嵌件式注射成型在线流变测试模具及方法
文献发布时间:2023-06-29 06:30:04
技术领域
本发明涉及一种嵌件式注射成型在线流变测试模具及方法,属于聚合物成型加工与测试技术领域。
背景技术
流变仪可以分为毛细管流变仪、旋转流变仪和扭矩流变仪等,具备耐磨、耐热、耐腐蚀的特点,是一种用来测定聚合物熔体、聚合物溶液、悬浮液、乳剂、油漆、油墨和食品的流变性能的仪器。流变学测量对掌握高分子流体性能,观察高分子材料的内部结构具有重要作用,为高分子材料的合理使用提供重要参考数据参考。聚合物的分子量和分子量分布可以通过塑料、橡胶和树脂等不同尺度高分子材料的分子链响应来表征,并能快速,简单,有效地对产品进行质量检验和质量控制。流变测量建立了聚合物分子量、分子量分布、分支和可加工性之间的直接联系,可以帮助用户进行原材料测试、工艺设计和产品性能预测。狭缝流变仪是众多流变仪中的经典类型之一。狭缝流变仪通过一定尺寸形状的狭缝空间使被测物料在经过狭缝流道时产生压降,改变被测物料的流量,通过检测压力和温度确定被测物料的流变特性。狭缝流变测试需要符合已建立的测试标准,包括国家标准:GBT 25278-2010塑料用毛细管和狭缝口模流变仪测定塑料的流动性,国际标准:ISO 11443:2021Plastics—Determination of the fluidity of plastics using capillary andslit-die rheometers等。
嵌件式注射成型或注射包覆成型是指将金属或其他合适材料制成的零件(称为嵌件)准确地放置到模具中,关闭模具,再将聚合物注入模具型腔,聚合物与嵌件接合固化,最终制成一体化的产品。用于跟嵌件结合的聚合物包括热固性聚合物和热塑性聚合物,热固性聚合物包括环氧树脂、酚醛树脂和DAP等,热塑性聚合物包括聚丙烯、聚乙烯、ABS、聚苯乙烯、尼龙、乙缩醛、PET、PBT、聚碳酸酯、聚苯醚、聚苯硫醚、聚醚醚酮、聚乳酸等。嵌件通常是金属零件和电子器件,包括手柄、螺丝、螺母、螺钉、电触点、电路板、电线、线束组件以及连接器等。嵌件式注射成型方法典型的应用是将机械加工的金属销或插座结合到模制塑料外壳中的电连接器、带有黄铜螺钉和轴的外壳,以及带有金属端子和触点的电子零部件等。嵌件式注射成型有如下特点:1)聚合物的易成型性、弯曲性与嵌件的刚性、強度及耐热性的相互组合补充可结实地制成复杂精巧的多材质一体化产品;2)特别是利用了聚合物的绝缘性和金属的导电性的组合,制成的成型品能满足电气产品的基本机能;3)与多个嵌件的预加工成型相结合,使得产品单元组合的后工程更合理化;4)嵌件品不尽限于金属,也有布、纸、电线、塑料、玻璃、木材、线圏类、电气零件等多种,还有最近兴起的连续纤维预浸带增强材料嵌件;5)对于刚性成型品、橡胶密封垫板上的弯曲弹性成型品,通过嵌件式注射成型制成一体化产品后,可省去排列密封圏的复杂作业,使得后工序的自动化组合更容易;6)因为与嵌件接合的聚合物在注射包覆过程中是流体流动状态,与压入成型法相比较,嵌件间隙可以设计得更狭窄,复合产品成型的可靠性更高;7)选择适当的聚合物和成型条件,即使对于如玻璃、线圈类、电气零件等易变形破损的嵌件,通过聚合物也可包覆密封固定;8)选择适当的模具结构,嵌件也可完全封入聚合物内;9)注塑机与机械手、嵌件整列装置等的组合都可实现自动化生产;10)嵌件成型后经过去芯孔处理也可制成帯有中空凹槽的产品。嵌件式注射成型方法是一种高附加值成型方法,可以低成本地生产出高品质的精密电子零部件以及汽车零部件产品。嵌件式注射成型主要面临热膨胀系数、传热系数、强度等性质各不相同的物质组合在一起的界面结合问题。嵌件式注射成型系统设计的注意事项包括:1)容易产生成型收缩率不均一,事先应做重要部位的形状、尺寸精度的极限试验;2)注射过程中嵌件容易变形和移位,应充分考虑模具结构和容易保持金属嵌件的模具形状的设计;对于嵌件形状不能改变的产品,事先试验是不可缺少的;3)嵌件的排列分离而使用输送器的场合下,嵌件之间和嵌件与振动球的接触,会使嵌件表面产生细微的损伤,而影响产品质量;应事先确认其品质容许极限范围;4)应事先测定嵌件因为前期加工而引起的锯齿状、翘曲量、材料厚度差、直径差、敷金加工引起的厚度差等;在此基础上进行自动化装置的配套选择设计及模具构造的设计;5)模具浇口位置方式、成型周期等制约模具构造的可预测性,应尽可能事先解决或有相应的改善对策;6)应确认嵌件是否需要预热或干燥处理,进而产品质量和成型的稳定性;7)模具内可预先设置检测器件,可在模具受热、力、振动等环境条件影响下,提前预测并调整工艺,以保证成型动作稳定进行。
随着聚合物及其复合材料种类以及成型加工技术的不断更新,聚合物与成型加工设备及嵌件或复合件之间的界面调控机制是指导聚合物成型加工及与其他嵌件或复合件形成一定结构和功能制品的关键。特别是嵌件式注射成型,聚合物与嵌件之间的界面调控机制决定了最终产品的性能,受到聚合物和嵌件的材料种类及其与聚合物连接面的不同界面结构及材料物性参数(微观表面结构、粗糙度、材料密度、导热系数、热膨胀系数、压缩系数、泊松比等)的影响,需要合适的产品结构设计、模具设计和注射成型工艺参数才能保证最终产品的性能。聚合物的黏度作为注射成型工艺中需要调控的最关键的物性参数之一,主要与温度、剪切速率和剪切应力密切相关,表现为聚合物的流变行为。通过聚合物流变行为的测试,可获得聚合物黏度与温度、剪切速率、剪切应变之间的关系,进而可以用于指导注射成型过程工艺参数的确定。
在带有嵌件的聚合物产品的制备过程中,聚合物熔体在实际流动中将与嵌件的壁面产生粘结及摩擦,受界面条件的影响,熔体的剪切速率变化规律有很多不确定性。不同嵌件的表面平整度与表面结构不同,使得同种聚合物流体流过不同种嵌件时的流变学性能不同,不同种聚合物流体流过同种嵌件时的流变学性能也不同。常规的流变测试方法虽然可以获得不同聚合物材料的流变行为数据,但却忽略了界面条件对于聚合物流变行为的影响。聚合物及其复合材料的加工成型过程中,聚合物流动壁面对于聚合物流变行为的影响是不可忽视的,壁面上摩擦不同会造成聚合物流体的剪切速率不均,壁面的弹性不同会影响到聚合物流体的真实粘度。比如使用碳纤维预浸带作为表面增强材料,通过聚合物熔体熔融浸渍预浸带表面形成制品,预浸带表面的平整度、摩擦以及内部纤维结构等都会影响聚合物熔体的流变行为。虽然某些旋转/平板流变仪采用了具有不同粗糙度的锯齿板作为支撑被测物料放置其产生壁面滑移而影响测试结果,但并没有考虑不同嵌件的材料种类及其与聚合物连接面的不同界面结构及材料物性参数(微观表面结构、粗糙度、材料导热系数、热膨胀系数、压缩系数、泊松比等)对于聚合物流变行为的影响。现有商用流变仪,用于支撑被测物料的载具的材料及建立的壁面条件较为单一,不能用于在多种壁面材料及条件下测量聚合物的流变行为。因此,通过常规标准测试方法和仪器无法获得聚合物与加工设备及嵌件或复合件之间的界面流变行为数据,迫切需要建立一种测试聚合物熔体流动过程中与不同材料嵌件及不同形式壁面之间的界面流变行为的方法及仪器设备。
专利CN210894009U公布了一种非牛顿流体在线流变特性测试装置,可直接安装在生产设备上需要测试流变特性的位置,直接进行在线测试;但主要基于毛细管流变测试模式,且不具备考虑界面和壁面影响的测试功能。专利CN104931388A公布了一种集散射、显微于一体的流变原位在线测试系统,主要基于一体化扁平状毛细管和散射、显微功能为一体实现流变参数的测定,也不具备考虑界面和壁面影响的测试功能。专利CN206546309U公布了一种熔体在线粘度测量系统,采用了可变频调节的出料泵和若干压力检测器配合熔体管道的长度快速计算出熔体粘度。专利CN207516370U公布了一种原位观测橡胶材料硫化过程的流变在线测试系统,但测试对象仅限于橡胶材料。专利US6945094B2公布了一种测定在导管中流动的聚合物的流变特性的方法和装置,利用了声发射技术实现相关数据测定,但仅适用于导管结构,且声发射容易受外界干扰影响测试精度。专利US7380442B2公布了一种可插入挤出机筒体中的在线旋转/振荡流变仪,可实现从挤出机内部收集材料进行检测,但检测模式属于平板测试模式,只能适用于低剪切速率条件下的流变测试,无法获得高剪切速率的数据。专利US2021/0370569Al公布了一种用于生产注塑零件的热塑性和/或弹性体材料流变性在线传感方法,主要在注塑机合模系统动模板和定模板之间设置测量工具,利用注塑机注塑系统驱动塑化的物料进入测量工具的腔体中,利用腔体内部的传感器测量数据。但是此专利也没有考虑界面或壁面对聚合物流变行为的影响。
现有技术CN101549540A公开了一种激光在线检测聚合物凝聚态变化的外场形态控制成型装置;CN105891049A公开了一种研究流体流变行为的方法及狭缝流变仪;CN106918640A公开了一种非等温高剪切聚合物注射成形的超声波原位表征装置;CN113715284A公开了一种微尺度矩形狭缝的聚合物粘度在线检测系统及检测方法;DE19846579C1公开了一种用于测量塑料块的粘度的装置和方法;DE102016201537A1公开了一种流变仪;JP2011163873A公开了一种树脂粘度测定方法及树脂粘度测定装置;US3693458A公开了一种树脂流动测试装置和方法;US4425790A公开了一种聚合物挤出性能的预测;US5974866A公开了一种在线流变仪装置;US6023962A公开了储槽流变仪,用于快速反应聚合物的粘度测量;US7143637B1公开了一种介电狭缝模头,用于在线监测液体工艺;US2005183496A1公开了一种具有单片集成压力传感器的微缝隙粘度计;US2009282901A1公开了一种高通量粘性的测量方法;US2013255371A1公开了一种物料流表征的方法和装置;US2021146592A1公开了一种能够同时测量聚合物压力/剪切流变的旋转挤出加工流变仪和流变测量方法;WO2012038769A1公开了一种测定聚合物熔体流动性的测量装置;《注射成形中聚合物熔体黏度的在线测量装置》公开了一种熔体黏度的在线测量装置;但这些现有技术对于嵌件注射成型的流变行为均没有进行研究阐释。
因此,通过以上调研可以看出,现有的流变测试技术均没有考虑界面或壁面条件对于测试物料流变行为的影响,具体来说:
(1)现有技术中缺乏对嵌件式注射成型熔体流变行为的研究阐释,并且缺乏相应的测试装置和测试方法;
(2)其中CN113715284A虽然公开了一种微尺度矩形狭缝的聚合物粘度在线检测系统及检测方法,但其型腔调节并非是用于嵌件注射成型的,因而仍然没有考虑界面或壁面对聚合物流变行为的影响。
发明内容
针对现有嵌件式注射成型制品的多样化和嵌件与塑料熔体间界面引起的流变行为没有相关测试方法及装置的问题,本发明的目的在于提供一种考虑界面条件影响的嵌件式注射成型在线流变测试模具及方法。
本发明的目的是通过以下技术方案实现的。
根据嵌件聚合物制品的嵌件类型和狭缝流变测试腔的长宽尺寸,设计制备嵌件,在狭缝模腔中预留出合适的位置来放置和固定嵌件,控制狭缝流变测试腔狭缝间隙,将不同温度条件下的聚合物流体在一定速度下推入狭缝流变测试腔,利用狭缝流变测试腔上部的传感器测定压力数据,根据速度、温度和测定的压力数据计算流变数据,最终获得不同对应嵌件界面条件的聚合物流变行为。
一种嵌件式注射成型在线流变测试模具,包括狭缝流变测试腔、嵌件固定装置和传感器,所述嵌件固定装置位于狭缝流变测试腔下方,所述传感器设置在狭缝流变测试腔上方;所述狭缝流变测试腔的容积可调。
进一步地,所述嵌件固定装置包括嵌件固定楔形块、楔形驱动块、调距螺栓、支撑块和盖板,所述嵌件固定楔形块上端面水平,测试时将嵌件固定在嵌件固定楔形块上,嵌件固定楔形块下端面为斜面,与楔形驱动块的上端面接触可自由滑动,楔形驱动块的上端面为斜面,楔形驱动块的下端面与狭缝流变测试腔下端面接触可自由滑动,楔形驱动块侧面有螺纹孔,与调距螺栓配合,调距螺栓的螺纹端旋入楔形驱动块的螺纹孔中,另一端与支撑块侧面接触;所述嵌件固定楔形块和楔形驱动块背面与动模正面接触,嵌件固定楔形块和楔形驱动块正面与盖板接触,被盖板限位于动模上。
进一步地,所述嵌件式注射成型在线流变测试模具还包括浇口套、流道、温度传感器、定模、动模、模架和数据采集系统,其特征在于:与注塑机配套使用;浇口套内腔依次连接流道和狭缝流变测试腔;所述传感器为至少两个,并排安装在动模上,所述传感器端头设置在狭缝流变测试腔上方的型腔壁面上,使用时传感器端头与注射的聚合物直接接触;传感器的接线与数据采集系统连接。
进一步地,所述传感器为压力温度一体式传感器,或者所述传感器中的一部分为压力传感器,另一部分为温度传感器。
进一步地,所述嵌件固定楔形块与楔形驱动块的接触斜面与水平面的角度α小于45°。楔形驱动块水平移动距离a,嵌件固定楔形块上下移动距离b=a×tan(α);当α<45°时,可实现楔形驱动块水平移动的放大即嵌件固定楔形块上下移动的微距离调控,进而控制精确的狭缝间隙。
进一步地,所述嵌件式注射成型在线流变测试模具还包括压紧片,压紧片设置在嵌件固定楔形块上面用于固定嵌件。
进一步地,所述压紧片的厚度在0.1mm以内。
进一步地,所述狭缝流变测试腔水平设置。
进一步地,在所述测试嵌件固定装置安装上所述测试嵌件后形成狭缝,形成的狭缝间隙H与狭缝宽度B的H/B比小于等于0.1mm。
进一步地,还包括模温控制系统。
进一步地,模温控制系统由热电偶、温控流道、模温机组成。
进一步地,模温控制系统的模温机优选油温机,控制温度可达400℃以上。
进一步地,还包括隔热板。
进一步地,所述隔热板采用耐高温材料。
采用本发明嵌件式注射成型在线流变测试模具的嵌件式注射成型在线流变测试方法的步骤如下:
1)根据狭缝流变测试腔尺寸准备用于测试的嵌件;
2)将测试模具安装在注塑机合模系统上,调试模具和注塑机;
3)设定注塑机注塑系统的机筒及喷嘴温度,使被测试聚合物物料塑化为一定温度的流体;
4)开模,测定嵌件厚度,通过嵌件固定装置固定嵌件并设定狭缝流变测试腔的狭缝间隙;
5)合模,设定注射速度,注塑机注塑系统动作,将机筒中一定温度的聚合物流体注射进模具,聚合物流体依次经浇口套、流道、狭缝流变测试腔的狭缝及嵌件后,流出;
6)通过压力传感器、温度传感器和数据采集系统将注射过程中的压力和温度数据记录;
7)冷却后开模,取出浇口套、流道、狭缝流变测试腔中的聚合物和嵌件;
8)改变注射速度、温度,重复以上步骤,获得不同温度和注射速度条件下的流变数据;
9)处理数据,通过加热温度、注射速度、传感器采集到的压力和温度数据,计算包括应力、应变、黏度的相关流变数据。
进一步地,嵌件可以是金属、陶瓷、塑料、橡胶、复合材料、预浸带、纤维布、植物、动物中的一种或者及其组合。
进一步地,嵌件通过胶带、双面胶、胶水中的一种及其任意组合进行固定。
有益效果
1)考虑了界面对于聚合物流变性能的影响,获得的数据可为不同界面的嵌件聚合物制品的加工成型提供理论数据和技术指导;
2)平板流变仪只能实现小剪切速率条件下的流变测试,不适用于工业化生产过程中聚合物高剪切速率条件;采用的狭缝流变测试的形式可适应不同剪切速率条件的测试,更接近实际工业化生产过程,特别是嵌件注射成型或注射包覆成型;与毛细管流变仪的测试原理相比,狭缝流变测试可以在狭缝上更好的安装压力传感器,压力传感器的数量也可以设置两个以上,进而得到更精确的测试数据;
3)通过在线测试模具的形式开展研究,借助了注塑机塑化单元实现聚合物的塑化熔融和产生流动速度条件,聚合物流动情况也更贴近于实际的工业加工条件;
4)借助了注塑机而可以省去离线实验室流变测试设备单元及零部件,因此可以节省许多昂贵的设备费用;
5)在线模具可以安装在不同型号的注塑机上使用,具有简单适用的特点;
6)嵌件可以灵活更换,嵌件可以是金属、陶瓷、塑料、橡胶、复合材料、预浸带、纤维布、植物、动物任意物质和形态的物体及其组合,可以得到任意聚合物任意种类嵌件之间的界面流变数据,并建立相应的数据库;
7)嵌件固定装置包括嵌件固定楔形块、压紧片、楔形驱动块、调距螺栓和支撑块,利用了斜面移动放大原理,可通过水平距离的调节实现垂直距离的细微调节,进而实现狭缝间隙的精确控制;狭缝间隙的可调性也使本发明具有更广泛的适应性和灵活性;
8)采用本发明得到的流变数据还可用于支撑和指导数理模型建立、数值计算、模拟仿真、新材料、新设备和新工艺等研究开发工作。
附图说明
图1是本发明嵌件式注射成型在线流变测试模具三维图;
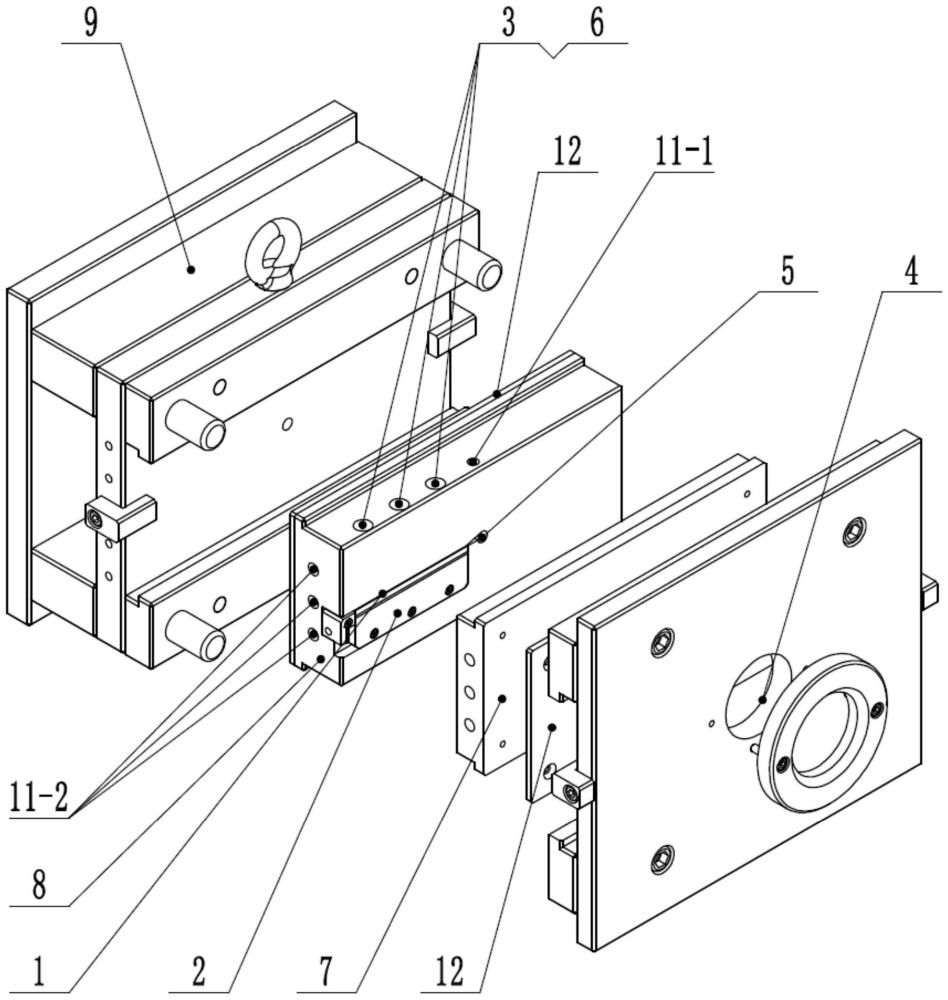
图2是本发明嵌件式注射成型在线流变测试模具三维爆炸图;
图3是本发明嵌件式注射成型在线流变测试模具主视图;
图4是本发明嵌件式注射成型在线流变测试模具侧视图;
图5是本发明嵌件式注射成型在线流变测试模具示意图;
图6是本发明嵌件式注射成型在线流变测试模具动模部分示意图;
图7是本发明嵌件式注射成型在线流变测试模具动模部分三维图;
图8是本发明嵌件式注射成型在线流变测试模具动模部分三维爆炸图;
图中:1—狭缝流变测试腔,2—嵌件固定装置,2-1—嵌件固定楔形块,2-2—楔形驱动块,2-3—调距螺栓,2-4—支撑块,2-5—盖板,3—压力传感器,4—浇口套,5—流道,6—温度传感器,7—定模,8—动模,9—模架,10—数据采集系统,11—模温控制系统,11-1—热电偶,11-2—温控流道,11-3—模温机,12—隔热板,13—嵌件
附图仅用于示例性说明,不能理解为对本发明的限制;为了更好说明实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对于本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。
具体实施方式
下面结合附图对本发明的优选实施方式作进一步详细说明。在本实施例中,“上”、“下”、“左”、“右”、“前”、“后”都是依据附图中的视图方向而定义的,本领域技术人员完全理解,而非对本发明进行任何限制。
实施例1
一种嵌件式注射成型在线流变测试模具,包括狭缝流变测试腔(1)、嵌件固定装置(2)、压力传感器(3)、浇口套(4)、流道(5)、温度传感器(6)、定模(7)、动模(8)、模架(9)和数据采集系统(10),其特征在于:与注塑机配套使用;所述嵌件固定装置(2)位于狭缝流变测试腔(1)下方,所述压力传感器(3)设置在狭缝流变测试腔(1)上方。所述嵌件固定装置(2)包括嵌件固定楔形块(2-1)、楔形驱动块(2-2)、调距螺栓(2-3)、支撑块(2-4)和盖板(2-5),所述嵌件固定楔形块(2-1)上端面水平,将嵌件(13)固定在嵌件固定楔形块(2-1)上,嵌件固定楔形块(2-1)下端面为斜面,与楔形驱动块(2-2)的上端面接触可自由滑动,楔形驱动块(2-2)的上端面为斜面,楔形驱动块(2-2)的下端面与狭缝流变测试腔(1)下端面接触可自由滑动,楔形驱动块(2-2)侧面有螺纹孔,与调距螺栓(2-3)配合,调距螺栓(2-3)的螺纹端旋入楔形驱动块(2-2)的螺纹孔中,另一端与支撑块(2-4)侧面接触(本领域技术人员可以明了可以通过内六角螺栓扳手或螺丝批头等工具对调距螺栓通过该侧面进行旋扭调节);所述嵌件固定楔形块(2-1)和楔形驱动块(2-2)背面与动模(8)正面接触,嵌件固定楔形块(2-1)和楔形驱动块(2-2)正面与盖板(2-5)接触,被盖板(2-5)限位于动模(8)上。浇口套(4)内腔依次连接流道(5)和狭缝流变测试腔(1);压力传感器(3)有三个,并排安装在动模(8)上,压力传感器(3)之间的距离为38.5mm,压力传感器(3)端头设置在狭缝流变测试腔(1)上方的型腔壁面上,使用时压力传感器(3)端头与注射的聚合物直接接触;压力传感器(3)和温度传感器(6)的接线与数据采集系统(10)连接。所述嵌件固定楔形块(2-1)与楔形驱动块(2-2)的接触斜面与水平面的角度α为arctan(1/8)≈7.125°,楔形驱动块(2-2)水平移动距离a=1mm,嵌件固定楔形块(2-1)上下移动距离b=a×tan(α)=0.125mm;可实现楔形驱动块(2-2)水平移动距离放大8倍,嵌件固定楔形块(2-1)上下移动的微距离调控,进而控制精确的狭缝间隙。所述狭缝流变测试腔(1)水平设置。所述测试嵌件固定装置(2)安装上所述测试嵌件(13)后形成狭缝,形成的狭缝间隙H与狭缝宽度B的H/B比小于等于0.1mm。本实施例狭缝长度L为120mm,狭缝宽度H为20mm(最好在附图中标出H/B/L),嵌件固定楔形块(2-1)上下移动距离最大为5mm,楔形驱动块(2-2)水平移动距离最大为20mm。压力传感器(3)和温度传感器(6)为压力温度一体式传感器。还包括模温控制系统(11),模温控制系统(11)由热电偶(11-1)、温控流道(11-2)、模温机(11-3)组成,模温机(11-3)为油温机,控制温度可达400℃以上。动模(8)和定模(7)的背面均设置有隔热板(12),以防止热量传导。
采用本实施例嵌件式注射成型在线流变测试模具的嵌件式注射成型在线流变测试方法的步骤如下:
1)根据狭缝流变测试腔(1)尺寸准备用于测试的嵌件(13);
2)将测试模具安装在注塑机合模系统上,调试模具和注塑机;
3)设定注塑机注塑系统的机筒及喷嘴温度,使被测试聚合物物料塑化为一定温度的流体;
4)开模,测定嵌件(13)厚度,通过嵌件固定装置(2)固定嵌件(13)并设定狭缝流变测试腔(1)的狭缝间隙;
5)合模,设定注射速度,注塑机注塑系统动作,将机筒中一定温度的聚合物流体注射进模具,聚合物流体依次经浇口套(4)、流道(5)、狭缝流变测试腔(1)的狭缝及嵌件(13)后,流出;
6)通过压力传感器(3)、温度传感器(6)和数据采集系统(10)将注射过程中的压力和温度数据记录;
7)冷却后开模,取出浇口套(4)、流道(5)、狭缝流变测试腔(1)中的聚合物和嵌件(13);
8)分别改变注射速度、温度,重复以上步骤,获得不同温度和注射速度条件下的流变数据;
9)处理数据,通过加热温度、注射速度、传感器采集到的压力和温度数据,计算包括应力、应变、黏度的相关流变数据。
嵌件(13)可以是金属、陶瓷、塑料、橡胶、复合材料、预浸带、纤维布、植物、动物中的一种或者及其组合。
嵌件(13)通过胶带、双面胶、胶水中的一种及其任意组合进行辅助固定。
实施例2
本实施例采用了实施例1的嵌件式注射成型在线流变测试模具及方法,测试嵌件(13)为连续碳纤维增强尼龙6预浸带,被测聚合物为尼龙6,测试步骤如下:
1)根据狭缝流变测试腔(1)尺寸准备用于测试的嵌件(13)即宽度20mm长度120mm的连续碳纤维增强尼龙6预浸带;
2)将测试模具安装在注塑机合模系统上,调试模具和注塑机;
3)设定注塑机注塑系统的机筒及喷嘴温度,使被测试聚合物物料塑化为温度为260℃的尼龙6流体;
4)开模,测定嵌件(13)厚度0.3mm,通过嵌件固定装置(2)固定嵌件(13)并设定狭缝流变测试腔(1)的狭缝间隙2mm;
5)合模,设定注射速度70mm/s,注塑机注塑系统动作,将机筒中温度为260℃的尼龙6流体注射进模具,尼龙6流体依次经浇口套(4)、流道(5)、狭缝流变测试腔(1)的狭缝及嵌件(13)后,流出;
6)通过压力传感器(3)、温度传感器(6)和数据采集系统(10)将注射过程中的压力和温度数据记录;
7)冷却后开模,取出浇口套(4)、流道(5)、狭缝流变测试腔(1)中的尼龙6和连续碳纤维增强尼龙6预浸带嵌件(13);
8)分别改变注射速度80mm/s、90mm/s、100mm/s,分别改变温度270℃、280℃,重复以上步骤,获得不同温度和注射速度条件下的流变数据;
9)处理数据,通过加热温度、注射速度、传感器采集到的压力和温度数据,计算包括应力、应变、黏度的相关流变数据。
本发明包括但不限于以上实施例,凡是在本发明的精神和原则之下进行的任何等同替换或局部改进,都将视为在本发明的保护范围之内。