中空聚酯纤维浮水系泊绳及其制作方法
文献发布时间:2023-06-19 10:49:34
技术领域
本申请属于纤维绳技术领域,具体涉及中空聚酯纤维浮水系泊绳及其制作方法。
背景技术
大型船只在码头稳定安全停靠离不开系泊绳的功劳,目前主要使用聚丙烯、聚酯和聚酰胺纤维制作的绳索作为系泊绳,但是在实际使用过程中,这些系泊绳索又存在很多问题,例如聚丙烯绳索虽然比重比水小,可以浮于水面,但是聚丙烯纤维不耐紫外线,在阳光照射下易老化,耐用性差;聚酯和聚酰胺绳索比重大,在使用中会沉入水中不容易发现,易造成绳索缠绕螺旋桨而产生事故,而且随着使用时间增加,在其表面会出现霉变和生物的附着,影响进一步使用。这些问题已成为本领域长期悬而未决的技术难题,且随着船舶行业的发展,对于系泊绳安全性、耐磨性、破断强力、抗菌防污效果等力学性能与抗菌防污功能逐步提出了新要求,尤其是浮水性提出了更高的要求。
发明内容
有鉴于此,一方面,本申请实施例公开了一种中空聚酯纤维浮水系泊绳,其特征在于,该浮水系泊绳为中空聚酯纤维制作而成的纤维绳索,该中空聚酯纤维内部有沿其轴向分布的多个贯通空腔,多个贯通空腔形状相同且以中空聚酯纤维中心为对称轴对称分布,中空聚酯纤维的中空率为25~40%,密度为0.95-1.00g/cm
其中,中空聚酯纤维由聚酯改性复合料制作得到,聚酯改性复合料的制作原料包括:聚酯切片、乙烯-醋酸乙烯酯共聚物、抗氧剂1010、助抗氧剂DLTP和纳米载银氧化亚铜抗菌剂,其中,乙烯-醋酸乙烯酯共聚物的质量为聚酯切片质量的1.2~3.5‰,抗氧化剂1010的质量为聚酯切片质量的0.1~2.5‰,助抗氧剂DLTP的质量为聚酯切片质量的0.5~1.2‰,纳米载银氧化亚铜抗菌剂的质量为聚酯切片质量的0.1~2.0‰。
一些实施例公开的中空聚酯纤维浮水系泊绳,贯通空腔的数量设置为3个或4个。
一些实施例公开的中空聚酯纤维浮水系泊绳,贯通空腔的形状为圆形或椭圆形。
一些实施例公开的中空聚酯纤维浮水系泊绳,纳米载银氧化亚铜抗菌剂粒度为20~50nm。
一些实施例公开的中空聚酯纤维浮水系泊绳,中空聚酯纤维浮水系泊绳为捻绳或编织绳。
另一方面,一些实施例公开了中空聚酯纤维浮水系泊绳的制作方法,用于制作中空聚酯纤维浮水系泊绳,具体包括:
(1)聚酯切片、乙烯-醋酸乙烯酯共聚物、抗氧剂1010、助抗氧剂DLTP和纳米载银氧化亚铜抗菌剂在造粒机中造粒,得到聚酯改性复合料;
(2)聚酯改性复合料经双螺杆挤出机熔融纺丝,挤出物经双螺杆出口加装的计量泵计量从异型喷丝板熔融挤出;该异形喷丝板包括若干规则分布的喷丝孔,喷丝孔中设置有多个以其中心对称分布的多个中空管,用以形成中空聚酯纤维中的贯通空腔;
(3)环吹风进行冷却固化,进入纺丝甬道,经给油处理、交络,采用四对热辊拉伸,使用收丝机收卷,通过控制中空聚酯纤维丝束冷却固化的距离L控制中空聚酯纤维的中空率,得到中空聚酯纤维组成的中空聚酯纤维丝束;其中,冷却距离设置为20~45mm,拉伸卷绕速度设置为2800~3300m/min,总松弛7~9%,总拉伸倍数5.0~7.1,第一对热辊温度设置为70~95℃,第二对热辊温度设置为110~130℃,第三对热辊温度设置190~220℃,第四对热辊温度设置为110~140℃;
(4)中空聚酯纤维丝束经初捻、复捻得到中空聚酯纤维绳股;
(5)用捻线机或编织机,将中空聚酯纤维绳股制作成纤维捻绳或纤维编织绳。
一些实施例公开的中空聚酯纤维浮水系泊绳的制作方法,聚酯切片特性粘度在0.90~1.05dl/g,端基羧酸含量在25mol/t,二甘醇含量小于1.2%。
一些实施例公开的中空聚酯纤维浮水系泊绳的制作方法,抗氧剂1010的初熔点不小于110℃、挥发份含量不大于0.5%,灰分含量不大于0.1%。
一些实施例公开的中空聚酯纤维浮水系泊绳的制作方法,助抗氧剂DLTP的酸值不大于0.05mg KOH/g。
一些实施例公开的中空聚酯纤维浮水系泊绳的制作方法,乙烯-醋酸乙烯酯共聚物的脆性温度小于-60℃。
本申请实施例公开的中空聚酯纤维浮水系泊绳,中空聚酯纤维中的母料中添加特定量的抗氧剂、纳米载银氧化亚铜抗菌剂等助剂,优化了纤维丝的原料组成、纺丝的流动性与可纺性,确保了纺丝生产的顺利流畅进行,得到的中空聚酯纤维长丝无断丝现象发生,得到的中空聚酯纤维浮水系泊绳相比于现有聚丙烯绳,耐磨转数提高10%以上,断裂强力提高5%以上,污损生物在系泊绳表面的附着面积降低6%以上,具有耐磨性能优良、断裂强力更高、抗菌防污效果更好的技术效果,而且具有优良的抗紫外线能力,安全性能提高,生产成本低,在系泊绳技术领域有良好的应用前景。
附图说明
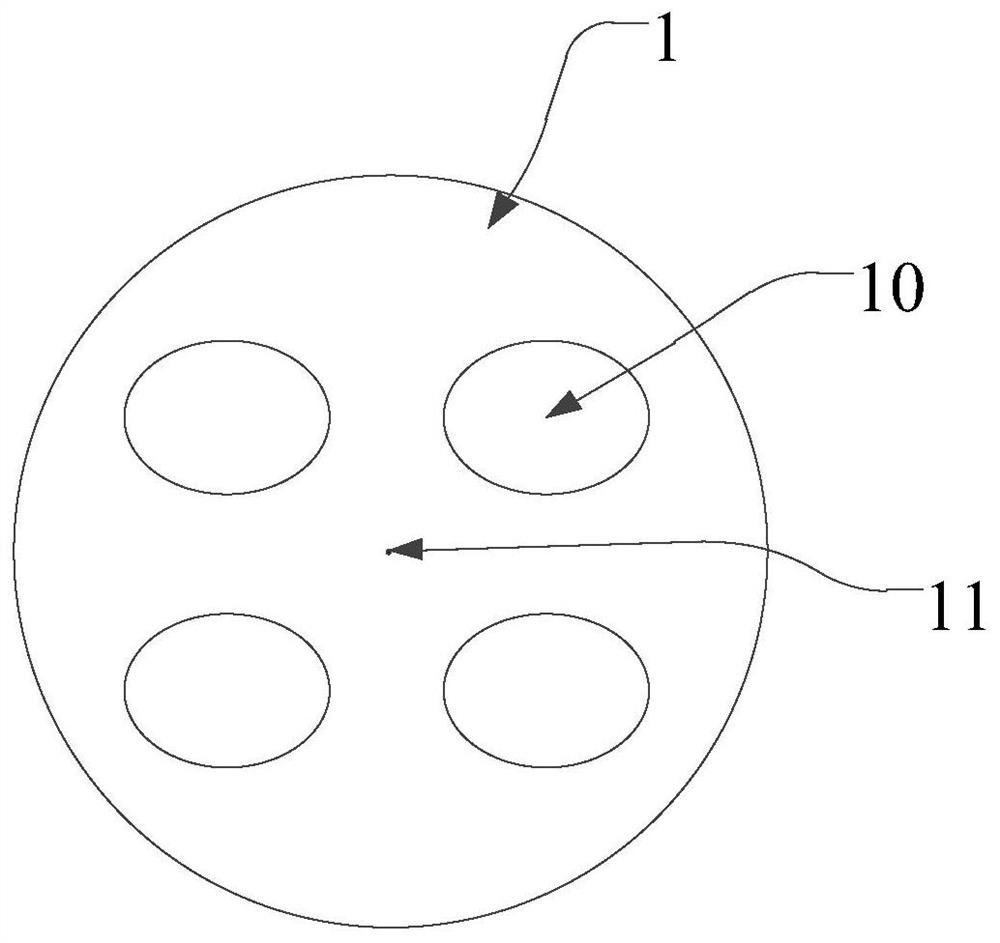
图1实施例1聚酯中空纤维结构示意图
附图标记
1 中空聚酯纤维 10 贯通空腔
11 中心
具体实施方式
在这里专用的词“实施例”,作为“示例性”所说明的任何实施例不必解释为优于或好于其它实施例。本申请实施例中性能指标测试,除非特别说明,采用本领域常规试验方法。应理解,本申请中所述的术语仅仅是为描述特别的实施方式,并非用于限制本申请公开的内容。
除非另有说明,否则本文使用的技术和科学术语具有本申请所属技术领域的普通技术人员通常理解的相同含义;作为本申请中其它未特别注明的试验方法和技术手段均指本领域内普通技术人员通常采用的实验方法和技术手段。
本文所用的术语“基本”和“大约”用于描述小的波动。例如,它们可以是指小于或等于±5%,如小于或等于±2%,如小于或等于±1%,如小于或等于±0.5%,如小于或等于±0.2%,如小于或等于±0.1%,如小于或等于±0.05%。在本文中以范围格式表示或呈现的数值数据,仅为方便和简要起见使用,因此应灵活解释为不仅包括作为该范围的界限明确列举的数值,还包括该范围内包含的所有独立的数值或子范围。例如,“1~5%”的数值范围应被解释为不仅包括1%至5%的明确列举的值,还包括在所示范围内的独立值和子范围。因此,在这一数值范围中包括独立值,如2%、3.5%和4%,和子范围,如1%~3%、2%~4%和3%~5%等。这一原理同样适用于仅列举一个数值的范围。此外,无论该范围的宽度或所述特征如何,这样的解释都适用。本文中,抗氧剂1010为四[β-(3,5-二叔丁基-4-羟基苯基)丙酸]季戊四醇酯;聚酯为聚对苯二甲酸乙二醇酯;助抗氧剂DLTP为硫代酯类助抗氧剂。
在本文中,包括权利要求书中,所有连接词,如“包含”、“包括”、“带有”、“具有”、“含有”、“涉及”、“容纳”等被理解为是开放性的,即是指“包括但不限于”。只有连接词“由……构成”和“由……组成”是封闭连接词。
为了更好的说明本申请内容,在下文的具体实施例中给出了众多的具体细节。本领域技术人员应当理解,没有某些具体细节,本申请同样可以实施。在实施例中,对于本领域技术人员熟知的一些方法、手段、仪器、设备等未作详细描述,以便凸显本申请的主旨。
在不冲突的前提下,本申请实施例公开的技术特征可以任意组合,得到的技术方案属于本申请实施例公开的内容。
在一些实施方式中,中空聚酯纤维浮水系泊绳为由中空聚酯纤维制作而成的纤维绳索,该中空聚酯纤维内部有沿其轴向分布的多个贯通空腔,多个贯通空腔形状相同且以中空聚酯纤维中心为对称轴对称分布,中空聚酯纤维的中空率为25~40%,密度为0.95-1.00g/cm
通常,抗氧剂1010和助抗氧剂DLTP协同使用,保证了中空聚酯纤维产品在加工过程中不降解,改进了中空聚酯纤维的抗氧化性能,扩大了使用周期;纳米载银氧化亚铜抗菌剂既能够增强了中空聚酯纤维的强度,又使其具有了一定的抗菌防腐功能,减少了浮水系泊用绳在使用过程中污损生物在绳上的附着;乙烯-醋酸乙烯酯共聚物改进了纺丝的加工流动性,使中空聚酯纤维的综合性能明显提高。
中空聚酯纤维的中空率通常是指其中空腔体积与中空聚酯纤维体积的百分比,也可以称为中空度;中空率小于25%时,无法确保制作的纤维绳索能够浮于水面上作为浮水系泊绳使用,而中空率高于40%时,中空聚酯纤维的强度会受到较大影响,影响其使用安全。
作为可选实施例,中空聚酯纤维浮水系泊绳中,中空聚酯纤维中的贯通空腔的数量设置为3个或4个。通常贯通空腔为多个,可以有效增加聚酯纤维中的空腔体积,降低其密度,有利于提高其浮水能力;多个贯通空腔均匀分布在聚酯纤维中,可以有效防止降低聚酯纤维的强度,提高其使用安全性,例如3个、4个空腔以中心对称方式均匀分布在纤维内。贯通空腔过少时,例如只有一个,在使用过程中中空聚酯纤维易于破碎,安全性差,也不利于降低纤维密度,贯通空腔过多时,空腔率较大,会造成纤维强度降低,还会增加喷丝模头的制造难度,增加制造成本。
作为可选实施例,中空聚酯纤维浮水系泊绳中,中空聚酯纤维中的贯通空腔的形状为圆形或椭圆形。通常空腔的形状为圆形或椭圆形,可以确保聚酯纤维本体具有足够的强度作为系泊绳使用,确保其使用安全性。
作为可选实施例,中空聚酯纤维浮水系泊绳中,中空聚酯纤维中的纳米载银氧化亚铜抗菌剂粒度为20~50nm。
作为可选实施例,中空聚酯纤维浮水系泊绳为捻绳或编织绳。
一些实施例方式中,中空聚酯纤维浮水系泊绳的制作方法具体包括:
(1)聚酯切片、乙烯-醋酸乙烯酯共聚物、抗氧剂1010、助抗氧剂DLTP和纳米载银氧化亚铜抗菌剂在造粒机中造粒,得到聚酯改性复合料;
(2)聚酯改性复合料经双螺杆挤出机熔融纺丝,挤出物经双螺杆出口加装的计量泵计量从异型喷丝板熔融挤出;该异形喷丝板包括若干规则分布的喷丝孔,喷丝孔中设置有多个以其中心对称分布的多个中空管,用以形成中空聚酯纤维中的贯通空腔;
(3)环吹风进行冷却固化,进入纺丝甬道,经给油处理、交络,采用四对热辊拉伸,使用收丝机收卷,通过控制中空聚酯纤维丝束冷却固化的距离L控制中空聚酯纤维的中空率,得到中空聚酯纤维组成的中空聚酯纤维丝束;其中,冷却距离设置为20~45mm,拉伸卷绕速度设置为2800~3300m/min,总松弛7~9%,总拉伸倍数5.0~7.1,第一对热辊温度设置为70~95℃,第二对热辊温度设置为110~130℃,第三对热辊温度设置190~220℃,第四对热辊温度设置为110~140℃;
(4)中空聚酯纤维丝束经初捻、复捻得到中空聚酯纤维绳股;
(5)用捻线机或编织机,将中空聚酯纤维绳股制作成纤维捻绳或纤维编织绳。
通常在中空聚酯纤维的制作过程中,在熔融聚酯改性复合料从异形喷丝板基础定型过程中,通过控制对热辊的拉伸倍数,可以控制中空聚酯纤维的强度,还有利于形成其中空结构,作为可选实施方式,拉伸总倍数控制在5.0~7.1之间,能够制备得到性能优良的中空聚酯纤维长丝。
通常异形喷丝板上设置的喷丝孔中,设置有多个管道以形成多个空腔,在喷丝过程中通入惰性气体可以防止熔融聚酯复合物或杂质附着在喷丝孔中,还可以确保在聚酯纤维中形成有效的空腔,通常可以控制空腔的数量、大小、形状等,以便控制中空聚酯纤维的中空率在合适的范围内。多个贯通空腔对称分布使得贯通空腔之间形成了稳定的桥接部,提高了喷丝孔的结构强度。
通常,通过控制丝束冷却固化的距离L可以控制中空纤维的中空率,通常该距离L是指丝束固化点距离喷丝板的距离),例如,20mm≤L≤45mm之间为较为优选的范围;通常,调控丝束冷却固化的距离L的方法包括控制环吹风的速率,例如,风速在冷却风的风速在0.4~1m/s为较为优选的范围,风速在0.4~0.7m/s为更为优选的范围,还可以通过控制环吹风的温度控制冷却固化距离L,例如可以控制环吹风的温度在215℃以下,较为优选的温度为180~210℃。
一些实施例公开的中空聚酯纤维浮水系泊绳的制作方法,聚酯切片特性粘度在0.90~1.05dl/g,端基羧酸含量在25mol/t,二甘醇含量小于1.2%。
一些实施例公开的中空聚酯纤维浮水系泊绳的制作方法,抗氧剂1010的初熔点不小于110℃、挥发份含量不大于0.5%,灰分含量不大于0.1%。
一些实施例公开的中空聚酯纤维浮水系泊绳的制作方法,助抗氧剂DLTP的酸值不大于0.05mg KOH/g。
一些实施例公开的中空聚酯纤维浮水系泊绳的制作方法,乙烯-醋酸乙烯酯共聚物的脆性温度小于-60℃。
以下结合实施例对技术细节做进一步说明。
实施例1
三股中空聚酯纤维浮水系泊捻绳
三股中空聚酯纤维浮水系泊捻绳的制作过程包括:
(1)聚酯切片、乙烯-醋酸乙烯酯共聚物、抗氧剂1010、助抗氧剂DLTP和纳米载银氧化亚铜抗菌剂在造粒机中造粒,得到聚酯改性复合料;其中,聚酯切片特性粘度为0.90dl/g,端基羧酸含量在25mol/t,二甘醇含量小于1.2%;乙烯-醋酸乙烯酯共聚物的质量为聚酯切片质量的1.2‰,脆性温度小于-60℃;抗氧化剂1010的质量为聚酯切片质量的0.1‰,初熔点不小于110℃、挥发份含量不大于0.5%,灰分含量不大于0.1%;助抗氧剂DLTP的质量为聚酯切片质量的0.5‰,酸值不大于0.05mg KOH/g;纳米载银氧化亚铜抗菌剂的质量为聚酯切片质量的0.1‰,粒度在20-50nm之间;
(2)聚酯改性复合料经双螺杆挤出机熔融纺丝,挤出物经双螺杆出口加装的计量泵计量从异型喷丝板熔融挤出;该异形喷丝板包括若干规则分布的圆形喷丝孔,喷丝孔中设置有四个以其中心对称分布的多个椭圆形中空管,用以形成中空聚酯纤维中的椭圆形贯通空腔;
(3)环吹风进行冷却固化,进入纺丝甬道,经给油处理、交络,采用四对热辊拉伸,使用收丝机收卷,通过控制中空聚酯纤维丝束冷却固化的距离L控制中空聚酯纤维的中空率,得到中空聚酯纤维组成的中空聚酯纤维丝束,中空聚酯纤维的中空率为37%,规格为1100dtex/96f;其中,冷却距离设置为30mm,拉伸卷绕速度设置为2800m/min,总松弛7%,总拉伸倍数5.0,第一对热辊温度设置为70℃,第二对热辊温度设置为110℃,第三对热辊温度设置190℃,第四对热辊温度设置为110℃;
(4)中空聚酯纤维丝束经初捻、复捻得到中空聚酯纤维绳股;初捻捻度设置为80捻/米、复捻捻度设置为110捻/米;
(5)用三股捻绳机,将中空聚酯纤维绳股制作成三股中空聚酯纤维浮水系泊捻绳,规格为150mm,断裂强力为6180kN。
图1为实施例1公开的中空聚酯纤维浮水系泊三股绳结构示意图。
浮水性测试:取一段20cm的三股中空聚酯纤维浮水系泊捻绳,两端捆扎,放入水中,静置24小时、1周、4周观察在水中的漂浮状态,结果表明,实施例1的三股中空聚酯纤维浮水系泊捻绳的浮水性很好,静置4周依然漂浮在水面,没有沉入水中。
实施例2
八股中空聚酯纤维浮水系泊单编绳
八股中空聚酯纤维浮水系泊单编绳的制作过程包括:
(1)聚酯切片、乙烯-醋酸乙烯酯共聚物、抗氧剂1010、助抗氧剂DLTP和纳米载银氧化亚铜抗菌剂在造粒机中造粒,得到聚酯改性复合料;其中,聚酯切片特性粘度为1.05dl/g,端基羧酸含量在25mol/t,二甘醇含量小于1.2%;乙烯-醋酸乙烯酯共聚物的质量为聚酯切片质量的3.5‰,脆性温度小于-60℃;抗氧化剂1010的质量为聚酯切片质量的2.0‰,初熔点不小于110℃、挥发份含量不大于0.5%,灰分含量不大于0.1%;助抗氧剂DLTP的质量为聚酯切片质量的1.2‰,酸值不大于0.05mg KOH/g;纳米载银氧化亚铜抗菌剂的质量为聚酯切片质量的2.0‰,粒度在20~50nm之间;
(2)聚酯改性复合料经双螺杆挤出机熔融纺丝,挤出物经双螺杆出口加装的计量泵计量从异型喷丝板熔融挤出;该异形喷丝板包括若干规则分布的圆形喷丝孔,喷丝孔中设置有四个以其中心对称分布的多个椭圆形中空管,用以形成中空聚酯纤维中的椭圆形贯通空腔;
(3)环吹风进行冷却固化,进入纺丝甬道,经给油处理、交络,采用四对热辊拉伸,使用收丝机收卷,通过控制中空聚酯纤维丝束冷却固化的距离L控制中空聚酯纤维的中空率,得到中空聚酯纤维组成的中空聚酯纤维丝束,中空聚酯纤维的中空率为28%,规格为1100dtex/96f;其中,冷却距离设置为40mm,拉伸卷绕速度设置为3300m/min,总松弛9%,总拉伸倍数7.1,第一对热辊温度设置为95℃,第二对热辊温度设置为130℃,第三对热辊温度设置210℃,第四对热辊温度设置为120℃;
(4)中空聚酯纤维丝束在250环捻机上环捻成绳纱,捻度设置为100捻/米,加捻方向包括S向和Z向,得到S向和Z向绳纱;绳纱在722型环捻机上复捻成绳股,捻度设置为80捻/米,加捻方向包括S向和Z向,得到S向和Z向绳股;
(5)用大型缆绳编织机进行编织,将中空聚酯纤维绳股编织形成八股中空聚酯纤维浮水系泊单编绳,规格为112mm,破断强力为1920kN。
浮水性测试:取一段20cm的八股中空聚酯纤维浮水系泊单编绳,两端捆扎,放入水中,静置24小时、1周、4周观察在水中的漂浮状态,结果表明,实施例1的八股中空聚酯纤维浮水系泊单编绳的浮水性很好,静置4周依然漂浮在水面,没有沉入水中。
本申请实施例公开的中空聚酯纤维浮水系泊绳,中空聚酯纤维中的母料中添加特定量的抗氧剂、纳米载银氧化亚铜抗菌剂等助剂,优化了纤维丝的原料组成、纺丝的流动性与可纺性,确保了纺丝生产的顺利流畅进行,得到的中空聚酯纤维长丝无断丝现象发生,得到的中空聚酯纤维浮水系泊绳相比于现有聚丙烯绳,耐磨转数提高10%以上,断裂强力提高5%以上,污损生物在系泊绳表面的附着面积降低6%以上,具有耐磨性能优良、断裂强力更高、抗菌防污效果更好的技术效果,而且具有优良的抗紫外线能力,安全性能提高,生产成本低,在系泊绳技术领域有良好的应用前景。
本申请公开的技术方案和实施例中公开的技术细节,仅是示例性说明本申请的发明构思,并不构成对本申请技术方案的限定,凡是对本申请公开的技术细节所做的没有创造性的改变、替换或组合等,都与本申请具有相同的发明构思,都在本申请权利要求的保护范围之内。