一种高铝钛K418B合金增材制造方法
文献发布时间:2023-06-19 13:48:08
技术领域
本发明涉及一种增材的制造方法,尤其涉及一种高铝钛K418B 合金增材的制造方法,属于合金制造技术领域。
背景技术
激光选区熔化(SLM)技术可根据零件三维数模,利用金属粉末无需任何工装夹具和模具,直接获得任意复杂形状的实体零件,实现“净成形”的材料加工新理念,适用于制造具有复杂内腔结构的难加工零件,具有材料利用率高、产品生产开发周期短、对产品的形状几乎没有限制、精度高等特点。目前SLM技术在不锈钢、钛合金、铝合金及高温合金领域已有一定程度的应用,展现出技术独特的优势。 K418B是一种镍基沉淀硬化强化型高温合金,合金含有较高的Al+Ti 含量,合金具有良好的抗蠕变、持久新和抗冷热疲劳性能,目前合金已用于制作航空发动机的转子叶片、涡轮导向器等零件。与该合金相近的IN 713LC合金已在国外广泛应用。采用SLM技术制造高温合金可以制备网格、空腔等传统铸造和锻造无法实现的结构零件,为航空航天等设计单位提供了更多的选择。目前已有较多牌号的高温合金如GH3536、GH4169、GH3625等在SLM技术中得到了应用,但整体来看这类合金均服役温度较低,难以满足航空航天对增材制造越来越高的要求,开发出高Al+Ti高温合金的SLM制造工艺具有较大意义。
发明内容
本发明的目的是针对现有技术存在的合金增材难以满足航空航天要求的缺陷,提出一种高铝钛K418B合金增材的制造方法,使高 Al+Ti合金K418B粉末实现无裂纹成型,进而满足航空航天对于增材的要求。
本发明通过以下技术方案解决技术问题:一种高铝钛K418B合金增材的制造方法,包括以下步骤:
第一步、准备符合SLM技术要求的K418B合金粉末,所述K418B 粉末的粒径范围为15-53μm,粉末流动性≤25s/50g;
第二步、设计三维模型,按照无裂纹的K418B合金实体要求选择10mm
第三步、设计SLM制备过程中的至少两组实体参数,包括激光扫描速率、激光功率和扫描线间距,根据激光能量密度,采用公式η=p/vhs计算体能量密度,式中η表示体能量密度、p表示激光器功率、v表示扫描速率、h表示铺粉厚度、s表示扫描线间距,铺粉厚度为40μm;
第四步、按照设计的至少两组实体参数对三维模型进行赋值,将烘干后的粉末装入3D打印机中,保证粉末舱原材料充足,在氩气气氛下进行激光选区熔化成形加工,成形舱内氧含量≤0.1%,基板预热到150℃,逐层进行打印,最终得到实体;
第五步、线切割实体,将打印后的实体切割,即得K418B合金增材。
以上方法中的K418B粉末由C 0.03-0.07,Cr 11.0-13.0,Co≤ 1.00,Mo 3.8-5.2,Al 5.50-6.50,Ti 0.4-1.0,Nb 1.50-2.50,S≤ 0.015,P≤0.015,O≤0.02,N≤0.015,Fe≤0.50,B 0.005-0.01,Zr 0.050-0.150,Mn≤0.25,Si≤0.50,Cu≤0.50和余量的Ni组成。
第三步中,激光功率为264-335W,激光扫描速率为 900-1200mm·s
为满足航空航天的需要,可选择激光功率330W,激光扫描线速度1100mm·s
所述第四步中,粉末烘干的条件是100℃保温2小时,基板材质为钢板。
在增材制造领域,工艺参数包含的参数非常多,仅调整工艺参数已是工作量巨大,各参数的配合达到最终的制备效果是增材制造领域的难点,本发明通过上述方法实现K418B合金粉末的无裂纹打印,其有益效果是:为SLM技术提供更高服役温度的高温合金,满足航空航天的使用要求,同时为同类合金粉末工艺参数开发作参考,可以大大拓宽SLM技术应用的广泛度。
附图说明
图1本发明实施例K418B打印后实体形貌。
图2为本发明实施例中一个试验例按参数打印后K418B合金XY和XZ 方向微观组织。
图3为本发明实施例中另一个试验例按参数打印后K418B合金XY和 XZ方向微观组织。
图4为本发明实施例中再一个试验例按参数打印后K418B合金XY和 XZ方向微观组织。
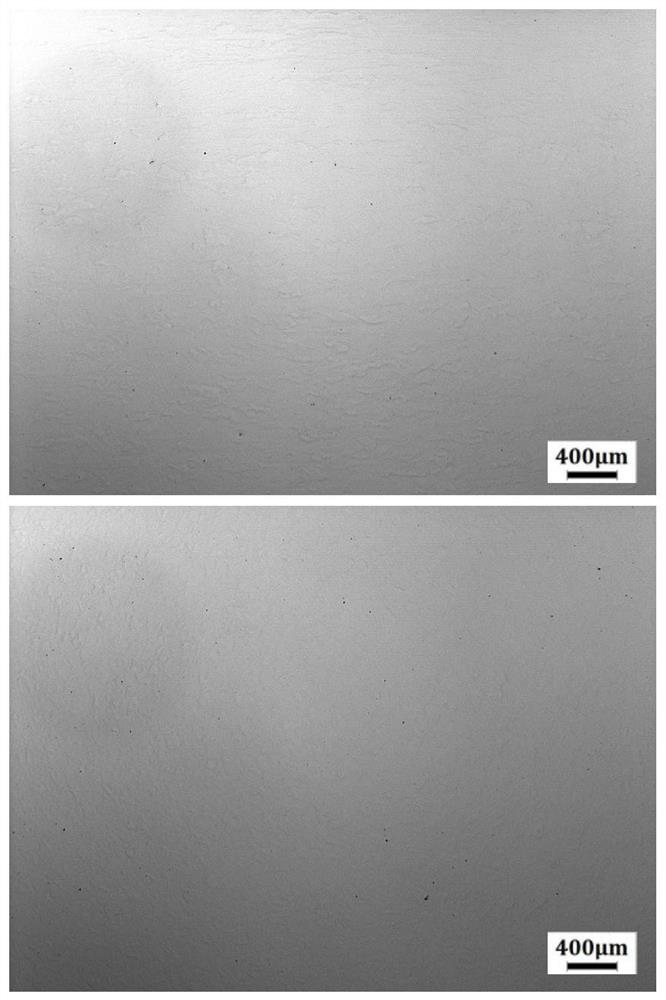
图5为本发明实施例中试验编号1的合金微观组织。
图6为本发明实施例中试验编号5的合金微观组织。
图7为本发明实施例中试验编号8的合金微观组织。
具体实施方式
实施例1
一种高铝钛K418B合金增材的制造方法,包括以下步骤:
(1)采购符合SLM技术应用的合格K418B合金粉末,合金粉末成分需满足下表1,粉末粒径范围为15-53μm,粉末流动性应不大于 25s/50g。
表1 K418B合金粉末成分要求
(2)设计试验用的三维模型,本实施例着重采用SLM制备无裂纹的K418B合金实体,故数模选择10mm
(3)设计SLM制备过程中的实体参数,主要包括激光扫描速率、激光功率和扫描线间距,设计依据主要为激光能量密度,即采用公式η=p/vhs计算体能量密度,式中η表示体能量密度、p表示激光器功率、v表示扫描速率、h表示铺粉厚度、s表示扫描线间距,其中为了制造效率,层厚固定选择为40μm,具体参数设计见下表2。
表2 K418B合金实体参数设计
(4)按照设计的多组实体参数对三维模型进行赋值,保证一次试验能出多组试验结果。将烘干后的粉末装入3D打印机中,保证粉末舱原材料充足,在氩气气氛下进行激光选区熔化成形加工,成形舱内氧含量需≤0.1%,基板需预热到150℃,基板材质为钢板即可。检查就绪后启动设备,逐层进行打印,最终得到实体。
(5)打印后的多参数10mm
将切割后的K418B合金实体进行金相制样及组织观察,注意每组参数对应的实体样品需要同时观察XY和XZ两个方向的组织。
经过金相制样及组织观察,本实施例选择以下编号的试验例作为实例进行比较,其它试验例的数据不再赘述。
试验编号20:实体选用激光参数为:激光功率270W、激光扫描线速度1150mm·s
试验编号4:实体选用激光参数为:激光功率325W、激光扫描线速度905mm·s
试验编号31:实体选用激光参数为:激光功率330W、激光扫描线速度1100mm·s
试验编号1:实体选用激光参数为:激光功率265W、激光扫描线速度905mm·s
试验编号5:实体选用激光参数为:激光功率265W、激光扫描线速度955mm·s
试验编号28:实体选用激光参数为:激光功率270W、激光扫描线速度1150mm·s
K418B合金时效强化型高温合金,合金含有较多的γ`相,在900℃以上高温条件下γ`相未完全固溶,仍有较高的强化作用,而现在增材制造常用的GH3536、GH3625、IN718等合金,在900℃以上,几乎完全固溶,强化作用降低,远不如K418B合金,本实施例与几种典型合金高温合金的数据对比见表3,几种典型合金的数据来源是《中国高温合金手册(上、下)卷》。
表3
除上述实施外,本发明还可以有其他实施方式。凡采用等同替换或等效变换形成的技术方案,均落在本发明要求的保护范围。