一种用于服装行业双色环保背带绳及其制作方法
文献发布时间:2023-06-19 10:33:45
技术领域
本发明涉及一种用于服装行业双色环保背带绳及其制作方法,属于服装行业用绳索技术领域。
背景技术
在服装行业中,特别是在背包中,其背带是一个重要的部件,因此用于服装行业的背带绳索是一种重要的纺织用品,在现有的用于服装行业的背带绳索中,缺乏一种柔软,吸水性好,垂悬性好,舒适性好且具有很好装饰作用的双色背带绳索。
发明内容
为解决上述问题,本发明提出一种用于服装行业双色环保背带绳及其制作方法,具体技术方案如下,
一种用于服装行业双色环保背带绳,包括第一绳皮、第二绳皮、第一绳芯和第二绳芯,所述第一绳皮和第二绳皮为编织一体结构,且分别包覆第一绳芯和第二绳芯,所述第一绳皮和第二绳皮为8编、12编或16编的编织结构,所述第一绳皮包括多根第一绳皮股线和单根第二绳皮股线,所述第二绳皮包括多根第三绳皮股线、单根第四绳皮股线和第五绳皮股线,所述第一绳皮股线和第三绳皮股线编织成绳过程中编入第二绳皮股线、第四绳皮股线和第五绳皮股线,所述第二绳皮股线和第四绳皮股线为颜色相同的同根股线,所述第二绳皮股线和第五绳皮股线为颜色不同的两根股线;所述第一绳芯包括3根平行的第一绳芯股线、单根第一绳皮股线和第五绳皮股线,所述第二绳芯包括3根平行的第二绳芯股线和两根第三绳皮股线,所述第一绳芯股线和第二绳芯股线的3根股线分别对应为同根股线,所述第一绳芯的单根第一绳皮股线和第二绳芯的两根第三绳皮股线中的一根为同根股线,所述第一绳芯和第二绳芯组成平行股线结构,所述双色环保背带绳的规格为2-8mm。
优选的,所述第一绳皮和第二绳皮的原料、单股细度、捻度节距和紧密程度相同。
优选的,所述第一绳皮、第二绳皮、第一绳芯和第二绳芯均采用粘胶纤维为原料,规格为50支-10支,干断裂强度≥3.5g/d,湿断裂强度≥2g/d,干断裂伸长率为13.0~18.0%。
优选的,所述第二绳皮股线、第四绳皮股线和第五绳皮股线分别编入第一绳皮和第二绳皮的方法为:预先在编织机周围锭子上安装第二绳皮股线和第五绳皮股线所对应的纱筒,所述第一绳皮股线在编织过程中,将第二绳皮股线协同第一绳芯股线进行包覆,当需要编入第二绳皮股线时,捻接器将一根第一绳皮股线替换成第二绳皮股线继续编织,替换下的单根第一绳皮股线协同第一绳芯股线共同作为第一绳芯;所述第三绳皮股线在编织过程中,将第四绳皮股线、第五绳皮股线协同第二绳芯股线进行包覆,当需要编入第四绳皮股线和第五绳皮股线时,捻接器将两根第三绳皮股线分别替换成第四绳皮股线和第五绳皮股线继续编织,替换下的两根第三绳皮股线协同第二绳芯股线共同作为第二绳芯,所述第四绳皮股线即第二绳皮股线。
一种用于服装行业双色环保背带绳的制作方法,包括如下步骤:
1)选材:选择粘胶纤维纱线分别制作第一绳皮股线、第二绳皮股线、第五绳皮股线、第一绳芯股线;
2)绳皮股线制作:取规格为(3-5)*(50支-10支)粘胶纤维纱线分别制作第一绳皮股线、第二绳皮股线、第五绳皮股线,捻度设置为60-120捻/米,分别通过绳皮加捻机进行加捻合为一股,所述第二绳皮股线与第五绳皮股线颜色不同;
3)绳芯初捻:取(6-14根)*(50支-10支)粘胶纤维纱线进行第一次加捻,初捻捻度设置为120-220捻/米;
4)绳芯复捻:初捻完毕后,取3根初捻股线复捻加捻操作,复捻捻度设置为70-160捻/米,制得第一绳芯股线;
5)绳皮合股:取步骤2)的第一绳皮股线和第三绳皮股线在并线机上进行并线操作,并线到对应编织机纱管上;
6)络筒:取步骤4)第一绳芯股线在络筒机上进行络筒操作,制得绳芯纱筒;
7)编织:在编织机周围两个锭子上分别安装第二绳皮股线、第五绳皮股线所对应的纱筒,多根第一绳皮股线结合第一绳芯股线和第二绳皮股线在高速编织机上编织,当编织到需要体现第二绳皮股线颜色的长度位置后,捻接器将第二绳皮股线与多根第一绳皮股线中的一根股线替换,将第二绳皮股线编入第一绳皮中,被替换下的单根第一绳皮股线与第一绳芯股线共同作为第一绳芯;当继续编织到需要体现第五绳皮股线颜色的长度位置后,捻接器再次将第五绳皮股线与多根第一绳皮股线中的一根股线替换,将第五绳皮股线编入第一绳皮中,作为第二绳皮,第二绳皮股线在第二绳皮上继续编织,作为第二绳皮的第四绳皮股线,第一绳芯股线自然过渡到第二绳芯股线,被替换下的单根第一绳皮股线,即第二绳皮的第三绳皮股线,与第二绳芯股线和被第二绳皮股线替换下的单根第一绳皮股线共同作为第二绳芯,实现一根背带绳的双色功能。
本发明绳皮、绳芯均采用柔软,吸水性好,垂悬性好,舒适性好的粘胶纤维,因此背带绳索具有良好的吸湿性,适合作为服用背带使用。由于本发明双色实现方式为非染色涂层方式,因此双色是永久性的,且可以避免编织后涂层颜料或其他化学物质变色对背带绳索带来的化学损伤
附图说明
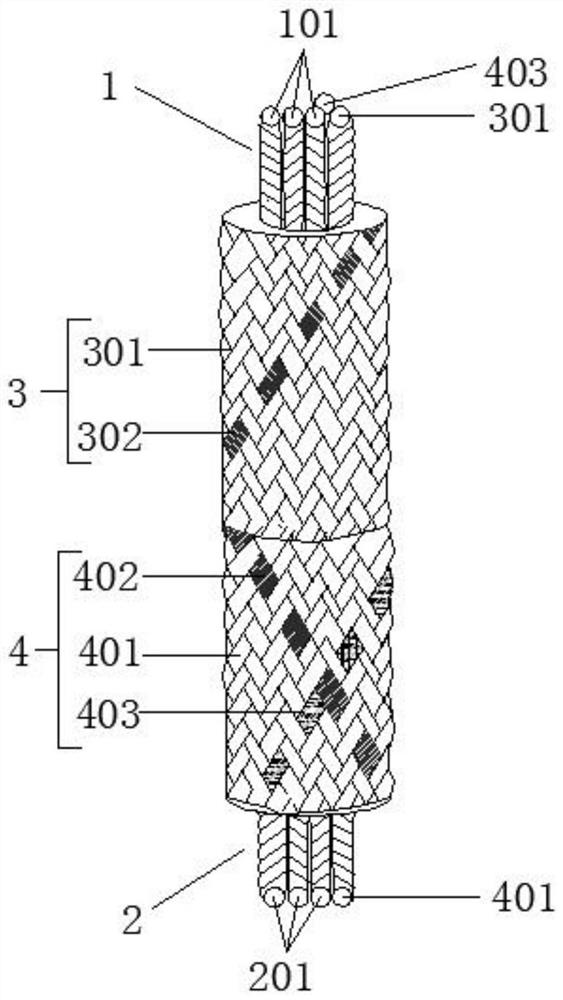
图1是本发明一种用于服装行业双色环保背带绳的结构示意图。
图中:1、第一绳芯;101、第一绳芯股线;2、第二绳芯;201、第二绳芯股线;3、第一绳皮;301、第一绳皮股线;302、第二绳皮股线;4、第二绳皮;401、第三绳皮股线;402、第四绳皮股线;403、第五绳皮股线。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
如图1所示,一种用于服装行业双色环保背带绳,包括第一绳芯1和第二绳芯2、第一绳皮3和第二绳皮4,所述第一绳皮2和第二绳皮4为编织一体结构,且分别包覆第一绳芯1和第二绳芯2,所述第一绳皮3和第二绳皮4为8编、12编或16编的编织结构,所述第一绳皮3包括多根第一绳皮股线301和单根第二绳皮股线302,所述第二绳皮4包括多根第三绳皮股线401、单根第四绳皮股线402和第五绳皮股线403,所述第一绳皮股线301和第三绳皮股线401编织成绳过程中编入第二绳皮股线302、第四绳皮股线402和第五绳皮股线403,所述第二绳皮股线302和第四绳皮股线402为颜色相同的同根股线,所述第二绳皮股线302和第五绳皮股线403为颜色不同的两根股线;所述第一绳芯1包括3根平行的第一绳芯股线101、单根第一绳皮股线301和第五绳皮股线403,所述第二绳芯包括3根平行的第二绳芯股线201和两根第三绳皮股线401,所述第一绳芯股线101和第二绳芯股线201的3根股线分别对应为同根股线,所述第一绳芯1的单根第一绳皮股线301和第二绳芯2的两根第三绳皮股线401中的一根为同根股线,所述第一绳芯1和第二绳芯2组成平行股线结构,所述双色环保背带绳的规格为2-8mm。所述第二绳皮股线302和第四绳皮股线402呈螺旋状分别编织在第一绳皮3和第二绳皮4上,所述第五绳皮股线403呈螺旋状编织在第二绳皮4上。
所述第一绳皮3和第二绳皮4的原料、单股细度、捻度节距和紧密程度相同。所述第一绳皮3、第二绳皮4、第一绳芯1和第二绳芯2均采用粘胶纤维为原料,规格为50支-10支,干断裂强度≥3.5g/d,湿断裂强度≥2g/d,干断裂伸长率为13.0~18.0%。
所述第二绳皮股线302、第四绳皮股线402和第五绳皮股线403分别编入第一绳皮3和第二绳皮4的方法为:预先在编织机周围锭子上安装第二绳皮股线302和第五绳皮股线403所对应的纱筒,所述第一绳皮股线301在编织过程中,将第二绳皮股线302协同第一绳芯股线101进行包覆,当需要编入第二绳皮股线302时,捻接器将一根第一绳皮股线301替换成第二绳皮股线302继续编织,替换下的单根第一绳皮股线301协同第一绳芯股线101共同作为第一绳芯1;所述第三绳皮股线401在编织过程中,将第四绳皮股线402、第五绳皮股线403协同第二绳芯股线201进行包覆,当需要编入第四绳皮股线402和第五绳皮股线403时,捻接器将两根第三绳皮股线401分别替换成第四绳皮股线402和第五绳皮股线403继续编织,替换下的两根第三绳皮股线401协同第二绳芯股线201共同作为第二绳芯2,所述第四绳皮股线402即第二绳皮股线302。
一种用于服装行业双色环保背带绳的制作方法,包括如下步骤:
1)选材:选择粘胶纤维纱线分别制作第一绳皮股线301、第二绳皮股线302、第五绳皮股线403、第一绳芯股线101;
2)绳皮股线制作:取规格为(3-5)*(50支-10支)粘胶纤维纱线分别制作第一绳皮股线301、第二绳皮股线302、第五绳皮股线403,捻度设置为60-120捻/米,分别通过绳皮加捻机进行加捻合为一股,所述第二绳皮股线302与第五绳皮股线403颜色不同;
3)绳芯初捻:取(6-14根)*(50支-10支)粘胶纤维纱线进行第一次加捻,初捻捻度设置为120-220捻/米;
4)绳芯复捻:初捻完毕后,取3根初捻股线复捻加捻操作,复捻捻度设置为70-160捻/米,制得第一绳芯股线101;
5)绳皮合股:取步骤2)的第一绳皮股线301和第三绳皮股线401在并线机上进行并线操作,并线到对应编织机纱管上;
6)络筒:取步骤4)第一绳芯股线101在络筒机上进行络筒操作,制得绳芯纱筒;
7)编织:在编织机周围两个锭子上分别安装第二绳皮股线302、第五绳皮股线403所对应的纱筒,多根第一绳皮股线301结合第一绳芯股线101和第二绳皮股线302在高速编织机上编织,当编织到需要体现第二绳皮股线302颜色的长度位置后,捻接器将第二绳皮股线302与多根第一绳皮股线301中的一根股线替换,将第二绳皮股线302编入第一绳皮3中,被替换下的单根第一绳皮股线301与第一绳芯股线101共同作为第一绳芯1;当继续编织到需要体现第五绳皮股线403颜色的长度位置后,捻接器再次将第五绳皮股线403与多根第一绳皮股线301中的一根股线替换,将第五绳皮股线403编入第一绳皮3中,作为第二绳皮4,第二绳皮股线302在第二绳皮4上继续编织,作为第二绳皮4的第四绳皮股线402,第一绳芯股线101自然过渡到第二绳芯股线201,被替换下的单根第一绳皮股线301,即第二绳皮4的第三绳皮股线401,与第二绳芯股线402和被第二绳皮股线302替换下的单根第一绳皮股线301共同作为第二绳芯201,实现一根背带绳的双色功能。
实施例1:
一种用于服装行业双色环保背带绳的制作方法,包括如下步骤:
1)选材:选择粘胶纤维纱线分别制作第一绳皮股线301、第二绳皮股线302、第五绳皮股线403、第一绳芯股线101;
2)绳皮股线制作:取规格为3*10支粘胶纤维纱线分别制作第一绳皮股线301、第二绳皮股线302、第五绳皮股线403,捻度设置为60捻/米,分别通过绳皮加捻机进行加捻合为一股,所述第二绳皮股线302与第五绳皮股线403颜色不同;
3)绳芯初捻:取14根*50支粘胶纤维纱线进行第一次加捻,初捻捻度设置为120捻/米;
4)绳芯复捻:初捻完毕后,取3根初捻股线复捻加捻操作,复捻捻度设置为70捻/米,制得第一绳芯股线101;
5)绳皮合股:取步骤2)的第一绳皮股线301和第三绳皮股线401在并线机上进行并线操作,并线到对应编织机纱管上;
6)络筒:取步骤4)第一绳芯股线101在络筒机上进行络筒操作,制得绳芯纱筒;
7)编织:在编织机周围两个锭子上分别安装第二绳皮股线302、第五绳皮股线403所对应的纱筒,多根第一绳皮股线301结合第一绳芯股线101和第二绳皮股线302在高速编织机上编织,当编织到需要体现第二绳皮股线302颜色的长度位置后,捻接器将第二绳皮股线302与多根第一绳皮股线301中的一根股线替换,将第二绳皮股线302编入第一绳皮3中,被替换下的单根第一绳皮股线301与第一绳芯股线101共同作为第一绳芯1;当继续编织到需要体现第五绳皮股线403颜色的长度位置后,捻接器再次将第五绳皮股线403与多根第一绳皮股线301中的一根股线替换,将第五绳皮股线403编入第一绳皮3中,作为第二绳皮4,第二绳皮股线302在第二绳皮4上继续编织,作为第二绳皮4的第四绳皮股线402,第一绳芯股线101自然过渡到第二绳芯股线201,被替换下的单根第一绳皮股线301,即第二绳皮4的第三绳皮股线401,与第二绳芯股线402和被第二绳皮股线302替换下的单根第一绳皮股线301共同作为第二绳芯201,实现一根背带绳的双色功能。
实施例2:
一种用于服装行业双色环保背带绳的制作方法,包括如下步骤:
1)选材:选择粘胶纤维纱线分别制作第一绳皮股线301、第二绳皮股线302、第五绳皮股线403、第一绳芯股线101;
2)绳皮股线制作:取规格为5*50支粘胶纤维纱线分别制作第一绳皮股线301、第二绳皮股线302、第五绳皮股线403,捻度设置为120捻/米,分别通过绳皮加捻机进行加捻合为一股,所述第二绳皮股线302与第五绳皮股线403颜色不同;
3)绳芯初捻:取6根*10支粘胶纤维纱线进行第一次加捻,初捻捻度设置为220捻/米;
4)绳芯复捻:初捻完毕后,取3根初捻股线复捻加捻操作,复捻捻度设置为160捻/米,制得第一绳芯股线;
5)绳皮合股:取步骤2)的第一绳皮股线301和第三绳皮股线401在并线机上进行并线操作,并线到对应编织机纱管上;
6)络筒:取步骤4)第一绳芯股线101在络筒机上进行络筒操作,制得绳芯纱筒;
7)编织:在编织机周围两个锭子上分别安装第二绳皮股线302、第五绳皮股线403所对应的纱筒,多根第一绳皮股线301结合第一绳芯股线101和第二绳皮股线302在高速编织机上编织,当编织到需要体现第二绳皮股线302颜色的长度位置后,捻接器将第二绳皮股线302与多根第一绳皮股线301中的一根股线替换,将第二绳皮股线302编入第一绳皮3中,被替换下的单根第一绳皮股线301与第一绳芯股线101共同作为第一绳芯1;当继续编织到需要体现第五绳皮股线403颜色的长度位置后,捻接器再次将第五绳皮股线403与多根第一绳皮股线301中的一根股线替换,将第五绳皮股线403编入第一绳皮3中,作为第二绳皮4,第二绳皮股线302在第二绳皮4上继续编织,作为第二绳皮4的第四绳皮股线402,第一绳芯股线101自然过渡到第二绳芯股线201,被替换下的单根第一绳皮股线301,即第二绳皮4的第三绳皮股线401,与第二绳芯股线402和被第二绳皮股线302替换下的单根第一绳皮股线301共同作为第二绳芯201,实现一根背带绳的双色功能。
实施例3:
一种用于服装行业双色环保背带绳的制作方法,包括如下步骤:
1)选材:选择粘胶纤维纱线分别制作第一绳皮股线301、第二绳皮股线302、第五绳皮股线403、第一绳芯股线101;
2)绳皮股线制作:取规格为4*30支粘胶纤维纱线分别制作第一绳皮股线301、第二绳皮股线302、第五绳皮股线403,捻度设置为90捻/米,分别通过绳皮加捻机进行加捻合为一股,所述第二绳皮股线302与第五绳皮股线403颜色不同;
3)绳芯初捻:取10根*30支粘胶纤维纱线进行第一次加捻,初捻捻度设置为170捻/米;
4)绳芯复捻:初捻完毕后,取3根初捻股线复捻加捻操作,复捻捻度设置为115捻/米,制得第一绳芯股线101;
5)绳皮合股:取步骤2)的第一绳皮股线301和第三绳皮股线401在并线机上进行并线操作,并线到对应编织机纱管上;
6)络筒:取步骤4)第一绳芯股线101在络筒机上进行络筒操作,制得绳芯纱筒;
7)编织:在编织机周围两个锭子上分别安装第二绳皮股线302、第五绳皮股线403所对应的纱筒,多根第一绳皮股线301结合第一绳芯股线101和第二绳皮股线302在高速编织机上编织,当编织到需要体现第二绳皮股线302颜色的长度位置后,捻接器将第二绳皮股线302与多根第一绳皮股线301中的一根股线替换,将第二绳皮股线302编入第一绳皮3中,被替换下的单根第一绳皮股线301与第一绳芯股线101共同作为第一绳芯1;当继续编织到需要体现第五绳皮股线403颜色的长度位置后,捻接器再次将第五绳皮股线403与多根第一绳皮股线301中的一根股线替换,将第五绳皮股线403编入第一绳皮3中,作为第二绳皮4,第二绳皮股线302在第二绳皮4上继续编织,作为第二绳皮4的第四绳皮股线402,第一绳芯股线101自然过渡到第二绳芯股线201,被替换下的单根第一绳皮股线301,即第二绳皮4的第三绳皮股线401,与第二绳芯股线402和被第二绳皮股线302替换下的单根第一绳皮股线301共同作为第二绳芯201,实现一根背带绳的双色功能。
尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。