为多个,间隔地设置在第一贯通空腔的内壁上。通常多个刀具间隔等间距的设置在第一贯通空腔的内部上,形成间隔断丝的组合刀具。
作为可选实施例,刀具为可拆卸部件,形成第一贯通空腔的侧壁上设置有多个与刀具数量相等、等间隔分布的贯通式开孔,多个开孔在侧壁上的设置高度相同,设置在开孔中的可拆卸刀具
作为可选实施方式,刀具设置为多个,多个刀具的设置高度不相同。设置高度不同的刀具能够在单丝捻线的不同部位截断纤维单丝,通常多个刀具中部分刀具的设置高度相同,即同一个设置高度具有不止一个刀具,这些刀具间隔设置;设置在不同高度的刀具可以设置为上下对应;设置在不同的高度的刀具也可以设置为上下交错,即上刀具之间的间隔空位下方设置下方的刀具。灵活机动的多变设置方式可以在单丝捻线表面获得不同间距、不同分布特点的纤维毛。
作为可选实施方式,多个刀具形成至少两层间隔分布的刀具。通常可以将多个刀具设置为两层,每层的刀具间隔设置在第一贯通空腔的内壁环线上。
作为可选实施方式,刀具的形状和结构可以选择性设置。通常刀具的刀刃部位形状可以设置为锯齿形,多个锯齿形刀刃连续分布,能够延长对单丝捻线表层纤维单丝的切割时间,提高切割效率。刀具的刀刃部位形状可以设置为连续的弧形,也可以设置为直线形,以满足切割起毛的需要为依据进行选择。
作为可选实施方式,刀具由多个子刀具以可拆卸方式组合而成。作为可选实施方式,刀具可以由多个小刀具,或者子刀具组合而成,利用多个子刀具进行组合,可以对刀具的形状、刀刃长度等进行合理配置,形成符合需要的刀具。
作为可选实施方式,设置在断丝组件中的多个刀具,可以根据需要设置为不同形状、不同结构的刀具,即混合刀具组合,以适应不同单丝捻线产品的生产。
作为可选实施方式,分丝组件、断线组件、梳理组件依次设置安装在支撑架上。通常单丝捻线间隔断线起毛装置的组成部分设置安装在支撑架上,以便将多个部件的位置相对固定,固定间隔断线起毛的作业条件,同时将装置适配地设置在起毛绳索生产线上,与其它设配配合,作为生产线的有机组成部分。通常分丝组件、断线组件、梳理组件之间的相对距离可以根据单丝断线起毛的生产工艺需要进行调节。
以下结合实施例对技术细节做进一步说明。
实施例1
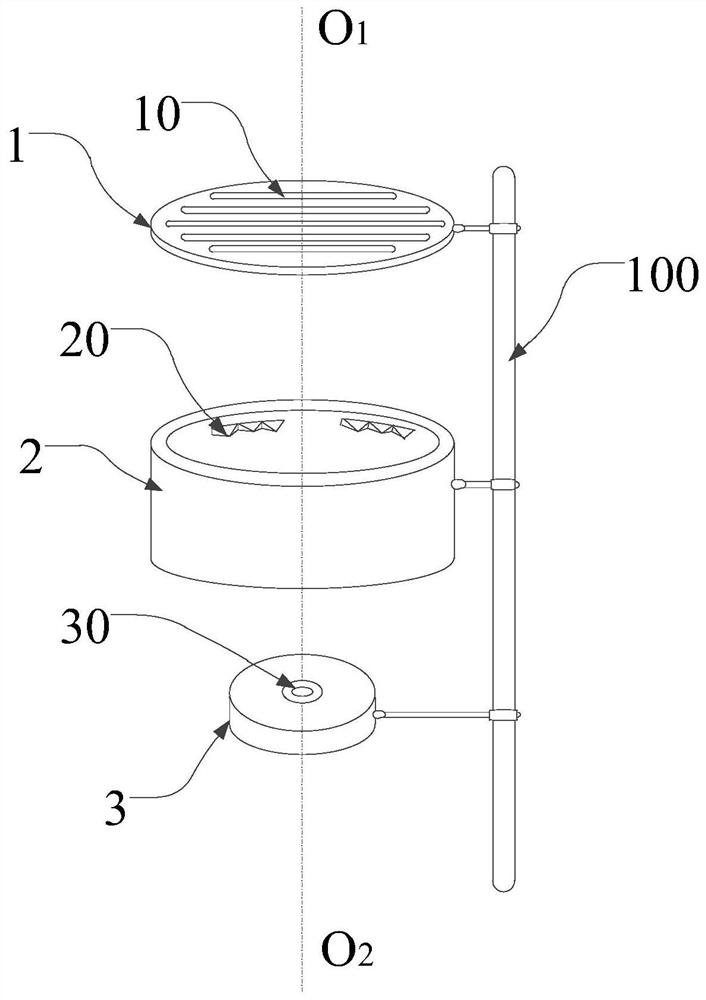
图1为实施例1公开的单丝捻线间隔断线起毛装置示意图。
实施例1公开的单丝捻线间隔断线起毛装置,包括:
分丝组件1,分丝组件1为圆形部件,其上设置有多个长方形筛孔10,长方形筛孔10平行排列,用于形成单丝捻线的纤维单丝从多个筛孔10中分别通过进行分丝排列,形成多排纤维单丝;分丝组件1水平设置,并通过连接杆与支撑架100固定连接;
断线组件2,断线组件2为圆环形部件,其内部设置有用于通过单丝捻线的圆柱形第一贯通空腔,形成所述第一贯通空腔的内壁上间隔地设置有用于截断纤维单丝的至少一个刀具20;断线组件2的侧壁通过连接杆与支撑架100固定连接,且断线组件2设置在分丝组件1的下方,且第一贯通空腔的中心对称轴与分丝组件的圆心轴同轴设置,分丝组件1上筛孔10的长度不大于第一贯通空腔的内径,断线组件2与分丝组件1之间的距离为3~5cm;
梳理组件3,梳理组件包括支撑盘,支撑盘内部设置有梳毛器30,梳毛器30内部设置有形状为倒圆台形的第二贯通空腔,形成该空腔的内壁上设置有梳毛。其中支撑盘为圆柱体型,且支撑盘设置在断线组件2的下方,通过连接杆与支撑架100固定连接,梳理组件3与断线组件2之间的距离为2cm。
纤维单丝设置从筛孔中分丝排列后进入第一贯通空腔,在移动过程中被加捻而产生螺旋运动形成单丝捻线,螺旋运动的单丝捻线接触到刀具,单丝捻线表层的部分纤维单丝被刀具间隔地截断形成纤维毛。表层形成纤维毛的单丝捻线设置进入第二贯通空腔后,在梳毛的梳理作用下,单丝捻线表层的纤维毛形成规则排列。
实施例2
图2为实施例2公开的断线组件俯视图。
实施例2中,断线组件2为圆环形部件,其内部的第一贯通空腔为圆柱形,沿形成第一贯通空腔的侧壁的圆周方向设置有四个等间隔设置的锯齿形刀具20,锯齿形刀具20设置在断线组件2的侧壁上开设的开口中,并通过定位销200固定,定位销200设置在该位置上开设的定位销孔中;锯齿形刀具20由两个小的子刀具201组成。子刀具201之间通过卡接槽相互卡接。
实施例3
图3为实施例3公开的断线组件俯视图。
实施例3中,断线组件2为方形部件,其内部的第一贯通空腔为长方体型,沿第一贯通空腔侧壁的两个长边上各设置有一行锯齿形刀具20,锯齿形刀具20设置在断线组件2的侧壁上开设的开口中,并通过定位销200固定,定位销200设置在该位置上开设的定位销孔中;锯齿形刀具20由五个小的子刀具201组成。子刀具201之间通过卡接槽相互卡接。
实施例4
图4为实施例4公开的刀具示意图
实施例4中,附图4中上图公开的刀具20为锯齿形,其刀刃为锯齿形,刀背为长方体形,锯齿形刀具20由五个小的子刀具201组成,每一个子刀具201包括两个锯齿,相邻的子刀具之间通过可拆卸结构相互连接固定。
附图4中下图公开的刀具20为弧形刀具,其刀刃为弧形,刀背为长方体形。
实施例5
图5为实施例5公开的刀具示意图
实施例5中,附图5中上图公开的刀具20为弧形刀具,其刀刃为弧形,刀背为弧形;下图公开的刀具20为锯齿形,其刀刃为锯齿形,刀背为弧形,锯齿形刀具20由两个小的子刀具组成,每一个子刀具包括两个锯齿,相邻的子刀具之间通过可拆卸结构相互连接固定。
实施例6
图6为实施例6公开的梳理组件示意图
实施例6中,梳理组件包括高度在2~3cm之间的圆柱形支撑台31,其内部设置有直径为5cm左右的圆柱形空腔,与其适配地安装有圆柱体型形的梳毛器30,梳毛器30内部设置有倒圆台形的第二贯通空腔,形成第二贯通空腔的梳毛器内壁上设置有梳毛32,梳毛32完全覆盖在第二贯通空腔的内壁上。第二贯通空腔的内径通常是指分布在该内壁上的梳毛之间的最大距离。如图所示,入口端内径为D
实施例7
图7为实施例7公开的梳理组件示意图
实施例7中,如图7的上图所示,梳理组件包括圆柱形支撑台31,其内部设置有圆柱形空腔,与其适配地安装有圆柱体型形的梳毛器30,梳毛器30内部设置有倒圆台形的第二贯通空腔,形成第二贯通空腔的梳毛器内壁上设置有凹坑,多个凹坑规则排列形成多层环状排列结构,每个凹坑中设置安装一个毛刷301,毛刷301的刷把设置在凹坑中,毛刷301的梳毛32向外伸出,多个毛刷的梳毛32形成了梳理组件的梳毛32,梳毛32完全覆盖在第二贯通空腔的内壁上。每个毛刷301的结构如图7的下图所示。
实施例8
单丝断线起毛纤维绳的制作方法
利用实施例8公开的单丝捻线断线起毛装置生产16mm聚烯烃起毛单丝捻线,纤维单丝为规格为40合720D的聚烯烃单丝,纤维毛长度不低于4cm,断丝间隔不大于0.3m,制作方法包括:
(1)根据纤维单丝捻线规格,确定方形的分丝组件中筛孔数量为20个,筛孔宽度1mm,选用2.5cm宽的挡丝板,将组合好的分丝组件固连在支撑架上;
(2)选定圆柱形断丝组件,选用四齿锯齿形刀具,在圆柱形断丝组件上设置上下两层开孔,每层开孔使用四个刀具,等间隔排列,上下两层的刀具交叉设置,并将组合好的断线组件置于分丝组件正下方,固连在支撑架上;
(3)选定合适的梳理器,将其固连在圆柱形支撑盘上形成梳理组件,然后将梳理组件固连在支撑架上,其中心轴与断线组件的中心轴同轴设置;梳理器的入口端内径使用梳毛刷控制在3mm左右,出口端内径使用梳毛刷控制在2.3mm左右。
(4)将组合好的间隔断线起毛装置安装在捻线机锭杆正上方,然后将纤维单丝束依次穿过分丝组件、断线组件和梳理组件,开动捻线机,纤维单丝束在装置内的空腔中通过,同时进行旋转和向下连续移动动作,在旋转及向下移动过程中,纤维单丝接触刀具而被间隔的剪断形成纤维毛,持续加捻过程中捻制成间隔断线起毛单丝捻线。
本申请实施例公开的单丝捻线间隔断线起毛装置,能够用于制作断线起毛绳。单丝捻线间隔断线起毛装置利用分丝组件将单丝束提前进行分层预排,保证加捻时能够排列紧密,捻度均匀,从而保证断线的均匀性;根据绳索捻线的加捻原理,利用间隔断线组件使得不同材质、不同合数的纤维单丝在加捻旋转形成单丝捻线并移动的过程中,使用间隔设置的刀具将单丝捻线上的部分纤维单丝割断,实现间隔断线形成纤维毛的技术效果,能够通过对刀具长度、形状、数量的搭配调整,配合加捻捻度和送线速度还能进一步控制断线纤维单丝的长度和数量;利用梳理组件对断线纤维单丝进行梳理,在单丝捻线移动过程中,通过梳毛将断丝纤维进行单向梳理,防止在加捻过程中将断线捻入单丝捻线线体中,影响断线起毛效果;各组件相互配合,既能保证单丝捻度和断线起毛的均匀性,又确保断丝能够充分外露。单丝捻线间隔断线起毛装置能够极大提高断线起毛效率和质量,提高捻线的捻度稳定性,保证断线起毛绳的外观均匀性和强度稳定性,大大降低不合格品的产生,提高生产效率。
本申请公开的技术方案和实施例中公开的技术细节,仅是示例性说明本申请的发明构思,并不构成对本申请技术方案的限定,凡是对本申请公开的技术细节所做的没有创造性的改变、替换或组合等,都与本申请具有相同的发明构思,都在本申请权利要求的保护范围之内。