一种防龟裂折光变色装饰纸及其生产工艺
文献发布时间:2023-06-29 06:30:04
技术领域
本发明涉及装饰纸技术领域,具体为一种防龟裂折光变色装饰纸及其生产工艺。
背景技术
装饰纸是很多建材产品中必不可少的原料,如家具、橱柜用到的低压板、高压板,还有防火板、地板等;装饰纸在产品结构中是放在表层纸下面,主要起提供花纹图案的装饰作用和防止底层胶液渗现的覆盖作用。
传统装饰纸为了保证美观度,在其表面印刷各种图案,但是因为长期暴露其表面会附着灰尘,需要经常擦拭,在擦拭时会将装饰纸表面磨损,从而损坏图案,造成美观度下降的问题,如何保证装饰纸表面美观不受多次擦拭影响成为了需要解决的问题,为此,提出一种防龟裂折光变色装饰纸及其生产工艺。
发明内容
本发明的目的在于提供一种防龟裂折光变色装饰纸及其生产工艺,以解决上述背景技术中提出的传统装饰纸为了保证美观度,在其表面印刷各种图案,但是因为长期暴露其表面会附着灰尘,需要经常擦拭,在擦拭时会将装饰纸表面磨损,从而损坏图案,造成美观度下降的问题,如何保证装饰纸表面美观不受多次擦拭影响成为了需要解决的问题的问题。
为实现上述目的,本发明提供如下技术方案:一种防龟裂折光变色装饰纸,包括透明的透明防水层,所述透明防水层的底部粘接有第一粘接层,所述第一粘接层的底部粘接有隔热层,所述隔热层的底部粘接有第三粘接层,所述第三粘接层的底部粘接有绒毛层,所述绒毛层的底部粘接有第二粘接层,所述第二粘接层的底部粘接有防龟裂基础纸,所述隔热层的顶部均匀设有凹陷腔,所述凹陷腔内设有折光变色组件。
优选地,所述折光变色组件包括反射层、透明填充物、三棱柱和透明封料层,所述反射层贴附在凹陷腔的内壁上,所述反射层合围形成的腔室内填充有透明填充物,所述透明填充物内分布有若干个三棱柱,在凹陷腔的端口处设有与第一粘接层相粘接的透明封料层。
优选地,所述三棱柱为透明玻璃材质制成,所述隔热层为石棉材质制成。
优选地,所述透明填充物为透明树脂材料。
优选地,所述反射层为镜面反光材料制成。
优选地,所述镜面反光材料为铝箔。
优选地,所述透明封料层和透明防水层均为PVC透明材料制成。
优选地,所述防龟裂基础纸由质量分计的69-73份的木浆、13-15份的棉浆、3-6高岭土、21-25份的钛白粉、5-8份湿强树脂、7-9份尼龙纤维、防龟裂助剂6-8份混合制成。
另外,本发明还提供了一种防龟裂折光变色装饰纸的生产工艺,包括以下步骤:
S1、将质量分计的69-73份的木浆、13-15份的棉浆、3-6高岭土、21-25份的钛白粉、5-8份湿强树脂、7-9份尼龙纤维、防龟裂助剂6-8份进行混合制成浆液;
S2、然后对S1中的混合浆液进行游离状打浆,打浆度控制在35°SR至40°SR,打浆完成后进行磨浆操作,反复进行打浆和磨浆操作;
S3、对经过S2的混合浆液进行匀整盘磨,然后对混合浆液进行除渣,除渣完成后让混合浆液进入冲浆池,再然后在冲浆池内对混合浆液进行搅匀,最后混合浆液再次进行除渣过筛;
S4、将混合浆液形成全湿纸,再脱水形成纸坯;
S5、纸坯进行真空压榨而后进行烘干,前烘干的烘干温度在55℃-60℃之间;
S6、烘干后对纸坯表面进行喷雾加湿,使湿度达到62-64%,表面加湿后对纸坯进行软压光,软压光结束后得到防龟裂基础纸,对防龟裂基础纸进行收卷;
S7、在防龟裂基础纸单面均匀涂覆胶水形成第二粘接层,通过压合方式在防龟裂基础纸粘一层单色绒形成绒毛层;
在利用热压成型方式将石棉压制成表面具有凹陷腔的成型石棉片材,并将石棉片材底部涂覆胶液形成第三粘接层,通过压合方式将石棉片材粘接并压合在绒毛层上形成隔热层,在凹陷腔内贴附铝箔形成反射层,将树脂加热熔融后均匀混入三棱柱,将均匀混合有三棱柱的树脂通过注射方式填充在凹陷腔内形成透明填充物,并在凹陷腔端口部填充PVC材质的透明封料层,使得透明封料层表面与凹陷腔端口保持平整状态;在PVC材质的透明防水层一侧涂覆胶水形成第一粘接层,而后通过压合方式将透明防水层粘接在隔热层具有透明封料层的一侧面,然后进行晾干,制成防龟裂折光变色装饰纸,最后进行收卷储存。
本发明采用以上技术方案与现有技术相比,具有以下技术效果:
该防龟裂折光变色装饰纸通过光照穿透透明防水层、第一粘接层、透明封料层和透明填充物后被反射层反射而后经三棱柱进行折光反射,形成7色光,三棱柱不规则设置且较小密集,提高7彩色反射成功率,通过透明防水层、防龟裂基础纸和隔热层设置,能够避免装饰纸龟裂且防水隔热,提高装饰纸的使用寿命,在擦拭磨损时不会影响该装饰纸的折光变色效果,保证美观度的持久性。通过该工艺能够提高防龟裂折光变色装饰纸的制造效率。
附图说明
为了更清楚地说明本申请实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本申请的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
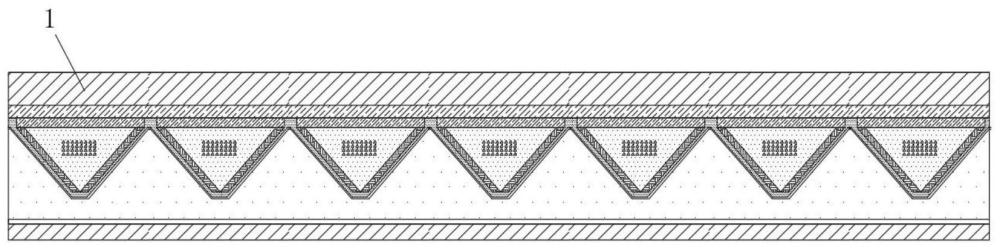
图1为本发明的结构示意图;
图2为本发明的局部放大结构示意图;
图3为本发明的俯视结构示意图。
附图标记说明:1、透明防水层;2、第一粘接层;3、隔热层;4、绒毛层;5、第二粘接层;6、防龟裂基础纸;7、凹陷腔;8、反射层;9、透明填充物;10、三棱柱;11、透明封料层;12、第三粘接层。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本申请的描述中,多个”、“若干个”的含义是两个或两个以上,除非另有明确具体的限定。
须知,本说明书附图所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本申请可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本申请所能产生的功效及所能达成的目的下,均应仍落在本申请所揭示的技术内容得能涵盖的范围内。
现有技术中,传统装饰纸为了保证美观度,在其表面印刷各种图案,但是因为长期暴露其表面会附着灰尘,需要经常擦拭,在擦拭时会将装饰纸表面磨损,从而损坏图案,造成美观度下降的问题,如何保证装饰纸表面美观不受多次擦拭影响成为了需要解决的问题。
实施例
请参阅图1-3,本发明提供一种技术方案:一种防龟裂折光变色装饰纸,包括透明的透明防水层1,由PVC透明材料制成,透明防水层1的底部粘接有第一粘接层2,第一粘接层2的底部粘接有隔热层3,隔热层3为石棉材质制成;隔热层3的底部粘接有第三粘接层12,第三粘接层12的底部粘接有绒毛层4,为单色绒;绒毛层4的底部粘接有第二粘接层5,第二粘接层5的底部粘接有防龟裂基础纸6,隔热层3的顶部均匀设有凹陷腔7,凹陷腔7内设有折光变色组件,该折光变色组件具有将阳光折射后进行分色功能。
凹陷腔7底部形状设置为能够向腔外反射光线的任何形状,例如弧面,半球面。
折光变色组件包括反射层8、透明填充物9、三棱柱10和透明封料层11,为PVC透明材料制成;反射层8贴附在凹陷腔7的内壁上,反射层8为镜面反光材料制成,优选为镜面反光材料为铝箔。反射层8合围形成的腔室内填充有透明填充物9,透明填充物9为透明树脂材料;透明填充物9内分布有若干个三棱柱10,三棱柱10为透明玻璃材质制成;在凹陷腔7的端口处设有与第一粘接层2相粘接的透明封料层11。
防龟裂基础纸6由质量分计的69份的木浆、15份的棉浆、6高岭土、25份的钛白粉、8份湿强树脂、7份尼龙纤维、防龟裂助剂8份混合制成。
其中,第一粘接层2、第二粘接层5、第三粘接层12均采用透明胶水。
该防龟裂折光变色装饰纸通过光照穿透透明防水层1、第一粘接层2、透明封料层11和透明填充物9后被反射层8反射而后经三棱柱10进行折光反射,形成7色光,三棱柱10不规则设置且较小密集,提高7彩色反射成功率,通过透明防水层1、防龟裂基础纸6和隔热层3设置,能够避免装饰纸龟裂且防水隔热,提高装饰纸的使用寿命。
本发明还提供了一种防龟裂折光变色装饰纸的生产工艺,包括以下步骤:
S1、将质量分计的69份的木浆、15份的棉浆、6高岭土、25份的钛白粉、8份湿强树脂、7份尼龙纤维、防龟裂助剂8份进行混合制成浆液;
S2、然后对S1中的混合浆液进行游离状打浆,打浆度控制在35°SR,打浆完成后进行磨浆操作,反复进行打浆和磨浆操作;
S3、对经过S2的混合浆液进行匀整盘磨,然后对混合浆液进行除渣,除渣完成后让混合浆液进入冲浆池,再然后在冲浆池内对混合浆液进行搅匀,最后混合浆液再次进行除渣过筛;
S4、将混合浆液形成全湿纸,再脱水形成纸坯;
S5、纸坯进行真空压榨而后进行烘干,前烘干的烘干温度在55℃;
S6、烘干后对纸坯表面进行喷雾加湿,使湿度达到64%,表面加湿后对纸坯进行软压光,软压光结束后得到防龟裂基础纸6,对防龟裂基础纸6进行收卷;
S7、在防龟裂基础纸6单面均匀涂覆胶水形成第二粘接层5,通过压合方式在防龟裂基础纸6粘一层单色绒形成绒毛层4;
在利用热压成型方式将石棉压制成表面具有凹陷腔7的成型石棉片材,并将石棉片材底部涂覆胶液形成第三粘接层12,通过压合方式将石棉片材粘接并压合在绒毛层4上形成隔热层3,在凹陷腔7内贴附铝箔形成反射层8,将树脂加热熔融后均匀混入三棱柱10,将均匀混合有三棱柱10的树脂通过注射方式填充在凹陷腔7内形成透明填充物9,并在凹陷腔7端口部填充PVC材质的透明封料层11,使得透明封料层11表面与凹陷腔7端口保持平整状态;在PVC材质的透明防水层1一侧涂覆胶水形成第一粘接层2,而后通过压合方式将透明防水层1粘接在隔热层3具有透明封料层11的一侧面,然后进行晾干,制成防龟裂折光变色装饰纸,最后进行收卷储存。
实施例2
本实施例2与实施例1不同的是,防龟裂基础纸6由质量分计的70份的木浆、14份的棉浆、5高岭土、22份的钛白粉、6份湿强树脂、8份尼龙纤维、防龟裂助剂7份混合制成。
一种防龟裂折光变色装饰纸的生产工艺,包括以下步骤:
S1、将质量分计的70份的木浆、14份的棉浆、5高岭土、22份的钛白粉、6份湿强树脂、8份尼龙纤维、防龟裂助剂7份进行混合制成浆液;
S2、然后对S1中的混合浆液进行游离状打浆,打浆度控制在39°SR,打浆完成后进行磨浆操作,反复进行打浆和磨浆操作;
S3、对经过S2的混合浆液进行匀整盘磨,然后对混合浆液进行除渣,除渣完成后让混合浆液进入冲浆池,再然后在冲浆池内对混合浆液进行搅匀,最后混合浆液再次进行除渣过筛;
S4、将混合浆液形成全湿纸,再脱水形成纸坯;
S5、纸坯进行真空压榨而后进行烘干,前烘干的烘干温度在56℃;
S6、烘干后对纸坯表面进行喷雾加湿,使湿度达到63%,表面加湿后对纸坯进行软压光,软压光结束后得到防龟裂基础纸6,对防龟裂基础纸6进行收卷;
S7、在防龟裂基础纸6单面均匀涂覆胶水形成第二粘接层5,通过压合方式在防龟裂基础纸6粘一层单色绒形成绒毛层4;
在利用热压成型方式将石棉压制成表面具有凹陷腔7的成型石棉片材,并将石棉片材底部涂覆胶液形成第三粘接层12,通过压合方式将石棉片材粘接并压合在绒毛层4上形成隔热层3,在凹陷腔7内贴附铝箔形成反射层8,将树脂加热熔融后均匀混入三棱柱10,将均匀混合有三棱柱10的树脂通过注射方式填充在凹陷腔7内形成透明填充物9,并在凹陷腔7端口部填充PVC材质的透明封料层11,使得透明封料层11表面与凹陷腔7端口保持平整状态;在PVC材质的透明防水层1一侧涂覆胶水形成第一粘接层2,而后通过压合方式将透明防水层1粘接在隔热层3具有透明封料层11的一侧面,然后进行晾干,制成防龟裂折光变色装饰纸,最后进行收卷储存。
实施例3
本实施例3与实施例1和实施例2不同的是,防龟裂基础纸6由质量分计的73份的木浆、13份的棉浆、3高岭土、21份的钛白粉、5份湿强树脂、9份尼龙纤维、防龟裂助剂6份混合制成。
一种防龟裂折光变色装饰纸的生产工艺,包括以下步骤:
S1、将由质量分计的73份的木浆、13份的棉浆、3高岭土、21份的钛白粉、5份湿强树脂、9份尼龙纤维、防龟裂助剂6份进行混合制成浆液;
S2、然后对S1中的混合浆液进行游离状打浆,打浆度控制在40°SR,打浆完成后进行磨浆操作,反复进行打浆和磨浆操作;
S3、对经过S2的混合浆液进行匀整盘磨,然后对混合浆液进行除渣,除渣完成后让混合浆液进入冲浆池,再然后在冲浆池内对混合浆液进行搅匀,最后混合浆液再次进行除渣过筛;
S4、将混合浆液形成全湿纸,再脱水形成纸坯;
S5、纸坯进行真空压榨而后进行烘干,前烘干的烘干温度在60℃;
S6、烘干后对纸坯表面进行喷雾加湿,使湿度达到62%,表面加湿后对纸坯进行软压光,软压光结束后得到防龟裂基础纸6,对防龟裂基础纸6进行收卷;
S7、在防龟裂基础纸6单面均匀涂覆胶水形成第二粘接层5,通过压合方式在防龟裂基础纸6粘一层单色绒形成绒毛层4;
在利用热压成型方式将石棉压制成表面具有凹陷腔7的成型石棉片材,并将石棉片材底部涂覆胶液形成第三粘接层12,通过压合方式将石棉片材粘接并压合在绒毛层4上形成隔热层3,在凹陷腔7内贴附铝箔形成反射层8,将树脂加热熔融后均匀混入三棱柱10,将均匀混合有三棱柱10的树脂通过注射方式填充在凹陷腔7内形成透明填充物9,并在凹陷腔7端口部填充PVC材质的透明封料层11,使得透明封料层11表面与凹陷腔7端口保持平整状态;在PVC材质的透明防水层1一侧涂覆胶水形成第一粘接层2,而后通过压合方式将透明防水层1粘接在隔热层3具有透明封料层11的一侧面,然后进行晾干,制成防龟裂折光变色装饰纸,最后进行收卷储存。
综上,该防龟裂折光变色装饰纸通过光照穿透透明防水层1、第一粘接层2、透明封料层11和透明填充物9后被反射层8反射而后经三棱柱10进行折光反射,形成7色光,三棱柱10不规则设置且较小密集,提高7彩色反射成功率,通过透明防水层1、防龟裂基础纸6和隔热层3设置,能够避免装饰纸龟裂且防水隔热,提高装饰纸的使用寿命,在擦拭磨损时不会影响该装饰纸的折光变色效果,保证美观度的持久性。通过该工艺能够提高防龟裂折光变色装饰纸的制造效率。
还需要说明的是,在本发明的具体实施例中,除非有所知名为相反之意,本说明书及所附权利要求中的数值参数是近似值,能够根据通过本发明的内容所得的所需特性改变。具体而言,所有使用于说明书及权利要求中表示组成的尺寸、范围条件等等的数字,应理解为在所有情况中是受到“约”的用语所修饰。一般情况下,其表达的含义是指包含由特定数量在一些实施例中±10%的变化、在一些实施例中±5%的变化、在一些实施例中±1%的变化、在一些实施例中±0.5%的变化。
以上的具体实施例,对本发明的目的、技术方案和有益效果进行了进一步详细说明,应理解的是,以上所述仅为本发明的具体实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。