一种用于铜坯连铸的连铸机
文献发布时间:2023-06-19 13:46:35
技术领域
本发明涉及连铸机技术领域,尤其涉及一种用于铜坯连铸的连铸机。
背景技术
结晶器与铜液接触面铜环和钢带国内的冷却喷淋均采用软化水,喷淋压力35Bar左右(有的工厂直接用自来水喷),连续生产24小时后,铜环、钢带表面容易产生水垢;铜环、钢带表面产生水圬,严重阻隔了铸轮的热传导,使冷却不均匀,铸坯表面容易产生裂纹;水垢里面的水分,在铸造过程中释放气体,使铸坯内部,容易产生气孔,影响了产能和产品的质量。
发明内容
为了克服现有技术的缺陷,本发明所要解决的技术问题在于提出一种用于铜坯连铸的连铸机,彻底解决连铸过程中,结晶器接触面容易起水圬,使结晶器接触面清洗更干净、彻底、均匀。
为达此目的,本发明采用以下技术方案:
本发明提供的一种用于铜坯连铸的连铸机,包括底座、铸轮、不锈钢钢带、压轮,所述铸轮安装于所述底座上,所述钢带通过多个所述压轮绷紧并绕过所述铸轮,所述铸轮的外周围上设有内凹的结晶腔,所述铸轮的外周围部分于所述钢带相贴合,且该部分的结晶腔被钢带封闭成封闭腔,封闭腔一端为浇铸口,另一端为拉坯口;所述铸轮在未封闭部分处设有铸轮雾化喷淋器,所述钢带底端设有钢带雾化喷淋器。
本发明优选地技术方案在于,所述铸轮雾化喷淋器和钢带雾化喷淋器连接的喷淋水采用反渗透技术单独处理,使水质电导质小于20mΩ·cm。
本发明优选地技术方案在于,所述铸轮雾化喷淋器沿着所述铸轮的切线方向喷淋,且喷淋方向与所述铸轮旋转方向相反;钢带雾化喷淋器的喷淋方向与所述钢带的运行方向相反。
本发明优选地技术方案在于,所述铸轮雾化喷淋器(8)和钢带雾化喷淋器(9)开口呈v型,水雾呈扇形,每只喷嘴工作压力大于6.0MPa,流量达到25L/Min。
本发明优选地技术方案在于,所述钢带雾化喷淋器的喷淋方向与所述钢带的运行方向呈45°。
本发明优选地技术方案在于,所述铸轮雾化喷淋器靠近所述浇铸口的一侧设有铸轮气刷;所述钢带雾化喷淋器靠近浇铸口的一端设有钢带气刷。
本发明优选地技术方案在于,所述铸轮气刷的吹气方向沿着所述铸轮的切线方向且与所述铸轮旋转方向相反,钢带气刷的吹气方向钢带运行方向相反。
本发明优选地技术方案在于,钢带气刷的吹气方向与所述钢带的运行方向呈45°。
本发明优选地技术方案在于,所述铸轮和钢带靠近浇铸口处设有烟怠喷涂装置,对铸轮的结晶腔和钢带的表面喷涂烟怠。
本发明优选地技术方案在于,所述钢带上设有烘烤箱。
本发明的有益效果为:
本发明提供的一种用于铜坯连铸的连铸机,通过铸轮雾化喷淋器和钢带雾化喷淋器对于铜液接触的结晶腔和钢带表面进行喷淋,将接触面上的水垢和剩余的铜渣去除,然后再有铸轮气刷和钢带气刷将接触面上的水气去除,使结晶器接触面上保持清洁、干净;然后再有烟怠器对接触面喷涂一层薄薄、均匀的干燥烟怠(烟怠是乙炔不完全燃烧的产物),从而实现铜液在结晶过程中冷却均匀,铸坯晶粒细致、气孔减少。
附图说明
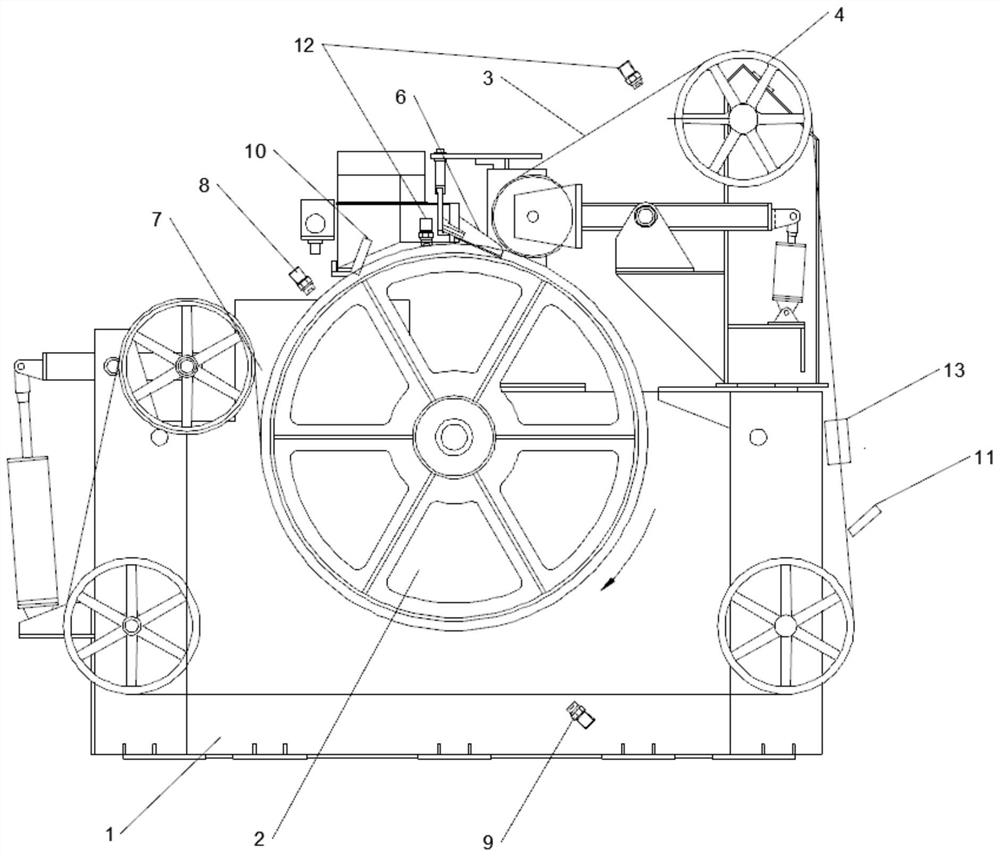
图1是本发明具体实施方式中提供的用于铜坯连铸的连铸机结构示意图;
图2是本发明具体实施方式中提供的铸轮横截面局部结构示意图;
图中:
1、底座;2、铸轮;3、钢带;4、压轮;5、结晶腔;6、浇铸口;7、拉坯口;8、铸轮雾化喷淋器;9、钢带雾化喷淋器;10、铸轮气刷;11、钢带气刷;12、烟怠喷涂装置;13、烘烤箱。
具体实施方式
下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。
如图1所示,本发明提供的一种用于铜坯连铸的连铸机,包括底座1、铸轮2、钢带3、压轮4,所述铸轮2安装于所述底座1上,所述钢带3通过多个所述压轮4绷紧并绕过所述铸轮2,所述铸轮2的外周围上设有内凹的结晶腔5,所述铸轮2的外周围部分于所述钢带3相贴合,且该部分的结晶腔5被钢带3封闭成封闭腔,封闭腔一端为浇铸口6,另一端为拉坯口7;所述铸轮2在未封闭部分处设有铸轮雾化喷淋器8,所述钢带3底端设有钢带雾化喷淋器9。铜液从浇铸口6浇铸进封闭的结晶腔5内,经过铸轮2冷却后,从拉坯口7牵引而出,铸轮2一般使用水冷,冷却水会遗留在结晶腔5和钢带3上,时间长久后会留下水垢,所以通过柱塞式高压泵将喷淋水从铸轮雾化喷淋器8和钢带雾化喷淋器9喷出,将水垢去除。
所述铸轮雾化喷淋器8和钢带雾化喷淋器9连接的喷淋水采用反渗透技术单独处理,使水质电导质小于20mΩ·cm。喷淋水通反渗透处理后,可以避免喷淋水才是水垢。
为了去除水垢效果好,所述铸轮雾化喷淋器8沿着所述铸轮2的切线方向喷淋,且喷淋方向与所述铸轮2旋转方向相反;钢带雾化喷淋器9的喷淋方向与所述钢带3的运行方向相反。所述铸轮雾化喷淋器8的喷淋方向与所述铸轮2旋转方向呈45°;所述钢带雾化喷淋器9的喷淋方向与所述钢带3的运行方向呈45°。喷淋水与铸轮2和钢带3相反,可以提高去除效果。
所述铸轮雾化喷淋器8靠近所述浇铸口6的一侧设有铸轮气刷10;所述钢带雾化喷淋器9靠近浇铸口6的一端设有钢带气刷11。通过设置铸轮气刷10和钢带气刷11对结晶腔5和钢带3进行吹扫,可以将残留的喷淋水吹除。
为了提高吹扫效率,所述铸轮气刷10的吹气方向沿着所述铸轮2的切线方向且与所述铸轮2旋转方向相反,钢带气刷11的吹气方向钢带3运行方向相反。所述铸轮气刷10的吹气方向与铸轮2旋转方向呈45°;钢带气刷11的吹气方向与所述钢带3的运行方向呈45°。
所述铸轮2和钢带3靠近浇铸口6处设有烟怠喷涂装置12,对铸轮2的结晶腔5和钢带3的表面喷涂烟怠。结晶腔5和钢带3清洗干净后,对其喷涂烟怠,防止铜液粘住钢带3,使得铜坯脱模困难。
由于喷涂时钢带3的温度要保持在100~110℃范围内,所述钢带3上设有烘烤箱13,对钢带3进行加热处理。
本发明是通过优选实施例进行描述的,本领域技术人员知悉,在不脱离本发明的精神和范围的情况下,可以对这些特征和实施例进行各种改变或等效替换。本发明不受此处所公开的具体实施例的限制,其他落入本申请的权利要求内的实施例都属于本发明保护的范围。