一种管状碳材料和金属的钎焊方法
文献发布时间:2023-06-19 13:48:08
技术领域
本发明涉及的是管状异种材料的连接方法,具体的说是一种管状碳材料和金属的钎焊方法,属于材料连接领域。
背景技术
碳材料具有良好的化学稳定性。经过特殊加工的碳材料,具有耐腐蚀、耐高温、导热性好等特点,就大量用于制作热交换器,反应槽、凝缩器、燃烧塔、吸收塔、冷却器、加热器、过滤器、泵设备,广泛应用于石油化工、湿法冶金、酸碱生产、合成纤维、造纸等工业部门,可节省大量的金属材料。其管状材料应用非常广泛,常用于热交换器,输送管道,传动轴等一系列场景。但是在管状碳材料和金属钎焊时,钎料加入方式及其装配间隙难以控制是现存的难题——间隙过大难以焊满,间隙过小则钎料难以装配,如何有效控制装配间隙就有很大的现实意义。此外,碳材料和金属的润湿性较差,特别是两者在热导率和热膨胀系数方面存在很大的差别,石墨与金属在焊接过程中会产生极大的热应力和开裂现象,而导致焊接失效。通常,会在基体材料表面设置过渡层缓解较大的热应力,可以用化学气相沉积法,电镀等方法制备过渡层。
针对管状碳材料和金属的钎焊过程中装配难的问题,以及碳材料和金属润湿性差残余应力大的问题,本发明利用电刷镀能方便制备管状基材涂层,且具有效率高、涂层厚度可控等特点,在金属外壁镀上一层铜和镍-硅镀层,既充当过渡层又可以充当钎料,提出了一种用电刷镀制备金属外壁涂镀层与管状石墨进行钎焊的方法。
发明内容
本发明针对管状碳材料和金属的钎焊过程中装配难的问题,以及碳材料和金属润湿性差残余应力大的问题,提出了一种用电刷镀制备金属外壁涂镀层与管状石墨进行钎焊的方法。利用涂镀层与被焊母材发生一系列复杂的物理和化学反应,有效地缓解了接头的的热应力,得到了具有良好高温力学性能的焊接接头,实现了母材之间的良好连接。其特征在于,具体包括以下步骤:
预处理:将碳材料和金属通过线切割加工成待焊母材,然后将管状碳材料内壁经400目砂纸打磨去除夹杂物,管状金属外壁经240目砂纸打磨去除氧化膜,再将打磨后的碳材料和金属放入无水乙醇中超声波清洗5~10min,取出置于干燥箱干燥待用。
电净除油:将步骤一处理的金属连接电源负极,镀笔接正极,电压10~12V,用电净液电净除油3分钟,相对速度6~8m/min,清水冲洗。
基体活化:将步骤二处理的金属连接电源正极,镀笔接负极,电压10~15V,用2号活化液强活化1分钟,相对速度12~15m/min,清水冲洗。
预镀铜层:保持步骤三接线,更换镀笔刷镀铜液,电压8~12V,预镀铜2分钟,相对速度6~8m/min。
刷镀镍层:再更换镀笔刷镍-硅复合镀液,电压10~15V,刷镀15~30分钟,用千分尺测量涂镀层厚度。
预烧结:将有涂镀层金属管置于真空烧结炉中,当真空度达到6×10
车削:将预烧结后的金属管车削至需要的装配尺寸,后与碳材料管装配好。
钎剂浸泡:装配好管状碳材料和金属,将待焊件浸泡在有机钎剂中10~20分钟。
干燥样品:擦净表面的钎剂,将其置于干燥箱中60℃下干燥10~15分钟。
钎焊:再以3~10℃/min的加热速度升温至950℃~1100℃进行钎焊,保温10~30分钟,然后分段保温缓慢冷却至室温。
上述刷镀步骤中镀铜厚度为10~30μm,镍-硅层厚度为40~100μm
上述刷镀步骤中的复合镀液成分为:硫酸镍(NiSO
上述车削步骤中材料金属管装配间隙为55~65μm。
1、上述钎剂浸泡步骤中有机钎剂成分为:松香25~35g/L,氯化锌(ZnCl
本发明用铜镀层和镍-石墨烯复合镀层真空钎焊管状碳材料和金属,其有益效果在于:
(1)电刷镀方便在管材上制备涂镀层,有效控制涂镀层厚度,解决管状异种材料的钎料装配。
(2)铜和镍在高温下形成固溶体,能有效连接异种材料形成良好接头。同时,镀层也是过渡层能有效地缓解碳材料和金属因热膨胀系数巨大差异而产生的的残余应力,还能优化润湿性。
(3)预烧结可以提高涂镀层与基体的结合力,车削之后可以与碳材料管良好的装配。
(4)复合镀层中的硅能起到降熔的作用;此外,单质硅在钎料在起到形核剂的作用,细化晶粒从而提高接头强度。
(5)钎剂主要是有机溶剂,在高温下其中活性碳原子能活化管状碳材料内壁,提高钎料与碳材料结合强度。
附图说明
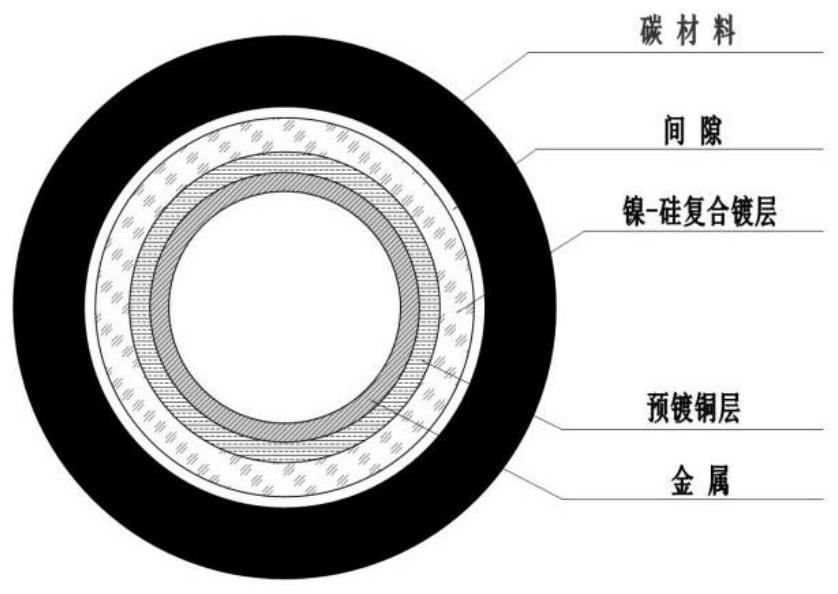
图1为一种管状碳材料和金属钎焊方法示意图。
具体实施方式
本发明提供一种管状碳材料和金属钎焊方法,下面通过具体的实施例来进一步解释本发明。
实例:在管状304不锈钢上与管状石墨进行钎焊,管状石墨和不锈钢之间120μm公差间隙。
预处理:将管状石墨和304不锈钢通过线切割加工成待焊母材,然后将石墨内壁经400目砂纸打磨去除夹杂物,不锈钢经240目砂纸打磨去除氧化膜,再将打磨后的碳材料和金属放入无水乙醇中超声波清洗10min,取出置于干燥箱干燥待用。
电净除油:将预处理后的304不锈钢连接电源负极,镀笔接正极,电压10V,用电净液电净除油3分钟,相对速度6~8m/min,清水冲洗。
基体活化:将除油后的金属连接电源正极,镀笔接负极,电压12V,用2号活化液强活化1分钟,相对速度12~15m/min,清水冲洗。
刷镀:保持电净除油接线,更换镀笔用刷镀铜液,电压10V,预镀铜2分钟,相对速度6~8m/min,厚度为20μm。再更换镀笔用镍-石墨烯复合镀液,电压10V,刷镀30分钟,用千分尺测量涂镀层厚度,厚度为80μm。
预烧结:擦干表面的钎剂,将待焊件置于真空烧结炉中,当真空度达到6×10
车削:将预烧结后的金属管车削掉40μm后装配好管状碳材料和金属。此时,管状碳材料和金属间歇为60μm。
钎剂浸泡:将待焊件浸泡在有机钎剂中10分钟。
干燥:擦净表面的钎剂,将其置于干燥箱中60℃下干燥10分钟。
钎焊:再以8℃/min的加热速度升温至1000℃进行钎焊,保温15分钟,然后分段保温缓慢冷却至室温。
对获得的连接件进行性能测试,所得石墨与304不锈钢接头室温下的平均剪切强度为26.4MPa。