一种用于汽车刹车卡钳的性能检测自动化设备及方法
文献发布时间:2023-06-19 11:29:13
技术领域
本发明涉及自动化检测设备领域,具体是一种用于汽车刹车卡钳的性能检测自动化设备及方法。
背景技术
随着控制技术和传感器技术的发展,自动化检测设备的应用也越来越广泛,在汽车自动化生产线上,布局自动化外观检测设备对产品的外观进行检测,已经是成熟的技术。自动化外观检测设备是指对产品的外观进行检测的自动化设备,外观检测一般来说都检测表面划痕,裂纹,缺块,麻点等,对产品的性能进行检测的自动化检测设备和技术也在逐渐成熟。
目前市面上,汽车卡钳性检测机器是通过人工把产品投放到检测治具上检测,自动化程度低下,一线熟练的工人专业要求高。在汽车工厂实际生产的过程中,由于刹车卡钳的重量较重,而且日均产量大,经常会遇到一些棘手问题,例如,一线工人生产负荷大,疲劳,效率低下;装配好的产品漏做测试,产品漏安装;工人操作时顺序不正确等影响产品出货时的品质问题。
需要设计一种自动化检测设备,可以很好的解决目前生产率低下的状况,而且生产效率高,成本低。
发明内容
本发明的目的在于提供一种用于汽车刹车卡钳的性能检测自动化设备及方法,以解决上述背景技术中提出的问题。
为实现上述目的,本发明提供如下技术方案:
一种用于汽车刹车卡钳的性能检测自动化设备,包括:
设备机架,所述设备机架上依次设有上料工位、中转工位和下料工位,所述中转工位侧方设有测试工位;
具有测试治具的产品移动测试装置,所述产品移动测试装置带动测试治具及其上装夹的产品在中转工位与测试工位之间移动,并辅助测试治具测试待测产品的性能;
双工位产品自动搬运装置,用于装载上料工位的待测产品至测试治具上、和卸载测试治具上的已测产品至下料工位;以及
噪音测试装置,所述噪音测试装置用于封闭移动至测试工位的待测产品,并检测封闭后测试治具测试待测产品产生的噪音强度。
作为本发明进一步的方案:所述下料工位安装有自动排料装置,用于排出下料工位的已测产品。
作为本发明再进一步的方案:所述产品移动测试装置包括第一滚珠丝杆直线模组、底板、夹紧力和震动测试治具,所述底板通过滑动安装在设备机架上,所述第一滚珠丝杆直线模组带动底板运动;用于检测待测产品性能的所述夹紧力和震动测试治具安装在底板上。
作为本发明再进一步的方案:所述产品移动测试装置还包括围绕夹紧力和震动测试治具安装的自动螺丝拧紧机构、外观轮廓检查机构和多个连接器自动插入机构。
作为本发明再进一步的方案:所述自动螺丝拧紧机构包括五轴伺服移动模组和浮动电批组件,所述五轴伺服移动模组的活动端相比于固定端至少具有三个相互垂直的自由度,所述五轴伺服移动模组的固定端滑动安装在底板上,所述浮动电批组件安装在五轴伺服移动模组的活动端,所述浮动电批组件用于调节待测产品的螺丝的扭力。
作为本发明再进一步的方案:所述浮动电批组件包括伺服电批、批杆、套筒及连接件,所述伺服电批安装在五轴伺服移动模组的活动端,所述批杆的一端柔性连接伺服电批,另一端通过连接件连接套筒。
作为本发明再进一步的方案:所述夹紧力和震动测试治具包括治具底板和安装在治具底板上的治具定位板和治具安装座,所述治具定位板和治具安装座之间留有空隙形成产品定位部,所述治具定位板远离治具安装座一侧通过锁紧螺丝安装有夹紧板,所述夹紧板与治具定位板之间设有夹紧力传感器;所述治具安装座远离治具定位板一侧安装有产品锁紧螺杆和震动传感器。
作为本发明再进一步的方案:所述产品锁紧螺杆通过直线导杆及与直线导杆相配的螺杆连接板活动安装在治具安装座远离治具定位板一侧。
作为本发明再进一步的方案:所述治具安装座与螺杆连接板之间设有分离弹簧,用于在产品锁紧螺杆解除对产品的锁紧后卸载产品。
作为本发明再进一步的方案:所述双工位产品自动搬运装置包括第二滚珠丝杆直线模组、产品夹爪和机架本体,两个所述产品夹爪分别滑动安装在机架本体上,所述机架本体安装在设备机架上,所述第二滚珠丝杆直线模组带动两个所述产品夹爪同步运动。
作为本发明再进一步的方案:所述产品夹爪安装在夹爪安装架上,所述夹爪安装架通过夹爪支架安装在滑台气缸上,所述滑台气缸安装在机架本体上。
作为本发明再进一步的方案:所述产品夹爪与夹爪安装架之间安装有凸轮随动器组件,用于保护产品夹爪。
作为本发明再进一步的方案:所述噪音测试装置包括隔音箱、安装在隔音箱靠近中转工位一侧的隔音箱门、隔音箱门控制机构和传感器,所述产品移动测试装置带动待测产品经隔音箱门进入隔音箱,所述隔音箱门控制机构控制隔音箱门的开闭,所述传感器检测隔音箱内待测产品产品的噪音强度。
作为本发明再进一步的方案:所述设备机架上设有电控箱,所述电控箱控制噪音测试装置、产品移动测试装置、双工位产品自动搬运装置的工作。
本发明提供的另一个技术方案:一种用于汽车刹车卡钳的性能检测方法,采用如上任一所述的性能检测自动化设备,包括以下步骤:
上、下料,通过双工位产品自动搬运装置将已测产品从中转工位的测试治具上搬运至下料工位,同步将待测产品从上料工位搬运至中转工位的测试治具上;
性能测试,所述产品移动测试装置带动中转工位的测试治具运动至测试工位,并通过测试治具检测待测产品的性能;
噪音测试,所述噪音测试装置将移动至测试工位的待测产品封闭后,测试待测产品性能检测产生的噪音强度。
作为本发明进一步的方案:所述的性能测试包括:通过测试治具定位待测产品,检测待测产品是否与测试治具相符,及是否遗漏工序;通过夹紧力传感器和震动传感器测试待测产品夹紧通电后的夹紧力和震动参数。
与现有技术相比,本发明的有益效果是:所述的用于汽车刹车卡钳的性能检测自动化设备,实现了汽车刹车卡钳性能检测的自动化,减轻员工的繁重体力劳动,极大地提高劳动生产率;对组装完成后的刹车卡钳进行自动化性能检测,提高产品的品质,保证产品安装到车辆前,产品外形检测合格,防止误品;通过卡钳夹紧力测试,振动测试,噪音测试保证合格品产出,确保车辆性能达到设计标准。
附图说明
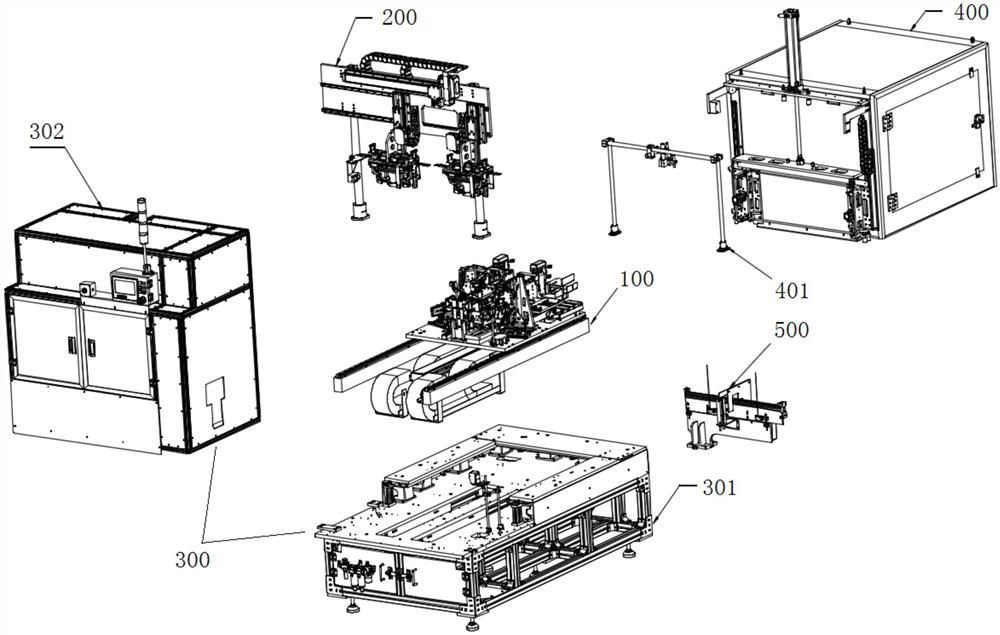
图1为本发明实施例中用于汽车刹车卡钳的性能检测自动化设备的爆炸结构示意图。
图2为本发明实施例中用于汽车刹车卡钳的性能检测自动化设备的结构示意图。
图3为本发明实施例中用于汽车刹车卡钳的性能检测自动化设备的主视示意图。
图4为本发明实施例中用于汽车刹车卡钳的性能检测自动化设备的左视示意图。
图5为本发明实施例中用于汽车刹车卡钳的性能检测自动化设备的右视示意图。
图6为本发明实施例中用于汽车刹车卡钳的性能检测自动化设备的俯视示意图。
图7为本发明实施例中产品移动测试装置的结构示意图。
图8为本发明实施例中自动螺丝拧紧机构的结构示意图。
图9为本发明实施例中浮动电批机构的结构示意图。
图10为本发明实施例中浮动电批机构的剖面结构示意图。
图11为本发明实施例中双工位产品自动搬运装置的结构示意图。
图12为本发明实施例中产品夹爪的拆解示意图。
图13为本发明实施例中夹紧力和震动测试治具的拆解示意图。
附图中:100、产品移动测试装置;101、底板;102、移动导轨组;1021、第一滚珠丝杆直线模组;1022、直线导轨I;1023、拖链I;103、外观轮廓检查机构;104、第一连接器自动插入机构;105、第二连接器自动插入机构;106、夹紧力和震动测试治具;107、自动螺丝拧紧机构;1071、五轴伺服移动模组;1072、安装架;1073、安装架移动拖链;1074、安装板直线导轨;1075、安装板;1076、伺服电批;1077、浮动电批组件;10771、套筒;10772、套环;10773、O型圈;10774、销钉;10775、压缩弹簧;10776、批杆;10777、钢珠;10778、安装环;10779、卡簧;10780、V型槽;200、双工位产品自动搬运装置;201、产品夹爪;202、凸轮随动器组件;203、拖链II;204、第二滚珠丝杆直线模组;205、机架本体;206、直线导轨II;207、夹爪安装架;208、夹爪支架;209、滑台气缸;210、平行夹爪气缸;211、直线导轨III;212、接近开关;213、插销;214、弹簧;215、压块;300、设备机架;301、设备下机架;302、设备上机架;400、噪音检测装置;401、传感器安装架;500、自动排料装置;601、治具底板;602、夹紧力传感器;603、夹紧板;604、锁紧螺丝;605、锁紧垫圈;606、夹紧环;607、治具定位板;608、治具安装座;609、产品锁紧螺杆;610、深沟球轴承;611、推力球轴承;612、螺杆卡簧;613、限位环;614、直线轴承;615、螺杆连接板;616、直线导杆;617、分离弹簧;618、震动传感器。
具体实施方式
这里将详细地对示例性实施例进行说明,其示例表示在附图中。下面的描述涉及附图时,除非另有表示,不同附图中的相同数字表示相同或相似的要素。以下示例性实施例中所描述的实施方式并不代表与本公开相一致的所有实施方式。相反,它们仅是与如所附权利要求书中所详述的、本实施例公开的一些方面相一致的装置和方法的例子。
请参阅图1-6,本发明实施例中,一种用于汽车刹车卡钳的性能检测自动化设备,包括:设备机架,所述设备机架上依次设有上料工位、中转工位和下料工位,所述中转工位侧方设有测试工位;具有测试治具的产品移动测试装置,所述产品移动测试装置带动测试治具及其上装夹的产品在中转工位与测试工位之间移动,并辅助测试治具测试待测产品的性能;双工位产品自动搬运装置,用于装载上料工位的待测产品至测试治具上、和卸载测试治具上的已测产品至下料工位;以及噪音测试装置,所述噪音测试装置用于封闭移动至测试工位的待测产品,并检测封闭后测试治具测试待测产品产生的噪音强度。
具体的,所述设备机架上设有电控箱,所述电控箱控制噪音测试装置、产品移动测试装置、双工位产品自动搬运装置的工作。所述产品移动测试装置100包括第一滚珠丝杆直线模组1021、底板101、测试治具,所述底板通过滑动安装在设备机架上,所述第一滚珠丝杆直线模组带动底板运动;用于检测待测产品性能的所述测试治具安装在底板上;测试治具选用的是夹紧力和震动测试治具106;所述产品移动测试装置还包括围绕夹紧力和震动测试治具安装的自动螺丝拧紧机构107、外观轮廓检查机构103和多个连接器自动插入机构。所述电控箱还与远程监控系统通讯,用于将产品测试数据传输、存储至远程监控系统,数据自动存储,降低了对作业人员的专业素质要求。
所述用于汽车刹车卡钳的性能检测自动化设备的检测过程:前一工位组装完成后,利用双工位产品自动搬运装置200把产品搬运到测试治具,然后产品移动测试装置100把产品移动到测试工位;在移动的过程中,利用自动螺丝拧紧机构107把产品和测试治具拧紧;然后噪音测试装置做出动作,使产品处于一个密闭隔音的环境;再利用外观轮廓检查机构对产品进行外观扫描;然后连接器自动插入机构把连接器插入产品内,通电;夹紧力和震动测试治具106然后测试产品的夹紧力性能,震动频率,噪音测试装置测试产生噪音的分贝数;当测试完成后,合格品自动排出;双工位产品移动自动搬运装置在从上料工位搬运产品至中转工位处的测试治具时,同时将中转工位处的测试治具上已测试的产品搬运至下料工位。
综上所述,双工位产品移动自动搬运装置同时搬运待测试的产品和已测试的产品,可以大量节省产品的测试时间,提高效率。产品移动测试装置结合噪音测试装置实现了汽车刹车卡钳性能检测的自动化,减轻员工的繁重体力劳动,极大地提高劳动生产率;对组装完成后的刹车卡钳进行自动化性能检测,提高产品的品质,保证产品安装到车辆前,产品外形检测合格,防止误品;通过卡钳夹紧力测试,振动测试,噪音测试保证合格品产出,确保车辆性能达到设计标准。
进一步的,所述的所述底板通过滑动安装在设备机架上配置为:所述底板通过由直线导轨I1022和导轨滑块I组成的移动导轨组102安装在设备机架上。所述第一滚珠丝杆直线模组1021的线缆通过拖链I1023封装在底板101的底部;
连接器自动插入机构分别为第一连接器自动插入机构104、第二连接器自动插入机构105,第一连接器自动插入机构104、第二连接器自动插入机构105均由连接器和连接器驱动气缸组成,连接器驱动气缸驱动连接器插入产品的马达的通电接口,为产品供电。设置有多个连接器自动插入机构,是为了兼容产品的不同种类和规格,提高性能检测自动化设备的兼容性和应用范围。
所述设备机架300包括设备下机架301和设备上机架302,所述双工位产品移动自动搬运装置安装在设备上机架302或设备上机架302与噪音测试装置之间;所述上料工位、中转工位和下料工位依次设置在设备下机架301靠近设备上机架302的一端,并通过设备上机架302进行封装,所述设备下机架301远离设备上机架302的一端安装噪音测试装置。
另外,所述下料工位安装有自动排料装置500,用于排出下料工位的已测产品。
具体的,所述自动排料装置500包括安装在下料工位处的接近传感器和无推杆气缸,在双工位产品移动自动搬运装置将中转工位处的测试治具上已测试的产品搬运至下料工位时,接近传感器负责检测产品是否放到无推杆气缸的输出端,以及检测产品是否排出;无推杆气缸负责把产品推出,产品推出后,人工把产品放入出货箱,再运走。进一步实现了测试的自动化。
请参阅图7-10,本发明的一个优选实施例中,所述自动螺丝拧紧机构107包括五轴伺服移动模组1071和浮动电批组件1077,所述五轴伺服移动模组1071的活动端相比于固定端至少具有三个相互垂直的自由度,所述五轴伺服移动模组的固定端滑动安装在底板101上,所述浮动电批组件1076安装在五轴伺服移动模组的活动端,所述浮动电批组件1076用于调节待测产品的螺丝的扭力。
所述五轴伺服移动模组1071包括X轴移动件、Y轴移动件及Z轴移动件,所述X轴移动件包括安装在底板上的安装板直线导轨1074和滑动安装在安装板直线导轨1074上的安装板1075,所述Y轴移动件包括安装在安装板上的Y轴直线导轨和滑动安装在Y轴直线导轨上的Y轴导轨滑块,所述Z轴移动件包括Z轴直线导轨和滑动安装在Z轴直线导轨上的安装架1072,所述安装架1072的两侧分别安装浮动电批组件1077和安装架移动拖链1073,所述安装架移动拖链1073用于封装五轴伺服移动模组1071相关的线缆和电气元件。所述五轴伺服移动模组1071负责带动浮动电批组件1077实现高速移动,由于五轴伺服移动模组1071具有多个方向的自由度,因此,浮动电批组件1077可适应不同产品的特性,实现柔性化生产。
进一步的,所述浮动电批组件1077包括伺服电批1076、批杆10776、套筒10771及连接件,所述伺服电批1076安装在五轴伺服移动模组的活动端,所述批杆的一端柔性连接伺服电批,另一端通过连接件连接套筒10771,所述伺服电批1076带动套筒10771拧紧产品上的螺丝,即拧紧刹车卡钳上的螺丝,且保证螺丝的扭力在设计标准要求的范围内;
请参阅图9、10,本发明的一个优选实施例中,所述连接件包括套环10772、O型圈10773、销钉10774、压缩弹簧10775、钢珠10777、安装环10778、卡簧10779、V型槽10780。
所述钢珠10777镶嵌在批杆10776上,实现与伺服电批1076的柔性连接,批杆10776可实现快速锁紧和快速拆卸;所述安装环10778通过卡簧10779安装在批杆10776上,所述安装环10778上加工有V型槽10780,套筒10771插入批杆10776,套筒10771与批杆10776之间安装套环10772,保持套筒10771与批杆10776的安装精度;再将销钉10774插入V型槽10780,使得套筒10771与批杆10776滑动连接,并通过O型圈10773固定销钉10774,在安装环10778外圆周安装压缩弹簧10775,弹性支撑销钉10774和套筒10771。
因此,套筒10771与批杆10776可实现快速安装连接,方便拆装;利用压缩弹簧,实现对套筒10771的缓冲作用,避免套筒10771对螺丝的硬性磨损,以及实现位移自动补偿功能,由于套筒10771与批杆10776滑动连接,则套筒10771可相对浮动,以及具有拧紧过载保护功能,从而保护产品的螺纹孔以及防止伺服电批堵转,造成损坏。
请参阅图1、13,本发明的另一个实施例中,所述夹紧力和震动测试治具包括治具底板601和安装在治具底板601上的治具定位板607和治具安装座608,所述治具定位板607和治具安装座608之间留有空隙形成产品定位部,所述治具定位板607远离治具安装座608一侧通过锁紧螺丝604和锁紧垫圈605安装有夹紧板603,所述夹紧板603与治具定位板607之间设有夹紧力传感器602;所述治具安装座608远离治具定位板607一侧安装有产品锁紧螺杆609和震动传感器618。所述治具定位板607用于定位产品,产品锁紧螺杆609用于在产品进行性能测试时锁紧产品和测试治具。
所述产品锁紧螺杆609通过螺杆安装板安装在治具安装座608远离治具定位板607一侧,并通过直线导杆616进行导向;螺杆安装板与产品锁紧螺杆609之间设有深沟球轴承610、推力球轴承611,并通过螺杆卡簧612固定;直线导杆616及与直线导杆616相配的螺杆连接板615活动安装在治具安装座608远离治具定位板607一侧;所述螺杆连接板615通过直线轴承614安装在直线导杆616上,并通过限位环613进行约束。通过调节所述限位环613来调节产品锁紧螺杆609松开后的行程。
所述夹紧力传感器602通过夹紧环606进行约束,通过夹紧力传感器检测产品的夹紧力参数,通过震动传感器检测产品通电过程中的震动参数。
治具定位板607采用产品外观仿型板,在产品外观仿型板上设有外形检测量规或和/或摄像头,或把外形检测量规或和/或摄像头通过旋转桁架安装在测试治具周围,实现对产品的机械式扫描,保证产品组装时的外形尺寸符合产品设计要求,同时防止投放的产品是误品。当产品放入测试治具时,该测试治具可以对产品进行精确定位;通过设有的二维码传感器采集产品上的二维码,并传输给电控箱,电控箱的微机检测产品是否放错,以及产品的工序漏装。
进一步的,所述治具安装座与螺杆连接板之间设有分离弹簧617,用于在产品锁紧螺杆609解除对产品的锁紧后,自动弹开产品,使得产品从测试治具上卸载。
另外,所述测试治具底部贴合防震胶垫,用于减少或消除产品移动测试装置100带动测试治具移动产生的震动。
请参阅图1、11、12,本发明的一个优选实施例中,所述双工位产品自动搬运装置200包括第二滚珠丝杆直线模组204、产品夹爪201和机架本体205,两个所述产品夹爪201分别滑动安装在机架本体205上,所述机架本体205安装在设备机架300上,所述第二滚珠丝杆直线模组204带动两个所述产品夹爪同步运动。
具体的,所述产品夹爪201通过插销213安装在夹爪安装架207上,所述夹爪安装架207通过夹爪支架208安装在滑台气缸209上,所述滑台气缸209安装在机架本体205上;所述机架本体205安装在设备机架300上。所述滑台气缸209和第二滚珠丝杆直线模组204的连接线缆通过拖链II203安装在机架本体205上,用于保护滑台气缸209和第二滚珠丝杆直线模组204的连接线缆。所述插销213的设置,便于快速更换产品夹爪201。
进一步的,所述夹爪支架208上设有直线导轨II206所述夹爪安装架207滑动连接直线导轨II206,且每个所述夹爪支架208上相对安装有两个平行夹爪气缸210;所述平行夹爪气缸210带动夹爪安装架207及产品夹爪201在直线导轨II206上运动,配合滑台气缸209实现产品的夹取和释放。
进一步的,所述夹爪支架208的底部通过弹簧214安装有压块215,在所述产品夹爪201架产品搬运到测试治具上时,通过压块215压紧产品,使得产品定位精准可靠;优选的,所述夹爪支架208上设有接近开关212,所述接近开关212用于检测产品夹爪201与产品的匹配性,当所述产品夹爪201与产品的不匹配时,所述接近开关212发出报错信号,提醒操作人员更换产品夹爪201。所述产品夹爪201与夹爪安装架207之间安装有凸轮随动器组件202,用于保护产品夹爪201。
需要说明的是,所述第二滚珠丝杆直线模组与第一滚珠丝杆直线模组的结构相同,所述第二滚珠丝杆直线模组至少由滚珠丝杆、伺服马达、缸体和防尘钢带组成,用于带动产品夹爪快速移动,实现待测产品和已测产品的搬运。
请参阅图1,本发明的另一个实施例中,所述噪音测试装置400包括隔音箱、安装在隔音箱靠近中转工位一侧的隔音箱门、隔音箱门控制机构和传感器,所述产品移动测试装置带动待测产品经隔音箱门进入隔音箱,所述隔音箱门控制机构控制隔音箱门的开闭,所述传感器检测隔音箱内待测产品产品的噪音强度。
具体的,所述隔音箱门控制机构包括升降气缸和压紧块,所述升降气缸驱动隔音箱门上升打开隔音箱侧的隔音箱门,便于使产品移动测试装置带动待测产品经隔音箱门进入隔音箱;升降气缸驱动隔音箱门下降,关闭隔音箱侧的隔音箱门,并通过升降气缸输出端安装的压紧块压紧隔音箱门,提高隔音箱门的密闭性。所述传感器采用噪音检测器,所述噪音检测器通过传感器安装架401安装在所述隔音箱上,用于检测隔音箱内待测产品产品的噪音强度。
噪音检测过程:在隔绝噪音水平在45.7dB以下的隔音箱内,以及各部的电气原件处于关闭的状态下,连接器自动插入机构对产品的马达进行通电10秒以下,通过噪音检测器自动检测产品在通电过程中产生的噪音值。
请参阅图1,本发明的另一个实施例中,一种用于汽车刹车卡钳的性能检测方法,采用如上任一所述的性能检测自动化设备,包括以下步骤:上、下料,通过双工位产品自动搬运装置将已测产品从中转工位的测试治具上搬运至下料工位,同步将待测产品从上料工位搬运至中转工位的测试治具上;性能测试,所述产品移动测试装置带动中转工位的测试治具运动至测试工位,并通过测试治具检测待测产品的性能;噪音测试,所述噪音测试装置将移动至测试工位的待测产品封闭后,测试待测产品性能检测产生的噪音强度。
所述的性能测试包括:通过测试治具定位待测产品,检测待测产品是否与测试治具相符,及是否遗漏工序;通过夹紧力传感器和震动传感器测试待测产品夹紧通电后的夹紧力和震动参数。
具体的性能检测方法:上、下料后,误品防呆检测方面:当产品放入测试治具时,该测试治具对产品进行精确定位;通过测试治具设有的二维码传感器采集产品身上的二维码,检测产品是否放错,以及产品的工序漏装。外形检测方面:通过外形检测量规(量规参照产品图纸设计外形),旋转台,以及摄像头可对产品进行机械式扫描,保证产品组装时的外形尺寸符合产品设计图要求,同时防止投放的产品是误品。夹紧力检试方面:当产品自动放入测试治具上,自动螺丝拧紧机构对产品与测试治具进行拧紧固定,保证产品完全贴合夹紧力和震动测试治具,连接器自动插入机构对产品的马达进行通电10秒以下,通过高精度夹紧力传感器检测产品的夹紧力性能是否符合设计要求。震动检测方面:当产品自动放入夹紧力和震动测试治具上,连接器自动插入机构对产品的马达进行通电10秒以下,通过高精度震动传感器检测产品通电过程中的震动频率是否符合设计要求。测试治具底下贴合防震胶垫,防震胶垫用于隔绝检测测试治具与性能检测自动化设备运动过程中产生的震动。噪音检测方面:在隔绝噪音水平在45.7dB以下的隔音箱内,以及各部的电气元件处于关闭的状态下,连接器自动插入机构对产品的马达进行通电10秒以下,通过噪音检测装置的噪音传感器自动检测产品在通电过程中产生的噪音值。
本发明的工作原理:所述产品移动测试装置100包括第一滚珠丝杆直线模组1021、底板101、测试治具,所述底板通过滑动安装在设备机架上,所述第一滚珠丝杆直线模组带动底板运动;用于检测产品性能的所述测试治具安装在底板上;测试治具选用的是夹紧力和震动测试治具106;所述产品移动测试装置还包括围绕夹紧力和震动测试治具安装的自动螺丝拧紧机构107、外观轮廓检查机构103和多个连接器自动插入机构。前一工位组装完成后,利用双工位产品自动搬运装置200把产品搬运到测试治具,然后产品移动测试装置100把产品移动到测试工位;在移动的过程中,利用自动螺丝拧紧机构107把产品和测试治具拧紧;然后噪音测试装置做出动作,使产品处于一个密闭隔音的环境;再利用外观轮廓检查机构对产品进行外观扫描;然后连接器自动插入机构把连接器插入产品内,通电;夹紧力和震动测试治具106然后测试产品的夹紧力、震动参数,噪音测试装置测试产生噪音的强度;当测试完成后,合格品自动排出。
本领域技术人员在考虑说明书及实施例处的公开后,将容易想到本公开的其它实施方案。本申请旨在涵盖本公开的任何变型、用途或者适应性变化,这些变型、用途或者适应性变化遵循本公开的一般性原理并包括本公开未公开的本技术领域中的公知常识或惯用技术手段。说明书和实施例仅被视为示例性的,本公开的真正范围和精神由权利要求指出。
应当理解的是,本公开并不局限于上面已经描述并在附图中示出的精确结构,并且可以在不脱离其范围进行各种修改和改变。本公开的范围仅由所附的权利要求来限制。
- 一种用于汽车刹车卡钳的性能检测自动化设备及方法
- 用于汽车刹车卡钳支架的检测装置