全自动控制的废纸连续碎浆系统
文献发布时间:2023-06-19 13:45:04
技术领域
本发明涉及废纸碎浆技术领域,具体涉及全自动控制的废纸连续碎浆系统。
背景技术
目前造纸行业中普遍使用的碎浆系统多为人工进行监控投料,通过工人的经验来控制投料量,碎浆浓度和碎浆机的碎浆液位,这样导致了碎浆浓度和液位的不稳定,从而影响了碎解效率。
同时绞绳机和剪绳机的控制也使通过工人进行操作,如操作不当会导致绞绳的撕断,对正常的生产造成影响。而沉积在沉渣井的重杂质也需要通过人工进行操作抓斗进行除渣。整个生产过程需要多个工人配合完成,人力成本高,且人工操作不仅影响生产效率,还有可能因误操作而影响碎浆质量。
发明内容
本发明针对现有技术存在的上述不足,提出全自动控制的废纸连续碎浆系统,本发明能够代替人工操作,实现自动化连续碎浆的效果,提高了生产碎浆效率且节省了人工。
为了实现上述目的,本发明采用的技术方案是:
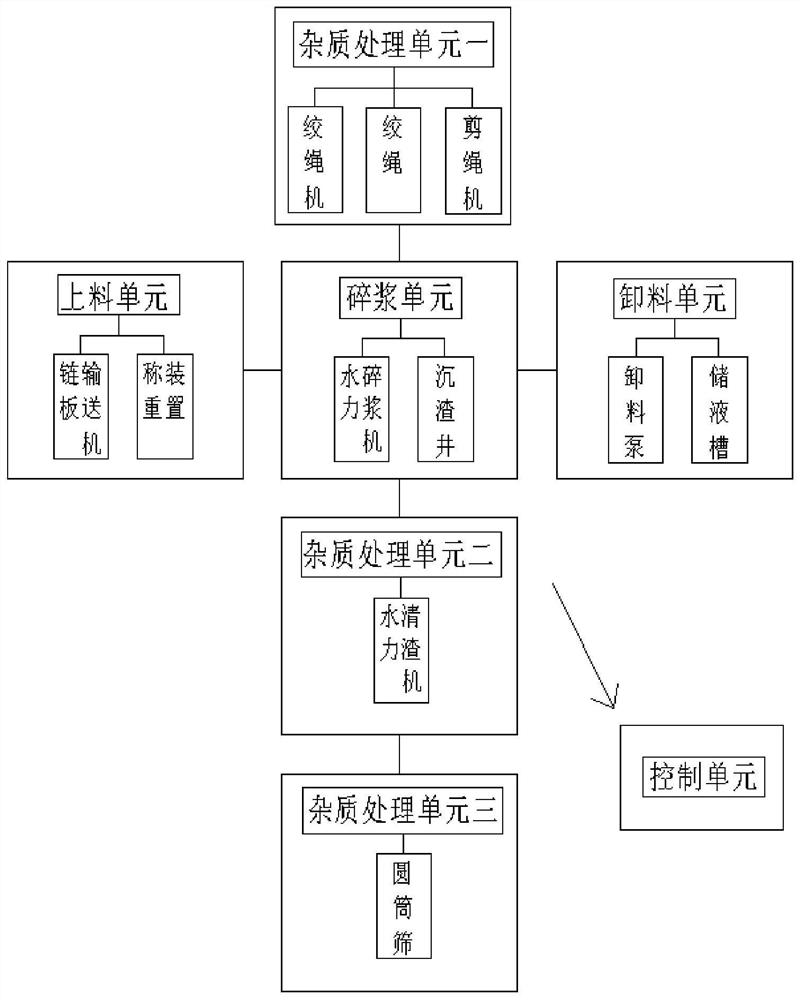
全自动控制的废纸连续碎浆系统,包括碎浆单元,所述的碎浆单元一侧设有送料单元,其另一侧设有卸料单元;还包括杂质处理单元一、杂质处理单元二和杂质处理单元三,所述的碎浆单元分别与杂质处理单元一和杂质处理单元二连接,所述的杂质处理单元二与杂质处理单元三一侧连接,所述的杂质处理单元三另一侧与碎浆单元连接。
进一步的,所述的碎浆单元包括水力碎浆机、注水管道和阀门,所述的水力碎浆机的壳体上设有液位变送器和浓度检测仪。
进一步的,所述的送料单元包括链板输送机和称重装置,所述的链板输送机的一端位于水力碎浆机的进料口上侧。
进一步的,所述的卸料单元包括卸料泵、卸料阀门和储液槽。
进一步的,所述的杂质处理单元一包括绞绳、绞绳机和剪绳机,所述的绞绳一端位于水力碎浆机内。
进一步的,所述的杂质处理单元二包括水力清渣机,所述的水力清渣机通过沉渣井与水力碎浆机连接。
进一步的,所述的杂质处理单元三包括圆筒筛,所述的圆筒筛与水力清渣机连接,其另一侧与水力碎浆机连接。
进一步的,所述的沉渣井一侧设有抓斗。
进一步的,还包括控制单元,所述的送料单元、碎浆单元、卸料单元、杂质处理单元一、杂质处理单元二和杂质处理单元三分别与控制单元连接。
进一步的,所述的注水量为水力碎浆机壳体容积的80%-90%,所述的碎解浓度为3.5%-4.5%。
本发明具有的有益效果:
1、本发明结构设计合理,通过设备的合理布局,减少占用空间,方便企业安装使用。相对于传统的人工操作方式,本装置通过自动化控制代替了人工,不仅能够降低人力成本,提高生产效率,还能够确保碎浆质量。
2、本发明在碎浆过程中,通过水力碎浆机、水力清渣机和圆筒筛多处设备的作业,提取废纸中好的纤维原料,多处设备的配合使用达到充分提取的效果。提取废纸中好的纤维原料并进行收集,方便后续使用。对废纸的有效利用,能够降低企业的生产成本。
附图说明
图1是本发明的框架图;
图2是本发明的结构示意图。
附图标记说明:
1-水力碎浆机、2-沉渣井、3-链板输送机、4-抓斗、5-卸料泵、6-储液槽、7-绞绳、8-绞绳机、9-剪绳机、10-水力清渣机、11-圆筒筛。
具体实施方式
为了更好地理解本发明,下面结合附图对本发明进行进一步的阐述。值得注意的是,在本发明的描述中,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
实施例:
全自动控制的废纸连续碎浆系统,包括碎浆单元,所述的碎浆单元一侧设有送料单元,其另一侧设有卸料单元;还包括杂质处理单元一、杂质处理单元二和杂质处理单元三,所述的碎浆单元分别与杂质处理单元一和杂质处理单元二连接,所述的杂质处理单元二与杂质处理单元三一侧连接,所述的杂质处理单元三另一侧与碎浆单元连接。
所述的碎浆单元包括水力碎浆机1、注水管道和阀门,所述的水力碎浆机1的壳体上设有液位变送器和浓度检测仪。通过阀门控制注水管道是否注水,注水管道向水力碎浆机1中注入一定量的水,注水量可以通过水力碎浆机1壳体上设置的液位变送器进行监控,注水达到一定量后停止注水,所述的注水量为水力碎浆机壳体容积的80%-90%。
所述的送料单元包括链板输送机3和称重装置,所述的链板输送机3的一端位于水力碎浆机1的进料口上侧。通过链板输送机3将废纸原料投入到水力碎浆机1内,链板输送机3上设置有称重装置,可以监测输送量,并且链板输送机3配置变频调速电机,可以控制链板输送机3的输送速度。
所述的卸料单元包括卸料泵5、卸料阀门和储液槽6。通过水力碎浆机1壳体上安装的浓度检测仪来监测碎浆浓度,当达到设定的浓度值时启动卸料泵5及卸料阀门,进行抽浆。
当液位低于设定值时,注水管道上的阀门自动开启,同时将浓度检测仪检测到的浓度与预先设定的浓度范围进行比较,进而决定是否开启链板输送机3投入适量的原料,来保证碎浆浓度和碎浆液位达到设定的数值范围,所述的碎解浓度为3.5%-4.5%。
所述的杂质处理单元一包括绞绳7、绞绳机8和剪绳机9,所述的绞绳7一端位于水力碎浆机1内。投入到水力碎浆机1中的绞绳7,通过绞绳机8进行绞出,绞绳机8可设定绞绳7速度,可连续绞绳7,也可设定为间断绞绳7,具体可根据原料情况进行设定调整。
绞绳机8后侧设有剪绳机9,剪绳机9的速度根据绞绳机8的绞绳7速度进行设定,绞绳7一定时间值后进行一次剪切,整个的剪切过程为自动控制。
所述的杂质处理单元二包括水力清渣机10,所述的水力清渣机通过沉渣井2与水力碎浆机连接。水力清渣机10排渣系统分为进浆反冲、进浆、碎解、清洗、排轻渣、排重渣六个过程,整个排渣过程均为自动控制,通过设定每个过程的时间及阀门的打开闭合,来完成整个排渣过程。并且每个过程的时间可以根据原料的不同和排渣效果进行更改设定。
所述的杂质处理单元三包括圆筒筛11,所述的圆筒筛11与水力清渣机连接,其另一侧与水力碎浆机连接。所述的沉渣井2一侧设有抓斗4。碎浆一段时间以后沉渣井2底部的重渣可通过抓斗4进行间歇式的抓取,抓斗4的抓取时间可以根据原料情况进行设定,而抓斗4的整个抓取和抓出过程全部采用自动控制。
还包括控制单元,所述的送料单元、碎浆单元、卸料单元、杂质处理单元一、杂质处理单元二和杂质处理单元三分别与控制单元连接。所述的抓斗4也与控制单元连接。
控制单元包括控制器,链板输送机3、称重装置、抓斗4、剪绳机9、绞绳机8、水力碎浆机1、水力清渣机10、圆筒筛11、卸料泵5、卸料阀门以及注水管道上的阀门等部件分别连接,以此实现自动化控制。
废纸原料通过链板输送机3投入到水力碎浆机1内,在水力碎浆机1内浆原料碎解成纤维,好的纤维原料通过卸料泵5抽出到储液槽6,因废纸原料中掺杂了很多杂质,废纸碎解后与纤维浆料掺杂在一起,需要通过附属设备进行去除。
经水力碎浆机1碎浆后,除了一部分好的浆料,还会产生含杂质的浆料。
一部分含杂质的浆料通过与水力碎浆机1连通的沉渣井2排放至水力清渣机10中,水力清渣机10对杂质原料进行碎解、清洗等过程,将好的纤维原料通过卸料泵5抽出到储液槽6。
残留在水力清渣机10壳体内的杂质排到圆筒筛11中,再次进行清洗,回收杂质中掺杂的好的纤维原料并投放至水力碎浆机1中,最后将清洗干净的杂质排出。
另一部分杂质与投入到水力碎浆机1中的绞绳7接触,使杂质随着浆料在水力碎浆机1内的旋转慢慢缠绕在绞绳7上,形成大的绞绳7。
绞绳机8将绞绳7慢慢从水力碎浆机1内拉出,拉出来的杂质绞绳7通过绞绳机8一侧的剪绳机9进行裁剪,裁剪至可以有效收集便于运输的长度,整个的绞绳7和剪绳过程全部为人工控制。
碎浆一段时间以后,沉渣井2底部会沉积一些重杂质,需要通过抓斗4进行抓出。