一种多股内放外收双捻制绳机及其制绳方法
文献发布时间:2023-06-19 13:48:08
技术领域
本发明涉及制绳设备技术领域,特别涉及一种多股内放外收双捻制绳机及其制绳方法。
背景技术
制绳设备是将绳股加捻制成绳缆的机械设备,按照捻绳方法可分为单捻和双捻,单捻是指设备旋转一圈产生一个捻距;双捻是指设备旋转一圈产生两个捻距。
现有的制绳设备普遍为管式制绳机,如图1所示,其中箭头所指方向为穿线方向,由主马达1驱动筒体2旋转,将3根原材料a纤维股进行旋转合绳,旋转一圈只能产生一个捻距,同时牵引装置3将已合成的绳以设定的线速度进行牵引,收卷装置4将牵引出来的绳索收卷到线轴上储存。其原理是靠筒体旋转惯捻制绳子,其旋转体重量大,转速慢,旋转一圈只能产生一个捻距,扭出的绳质量低,废品多,产量低,占用空间大,客户不满意,所以这种管式制绳机无法提高产品的质量和产量。
发明内容
本发明为解决上述技术问题,提供了一种能使设备占地面积减小,转速提高,设备旋转一圈能产生两个捻距的多股内放外收双捻制绳机。
技术方案如下,一种多股内放外收双捻制绳机,其特征在于,包括机架、摇篮、回转体、驱动机构、主传动机构、副传动机构和绞线口,在所述机架上安装有主驱动扭转轴和副驱动扭转轴,并且使两者保持在同一中心线上,所述驱动机构通过所述主传动机构连接所述主驱动扭转轴,所述主驱动扭转轴再通过所述副传动机构连接所述副驱动扭转轴,所述摇篮悬挂设置在所述主驱动扭转轴和所述副驱动扭转轴之间,所述回转体的两端也分别固定安装在所述主驱动扭转轴和副驱动扭转轴上,并且所述摇篮置于所述回转体内,在所述摇篮上设有至少两个线盘,所述绞线口安装在所述摇篮上,其位置靠近所述主驱动扭转轴一方设置,在所述回转体上设有布线装置,在所述回转体的两端外侧分别设有一个前捻距导轮和一个后捻距导轮,所述前捻距导轮固定安装在所述主驱动扭转轴上,所述后捻距导轮固定安装在所述副驱动扭转轴上,在所述副驱动扭转轴的末端处设有出线口。
作为进一步的改进,所述回转体包括两个捻距飞轮盘和一对对称设置的绞线弓,两个所述捻距飞轮盘分别固定安装在所述主驱动扭转轴和所述副驱动扭转轴上,所述绞线弓的两端分别固定在两个所述捻距飞轮盘上,所述布线装置设置在所述绞线弓上。
作为进一步的改进,所述布线装置为若干个穿线模眼,若干的穿线模眼等距离的设置在所述绞线弓的内表面上。
作为进一步的改进,在所述摇篮上还设有若干个过线导辊,若干个所述过线导辊分布在所述线盘的周围及所述绞线口的两侧。
作为进一步的改进,所述驱动机构为固定在所述机架的底面上的主马达,所述主传动机构包括主驱动轮、主从动轮和主传送皮带,所述主驱动轮安装在所述主马达的输出轴上,所述主从动轮安装在所述主驱动扭转轴上,所述主传动皮带连接所述主驱动轮和主从动轮,所述副传动机构包括两根副传送皮带、四个副从动轮和一根传动轴,四个所述副从动轮中有两个分别安装在所述主驱动扭转轴和所述副驱动扭转轴上,剩下两个分别安装在所述传动轴的两端,所述传动轴固定安装在所述机架的底面上,所述传动轴上的两个副从动轮与所述主驱动扭转轴和副驱动扭转轴上的副从动轮形成上下对应设置,并分别通过一根副传送皮带连接。
作为进一步的改进,所述线盘通过支撑轴和轴承座安装在所述摇篮上,所述线盘还通过张力控制装置来使线盘将原材料释放出来时保持张力,所述张力控制装置包括阻尼器、两个阻尼皮带轮和连接两个所述阻尼皮带轮的阻尼皮带,两个所述阻尼皮带轮一个与所述阻尼器同轴连接,另一个与所述线盘同轴连接。
作为进一步的改进,所述绞线口包括绞线模具、绞线模具安装支架和分线盘,所述绞线模具通过所述绞线模具安装支架安装在所述摇篮上,所述分线板位于所述绞线模具前侧立式安装,在所述分线板上设有若干个分线模眼,供多股原材料穿过。
一种多股内放外收双捻制绳机的制绳方法,其特征在于,
步骤A,准备:操作人员将用于储存原材料的数个线盘安装至多股内放外收双捻制绳机的摇篮上;
步骤B,穿线:将数个线盘上释放出来的多股原材料经过过线导辊穿入绞线口,通过绞线口合为一股绳结构后,再穿入前捻距导轮,通过前捻距导轮后穿入其中一根绞线弓内沿绞线弓的形状布置,再从绞线弓上引入至后捻距导轮上,最后从出线口穿出引入至外部的软包装收卷装置上;
步骤C,制绳:启动主马达,由主传动机构和副传动机构带动主驱动扭转轴和副驱动扭转轴同时转动,从而带动绞线弓旋转,通过绞线弓旋转一圈使一股绳结构在前捻距导轮处产生一个捻距,再在后捻距导轮处产生一个捻距,以此生产出两个捻距的双捻成绳结构;
步骤D,成绳:合绳完成后的双捻成绳进入外部的软包装收卷装置进行收卷。
有益效果
有益效果为:1)设备旋转一圈转产出两个捻距的绳,同样的转速效率是原有设备的2倍;
2)旋转体重量小,体积小,可达到更高的转速;
3)设备占地面积小,主马达功率小,能耗低;
4)自动化程度高,减少人员操作,降低人力成本;
5)设备整体框架,大型机床一次加工完成,保证精度;减少因维修的停机时间。
附图说明
下面结合附图与实施案例进一步说明本发明。
图1为现有技术结构示意图;
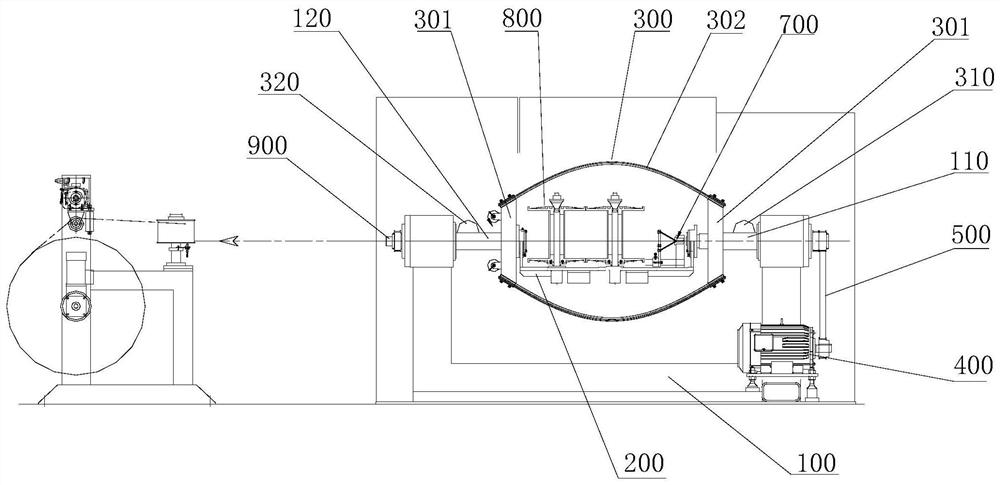
图2为本发明的整体结构示意图;
图3为本发明设备中的穿线示意图;
图4为本发明的线盘安装结构示意图;
图5为本发明的绞线口结构示意图;
图6为本发明的传动系统结构示意图。
图中编号:
1、主马达 2、筒体
3、牵引装置 4、收卷装置
100、机架 110、主驱动扭转轴
120、副驱动扭转轴 200、摇篮
210、过线导辊 300、回转体
301、捻距飞轮盘 302、绞线弓
310、前捻距导轮 320、后捻距导轮
400、驱动机构 500、主传动机构
501、主驱动轮 502、主从动轮
503、主传动皮带 600、副传动机构
601、副传送皮带 602、副从动轮
603、传动轴 700、绞线口
701、绞线模具 702、绞线模具安装支架
703、分线板 704、分线模眼
800、线盘 801、支撑轴
802、轴承座802 803、快速夹具
810、张力控制装置 811、阻尼器
812、阻尼皮带轮 813、阻尼皮带
900、出线口
具体实施方式
为使对本发明的结构特征及所达成的功效有更进一步的了解与认识,用以较佳的实施例及附图配合详细的说明,说明如下:
如图1-2所示,一种多股内放外收双捻制绳机,包括机架100、摇篮200、回转体300、驱动机构400、主传动机构500、副传动机构600和绞线口700,在机架100上安装有主驱动扭转轴110和副驱动扭转轴120,并且使两者保持在同一中心线上,驱动机构400为固定在机架100的底面上的主马达,主马达通过主传动机构500连接主驱动扭转轴110,主马达启动带动主驱动扭转轴110转动,主驱动扭转轴110再通过副传动机构600连接副驱动扭转轴120,带动副驱动扭转轴120同时转动。摇篮200悬挂设置在主驱动扭转轴110和副驱动扭转轴120之间,在主驱动扭转轴110和副驱动扭转轴上套设有固定轴承,摇篮200的两端分别固定在两侧的固定轴承上,当主驱动扭转轴110和副驱动扭转轴120转动时,摇篮200保持不动。回转体300的两端也分别固定安装在主驱动扭转轴110和副驱动扭转轴120上,并且摇篮200置于回转体300内,在摇篮200上设有三个用于储存原材料的线盘800,绞线口700安装在摇篮200上,其位置靠近主驱动扭转轴110一方设置,在回转体300上设有布线装置(图中未示出),在回转体300的两端外侧分别设有一个前捻距导轮310和一个后捻距导轮310,前捻距导轮310固定安装在主驱动扭转轴110上,后捻距导轮320固定安装在副驱动扭转轴120上,在副驱动扭转轴120的末端处设有出线口900。从线盘800上被释放出来的原材料穿入绞线口700,再从绞线口700穿出引入至前捻距导轮310上,过前捻距导轮310后进入回转体300内,再从回转体300内穿出引入至后捻距导轮320上,最后进入出线口900被拉出收卷,以此路径穿线后,通过主驱动扭转轴110和副驱动扭转轴120转动带动回转体300转动,回转体300转动一圈使线绳在前捻距导轮310处产生一个捻距,在后捻距导轮320处再产生一个捻距,以此形成两个捻距的线绳,再通过外部的软包装收卷装置收卷。
具体的,如图6所示,主传动机构500包括主驱动轮501、主从动轮502和主传送皮带503,主驱动轮501安装在主马达的输出轴上,主从动轮502安装在主驱动扭转轴110上,主传动皮带503连接主驱动轮501和主从动轮502,副传动机构600包括两根副传送皮带601、四个副从动轮602和一根传动轴603,四个副从动轮中有两个分别安装在主驱动扭转轴110和副驱动扭转轴120上,剩下两个分别安装在传动轴603的两端,传动轴603固定安装在机架100的底面上,传动轴603上的两个副从动轮与主驱动扭转轴110和副驱动扭转轴120上的副从动轮形成上下对应设置,并分别通过一根副传送皮带601连接。
如图4所示,线盘800通过支撑轴801和轴承座802安装在摇篮200上,线盘800安装后在支撑轴的顶部通过快速夹具803使线盘固定,线盘800还通过张力控制装置810来使线盘800将原材料释放出来时保持张力,张力控制装置810包括阻尼器811、两个阻尼皮带轮812和连接两个阻尼皮带轮812的阻尼皮带813,两个阻尼皮带轮一个与阻尼器811同轴连接,另一个与线盘800同轴连接。
如图5所示,绞线口700包括绞线模具701、绞线模具安装支架702和分线盘703,绞线模具701通过绞线模具安装支架702安装在摇篮200上,分线板703位于绞线模具701前侧立式安装,在分线板703上设有若干个分线模眼704,供多股原材料穿过。
如图1、2所示,为了简化结构、缩小设备体积,减轻设备重量,回转体300包括两个捻距飞轮盘301和一对对称设置的绞线弓302,两个捻距飞轮盘301分别固定安装在主驱动扭转轴110和副驱动扭转轴120上,使两个捻距飞轮盘301同时绕主驱动扭转轴110和副驱动扭转轴120的中心旋转绞线弓302的两端分别固定在两个捻距飞轮盘301上,布线装置设置在绞线弓302上。布线装置为若干个穿线模眼,若干的穿线模眼等距离的设置在绞线弓302的内表面上。
如图2所示,为了保证用于制绳的原材料在进入绞线口700时的平滑过渡,在摇篮200上还设有若干个过线导辊210,若干个过线导辊210分布在线盘800的周围及绞线口700的两侧。
一种多股内放外收双捻制绳机的制绳方法,其特征在于,
步骤A,准备:操作人员将用于储存原材料的数个线盘800安装至多股内放外收双捻制绳机的摇篮200上;
步骤B,穿线:将数个线盘800上释放出来的多股原材料a经过过线导辊210穿入绞线口700,通过绞线口700合为一股绳结构后,再穿入前捻距导轮310,通过前捻距导轮310后穿入其中一根绞线弓302内沿绞线弓的形状布置,再从绞线弓302上引入至后捻距导轮上,最后从出线口900穿出引入至外部的软包装收卷装置上;
步骤C,制绳:启动主马达,由主传动机构500和副传动机构600带动主驱动扭转轴110和副驱动扭转轴120同时转动,从而带动绞线弓302旋转,通过绞线弓302旋转一圈使一股绳结构在前捻距导轮310处产生一个捻距,再在后捻距导轮320处产生一个捻距,以此生产出两个捻距的双捻成绳结构;
步骤D,成绳:合绳完成后的双捻成绳进入外部的软包装收卷装置进行收卷。
综上所述,仅为本发明的较佳实施例而已,并非用来限定本发明实施的范围,凡依本发明权利要求范围所述的形状、构造、特征及精神所为的均等变化与修饰,均应包括于本发明的权利要求范围内。