一种高温气冷堆控制棒驱动机构检修用的多工位吊装装置
文献发布时间:2023-06-19 11:09:54
技术领域
本公开属于反应堆检修技术领域,具体涉及一种高温气冷堆控制棒驱动机构检修用的多工位吊装装置。
背景技术
在反应堆运行过程中,控制棒系统用于对反应性进行控制,实现不同模式的运行。在长期运行过程中,存在对控制棒驱动机构解体检修和电气元件更换的需求。高温气冷堆控制棒驱动机构壳体是一回路压力边界的一部分,一旦拆除驱动机构,就破坏了一回路压力边界,导致原有的氦气气氛被破坏,存在堆内放射性气体释放的风险。此外,高温气冷堆一回路堆芯由石墨、碳等结构组成,易吸收水分,若检修过程中往一回路系统内引入较多杂质,就会延长下次启堆前的氦净化除湿的工期。故高温气冷堆控制棒驱动机构检修和吊装过程需建立气氛隔离环境,保持一回路气氛。
高温气冷堆控制棒驱动机构共有24组,可分为6个单元,每个单元含有2组外置式驱动机构和2组直通式驱动机构。控制棒驱动机构外修所使用的气氛隔离装置一次安装将密封一个单元(4个)驱动机构进行拆装。因气氛隔离装置需要同压力容器顶盖控制棒管嘴形成密封配合,以实现舱室内外气氛隔离的目的。故吊装装置应满足气氛隔离装置内一个单元4组驱动机构吊装需求。
发明内容
本公开旨在至少解决现有技术中存在的技术问题之一,提供一种高温气冷堆控制棒驱动机构检修用的多工位吊装装置。
本公开提供一种高温气冷堆控制棒驱动机构检修用的多工位吊装装置,所述多工位吊装装置包括骨架、外壳、第一吊装组件、第二吊装组件以及可旋转式安装板;
所述外壳套设在所述骨架外侧,所述骨架上设置有第一安装位以及第二安装位,所述第一安装位处选择性地设置有所述第一吊装组件,所述第二安装位处选择性地设置有所述第二吊装组件;
所述可旋转式安装板的第一端与所述骨架相连,所述可旋转式安装板的第二端用于与气氛隔离装置相连,所述可旋转式安装板设置有镂空位,以允许所述第一吊装组件和所述第二吊装组件经由所述镂空位吊装在所述气氛隔离装置下的控制棒驱动机构。
在一些可选地实施方式中,所述第一安装位为分别设置在所述骨架相对两个边上的第一安装孔;
所述第二安装位为分别设置在所述骨架至少一个对角上的第二安装孔。
在一些可选地实施方式中,所述第二安装位为分别设置在所述骨架两个对角上的第二安装孔,所述两个对角上的第二安装孔选择性地安装所述第二吊装组件。
在一些可选地实施方式中,所述气氛隔离装置上设置有多个定位套,所述可旋转式安装板上还设置有多个定位柱,所述多个定位柱选择性地与所述多个定位套相配合,以实现吊装位的调节;或,
所述气氛隔离装置上设置有多个定位柱,所述可旋转式安装板上还设置有多个定位套,所述多个定位柱选择性地与所述多个定位套相配合,以实现吊装位的调节。
在一些可选地实施方式中,所述多工位吊装装置还包括第一自动门组件,所述第一自动门组件设置在所述外壳和所述可旋转式安装板之间。
在一些可选地实施方式中,所述第一吊装组件包括第一吊装横梁和第一电动葫芦,所述第一吊装横梁选择性地设置在所述第一安装位处,所述第一电动葫芦可移动地设置在所述第一吊装横梁上。
在一些可选地实施方式中,所述第一吊装组件还包括第一行程开关,所述第一行程开关设置在所述第一吊装横梁上。
在一些可选地实施方式中,所述第二吊装组件包括第二吊装横梁和第二电动葫芦,所述第二吊装横梁选择性地设置在所述第二安装位处,所述第二电动葫芦可移动地设置在所述第二吊装横梁上。
在一些可选地实施方式中,所述第二吊装组件还包括第二行程开关,所述第二行程开关设置在所述第二吊装横梁上。
在一些可选地实施方式中,所述多工位吊装装置还包括视窗,所述视窗设置在所述骨架上。
本公开的多工位吊装装置,利用所设置的第一吊装组件、第二吊装组件以及可旋转式安装板,在气氛隔离装置一次安装完成以后,可以吊装和转运该气氛隔离装置下的任意一个单元的多个控制棒驱动机构,实现多工位吊装,并在吊装过程中可以有效地防止一回路氦气的泄露及放射性石墨粉尘等物质的扩散,同时能阻挡杂质气体和异物进入一回路,最大程度地保持一回路氦气的纯度。
附图说明
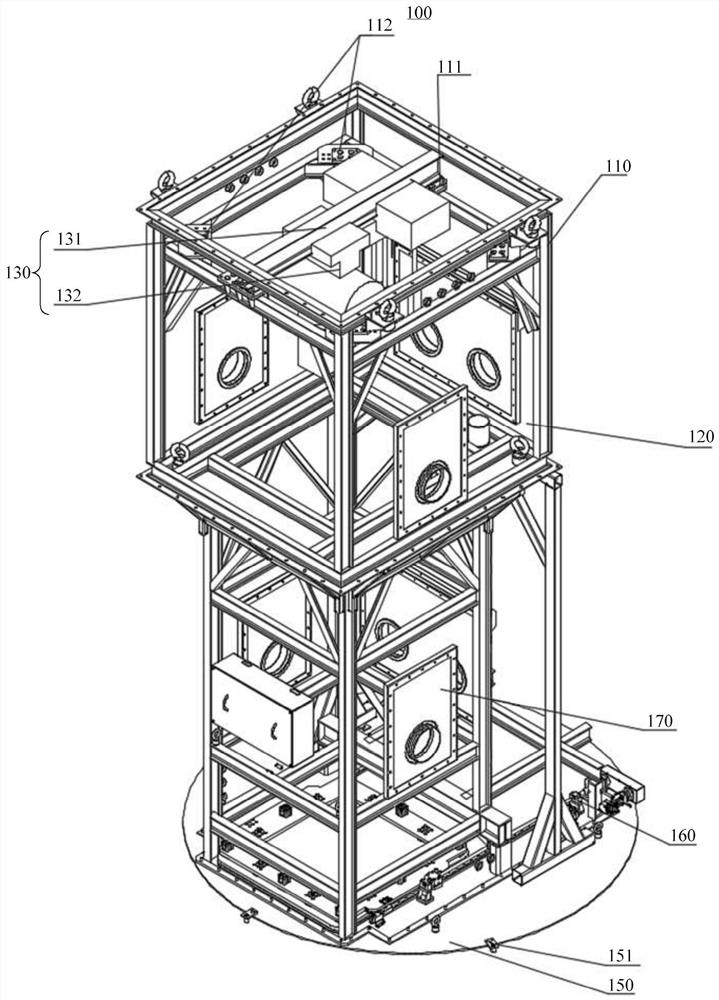
图1为本公开一实施例的多工位吊装装置的结构示意图;
图2为本公开另一实施例的多工位吊装装置的工作位置示意图;
图3为图2的俯视图。
具体实施方式
为使本领域技术人员更好地理解本公开的技术方案,下面结合附图和具体实施方式对本公开作进一步详细描述。
如图1至图3所示,本实施例涉及一种高温气冷堆控制棒驱动机构检修用的多工位吊装装置100,所述多工位吊装装置100包括骨架110、外壳120、第一吊装组件130、第二吊装组件140以及可旋转式安装板150。
示例性的,如图1至图3所示,骨架110可以为多根立柱或钢管围成的一个立体(如长方体或立方体等)框架,框架内部有一个吊装空间,以便允许利用第一吊装组件130或第二吊装组件140吊装被气氛隔离装置200气氛隔离的控制棒驱动机构300。所述骨架110上设置有交叉设置的第一安装位111以及第二安装位112,所谓的交叉设置是指:如图1所示,第一安装位111可以位于骨架110的相对两个边上,第二安装位则位于骨架110的对角处,这样,第一安装位111和第二安装位112呈交叉设置。当然,除此以外,还可以采取其他一些布局方式,具体以每个单元内含有的外置式驱动机构以及直通式驱动机构的数量和位置进行确定。
示例性的,如1和图2所示,在骨架110的外侧套设有外壳120,该外壳120可以采用蒙皮,也可以采用其它一些结构,设置的外壳120可以有效避免外界的杂质进入到吊装空间内,确保控制棒驱动机构300的气氛隔离环境。
示例性的,如图1和图3所示,所述第一吊装组件130选择性地设置在所述第一安装位111处。如图1和图3所示,所述第二吊装组件140选择性地设置在所述第二安装位112处。所谓的选择性设置是指:在吊装一个单元内的其中一个控制棒驱动机构300时,此时将第一吊装组件130设置在第一安装位111处,以利用该第一吊装组件130对该控制棒驱动机构300进行吊装。而在吊装一个单元内的另外一个控制棒驱动机构300时,此时,可以将第一吊装组件130拆卸下来,将第二吊装组件140设置在第二安装位112处,以利用该第二吊装组件140对该另一个控制棒驱动机构300进行吊装即可,从而实现多工位吊装控制棒驱动机构。
示例性的,如图1和图2所示,所述可旋转式安装板150的第一端与所述骨架110相连,所述可旋转式安装板150的第二端用于与气氛隔离装置200可转动地相连,通过所设置的可旋转式安装板150,可以使得多工位吊装装置100相对气氛隔离装置200具有多个不同的位置关系,从而可以进一步实现多工位吊装控制棒驱动机构。所述可旋转式安装板150设置有镂空位(图中并未示出),以允许所述第一吊装组件130和所述第二吊装组件140经由所述镂空位吊装在所述气氛隔离装置200下的控制棒驱动机构300。
本实施例的多工位吊装装置,利用所设置的第一吊装组件、第二吊装组件以及可旋转式安装板,在气氛隔离装置一次安装完成以后,可以吊装和转运该气氛隔离装置下的任意一个单元的多个控制棒驱动机构,实现多工位吊装,并在吊装过程中可以有效地防止一回路氦气的泄露及放射性石墨粉尘等物质的扩散,同时能阻挡杂质气体和异物进入一回路,最大程度地保持一回路氦气的纯度。
示例性的,如图1所示,所述第一安装位111为分别设置在所述骨架110相对两个边上的第一安装孔。所述第二安装位112为分别设置在所述骨架两个对角上的第二安装孔,当然,也可以仅在骨架的其中一个对角上设置有第二安装孔,具体可以根据每个单元内的控制棒驱动机构的数量进行确定。在图1、图2和图3中,在吊装其中一个控制棒驱动机构300时,可以将第二吊装组件140安装在其中一个对角处的两个第二安装孔中对该控制棒驱动机构300进行吊装。在吊装另外一个控制棒驱动机构300时,可以将第二吊装组件140安装在另外一个对角处的两个第二安装孔中以对该另外一个控制棒驱动机构300进行吊装。
示例性的,如图2和图3所示,所述气氛隔离装置200上设置有四个定位套210。如图1和图3所示,所述可旋转式安装板150上还设置有四个定位柱151,所述四个定位柱151选择性地与所述四个定位套210相配合,以实现吊装位的调节,也就是说,四个定位柱151按照不同的顺序对应四个定位套210,可以实现调节不同的吊装位。
除了上述方式以外,还可以是在气氛隔离装置200上设置四个定位柱,相应的,在可旋转式安装板150上设置有四个定位套,同样可以实现吊装位的调节。
需要说明的是,定位套和定位柱的数量并不局限与上述提及的四个,本领域技术人员可以根据实际吊装的需求,例如,一个单元内的控制棒驱动机构的数量,设计所需要的吊装位并以此确定出定位套和定位柱的数量。
示例性的,如图1所示,所述多工位吊装装置100还包括第一自动门组件160,所述第一自动门组件160设置在所述外壳120和所述可旋转式安装板150之间。通过所设置的第一自动门组件160,在需要进行吊装时,自动开启,在吊装完成后自动关闭,从而可以进一步有效地防止一回路氦气的泄露及放射性石墨粉尘等物质的扩散,同时能阻挡杂质气体和异物进入一回路,最大程度地保持一回路氦气的纯度。
除了多工位吊装装置上设置有第一自动门组件以外,在气氛隔离装置上也设置有第二自动门组件,原理类似,通过两者的相互配合,可以进一步有效地防止一回路氦气的泄露及放射性石墨粉尘等物质的扩散等。
示例性的,如图1和图3所示,所述第一吊装组件130包括第一吊装横梁131和第一电动葫芦132,所述第一吊装横梁131选择性地设置在所述骨架110相对两个边上的第一安装孔处,所述第一电动葫芦132可移动地设置在所述第一吊装横梁131上。如图1和图3所示,所述第二吊装组件140包括第二吊装横梁141和第二电动葫芦(图中并未示出),所述第二吊装横梁141选择性地设置在所述骨架110其中一个对角上的第二安装孔处,所述第二电动葫芦可移动地设置在所述第二吊装横梁141上。
为了保证每次起吊,电动葫芦的吊钩能在控制棒驱动机构正上方,所述第一吊装组件130还包括设置在所述第一吊装横梁131上的第一行程开关(图中并未示出)。所述第二吊装组件140还包括设置在所述第二吊装横梁141上的第二行程开关(图中并未示出)。
不难理解,由于第一吊装横梁131设置在所述骨架110相对两个边上的第一安装孔处,而第二吊装横梁141则设置在所述骨架110对角上的第二安装孔处,显然,第二吊装横梁141的长度要大于第一吊装横梁131的长度。可以利用第一吊装横梁131和第二吊装横梁141分别吊装直通及外置式驱动装置。如图3所示,第一吊装横梁131布置在骨架110水平处,可完成直通式驱动机构直接起吊,将第二吊装横梁141安装在骨架110对角安装孔位置时,可将外置式驱动机构沿顶盖径向移动一段后起吊。
示例性的,如图1所示,所述多工位吊装装置100还包括视窗170,所述视窗170设置在所述骨架110上。通过所设置的视窗170,可以便于用户查看骨架内的吊装状态。
下文将结合图1至图3详细描述本公开实施例的具体工作过程:
当要对控制棒驱动机构进行拆卸检修时:
1、多工位吊装装置100落座至气氛隔离装置200上,使得可旋转式安装板150的定位柱151落入气氛隔离装置200的定位套210中,完成对接工作,通过压块220将可旋转式安装板150固定。
2、分别开启多工位吊装装置100的第一自动门组件160以及气氛隔离装置200的第二自动门组件。
3、启动多工位吊装装置100的第一电动葫芦132,挂钩下降至气氛隔离装置200下方的某一控制棒驱动机构300处,将该控制棒驱动机构300吊起至多工位吊装装置100内,之后关闭第一自动门组件160和第二自动门组件。
4、通过厂房行吊将多工位吊装装置100整体吊装至控制棒驱动机构维修平台处,打开第一自动门组件160,通过第一电动葫芦132将控制棒驱动机构300落座至维修平台。
5、如还需吊装维修另一控制棒驱动机构300,更换吊装横梁(131或141)及安装位置,转动多工位吊装装置100角度,定位到气氛隔离装置200上其他安装位置,按上述步骤进行控制棒驱动机构吊装。
可以理解的是,以上实施方式仅仅是为了说明本公开的原理而采用的示例性实施方式,然而本公开并不局限于此。对于本领域内的普通技术人员而言,在不脱离本公开的精神和实质的情况下,可以做出各种变型和改进,这些变型和改进也视为本公开的保护范围。
- 一种高温气冷堆控制棒驱动机构检修用的多工位吊装装置
- 一种高温气冷堆控制棒驱动机构检修装置及检修工艺方法