一种特种纸全自动双面喷涂设备
文献发布时间:2024-01-17 01:27:33
技术领域
本发明涉及特种纸加工技术领域,具体公开了一种特种纸全自动双面喷涂设备。
背景技术
特种纸是具有特殊用途的、产量比较小的纸张。特种纸的种类繁多,是各种特殊用途纸或艺术纸的统称,而现在销售商则将压纹纸等艺术纸张统称为特种纸,主要是为了简化品种繁多而造成的名词混乱,特种纸需要通过特殊的加工设备和工艺,将纸页加工成具有丰富色彩和独特纹路的纸页。
现有的特种纸喷涂设备,大都不具备在双面喷涂的同时控制涂层的厚度,喷涂量不宜控制,造成涂层厚度不一致,影响喷涂效果,而且现有的喷涂设备不能在喷涂的同时实现实现压纹、染色及抛光功能一体化,降低生产效率,同时特种纸喷涂时也不全是连续性喷涂,有的是间歇性喷涂,在抛光的过程中就很难做到跟随喷涂的节奏只在喷涂的位置进行进行抛光。
发明内容
本发明的目的在于提供一种特种纸全自动双面喷涂设备,用以解决上述背景技术中所面临的问题。
本发明的目的可以通过以下技术方案实现:
一种特种纸全自动双面喷涂设备,包括支撑装置,其特征在于,还包括设置在支撑装置上的输送装置、两个喷涂装置、两个气刀装置和抛光装置;
所述输送装置用于输送特种纸,便于特种纸通过喷涂装置进行双面喷涂,且在喷涂后通过气刀装置去除余料;
所述喷涂装置设置在输送装置的两侧实现双面喷涂,且所述喷涂装置的侧方设有喷枪清理装置;
所述气刀装置的上方设有烘干装置;
所述抛光装置用于对喷涂后的特种纸进行打磨抛光。
通过上述技术方案,通过在不同位置设置喷涂装置不仅可以实现双面喷涂,还可以通过气刀装置实现对两面的喷涂后多余的涂料去除,调整涂层的厚度,同时气刀装置上方设有烘干装置可以对修正后的涂层进行烘干,不影响特种纸的双面喷涂和输送,最后,通过抛光装置对涂层进行打磨抛光,而且抛光装置可以根据喷涂装置的喷涂情况调整打磨情况,不仅可以实现连续打磨还可以实现间歇性打磨。
作为本发明方案的进一步描述,所述支撑装置包括支撑板,所述支撑板的顶部一侧设有第一安装板,所述第一安装板上设有对称分布的两个第二安装板,所述支撑板的另一侧设有第一支撑架,所述第一支撑架的顶部设有第二支撑架,所述第一支撑架的一侧设有对称分布的两个第三安装板,所述第一安装板与第一支撑架之间设有支撑台,所述支撑板和支撑台的顶部都设有对称分布的两个固定板。
作为本发明方案的进一步描述,所述输送装置包括特种纸,所述特种纸的一端设有放料辊,所述特种纸的另一端设有收料辊,所述放料辊的两端分别与两块第二安装板转动连接,所述收料辊分别与第二支撑架的两侧壁转动连接,两块所述收料辊和放料辊之间依次设有两组背辊,其中一组所述背辊的两端分别与两块第二安装板转动连接,另一组所述背辊的两端分别与两块第三安装板转动连接。
作为本发明方案的进一步描述,所述特种纸依次经过放料辊、第一组背辊、第二组背辊和收料辊,所述特种纸按照输送方向依次划分为C区、A区、D区、B区和E区;
靠近所述特种纸的A区的烘干装置固定在第一安装板上,靠近所述特种纸的B区的烘干装置固定在第一支撑架的侧壁上。
通过上述技术方案,将特种纸依次经过放料辊、第一组背辊、第二组背辊和收料辊,然后同时启动放料电机和收料电机,完成特种纸的输送,在输送过程中进行喷涂,提高喷涂效率,同时特种纸的A区和B区与支撑板垂直,特种纸的C区、D区、和E区与支撑板平行,可以根据需要在E区增加压印设备和染色设备,实现实现压纹、染色及抛光功能一体化。
作为本发明方案的进一步描述,两个所述喷涂装置分别设置在特种纸的C区下方和特种纸的D区下方;
所述喷涂装置包括蜗杆和蜗轮,所述蜗杆和蜗轮啮合,所述蜗轮的顶部设有第一气缸,所述第一气缸的输出轴固定有连接块,所述连接块的一侧固定有连接杆,所述连接杆固定有喷涂设备。
作为本发明方案的进一步描述,位于所述特种纸的C区下方的蜗杆的两端与支撑板顶部的两个固定板转动连接,位于特种纸的C区下方的蜗轮与支撑板顶部转动连接,位于特种纸的D区下方的蜗杆的两端与支撑台的顶部的两个固定板转动连接,位于特种纸的D区下方的蜗轮与支撑台顶部转动连接。
作为本发明方案的进一步描述,所述喷枪清理装置包括安装台和滚珠丝杆,所述安装台的顶部设有第三支撑架,所述滚珠丝杆的两侧两端分别与第三支撑架的两侧转动连接,所述滚珠丝杆上滑动设置有滑动块,所述滑动块的底部设有清扫刷。
通过上述技术方案,位于特种纸的C区下方和特种纸的D区下方的两个喷涂装置分别对特种纸的两面进行喷涂,喷涂完成后通过蜗杆转动带动蜗轮转动,蜗轮转动带动喷枪到达清扫刷正下方,然后滚珠丝杆转动带动清扫刷来回清扫喷枪的喷口,第一气缸用于调节喷枪到特种纸的距离,避免距离过近或过远影响喷涂效果,同时第一气缸还用于调节喷枪的高度,便于喷枪的枪口正好处于清扫刷的下方。
作为本发明方案的进一步描述,两个所述气刀装置分别设置在特种纸的A区的侧方和特种纸的B区的侧方;
所述气刀装置包括第二气缸,所述第二气缸的固定端活动连接有固定杆,所述第二气缸的输出端活动连接有连接板,所述连接板另一端固定连接有转动柱,所述转动柱上固定有气刀。
作为本发明方案的进一步描述,位于所述特种纸的A区侧方的固定杆与第二安装板固定连接,位于所述特种纸的A区侧方的转动柱的两端与两块第二安装板转动连接,位于所述特种纸的B区侧方的固定杆与第三安装板固定连接,位于所述特种纸的B区侧方的转动柱与第三安装板转动连接。
通过上述技术方案,气刀对准位于下方的背辊处的特种纸,用于将多余的涂料刮去,从而不仅可以调整喷涂油漆的厚度,同时使涂层平滑化,然后通过启动第二气缸带动连接板转动,连接板转动带动转动柱转动,从而调整气刀的吹拂角度,根据气刀的角度和气刀压力的大小来调整涂层的厚度,而且气刀装置的上方立马设有一个烘干装置,不影响避免特种纸正常输送和双面喷涂。
作为本发明方案的进一步描述,所述抛光装置包括第四支撑架、底部抛光块和顶部抛光块,所述底部抛光块和顶部抛光块分别设置在特种纸的E区的上方和下方,所述第四支撑架固定在第一支撑架的顶部;
所述第四支撑架的两侧分别设有第一安装槽,所述第四支撑架的顶部设有对称分布的两个第二安装槽,所述第四支撑架的顶部还设有对称分布的两个支撑块;
所述底部抛光块的两侧分别与第四支撑架的两侧滑动连接,所述底部抛光块的顶部设有抛光纸,所述底部抛光块的两侧分别穿过第一安装槽活动连接有第一转动杆;
所述顶部抛光块的两侧分别与第四支撑架的两侧滑动连接,所述顶部抛光块的底部设有抛光纸,所述顶部抛光块上开设有第三安装槽,所述第三安装槽内滑动设置有驱动块,所述驱动块内部转动连接有转动块,所述转动块上设有转动轴,所述顶部抛光块的顶部设有对称分布的两个安装座,所述安装座活动连接有第二转动杆,所述第二转动杆的一端穿过第二安装槽活动连接有第三转动杆,所述第三转动杆的另一端与第一转动杆转动连接。
通过上述技术方案,根据喷涂的情况,若是全方位喷涂,顶部抛光块和底部抛光块同步滑动且方向相反,调整好顶部抛光块和底部抛光块之间的距离,从而实现对特种纸双面抛光,若是间歇性喷涂,调整顶部抛光块和底部抛光块同步滑动的时间和速度,带动顶部抛光块和底部抛光块朝不同的方向来回滑动,从而实现只对喷涂的位置进行抛光,不损害特种纸其他位置。
本发明的有益效果:
1、本发明通过在不同位置设置喷涂装置不仅可以实现双面喷涂,还可以通过气刀装置实现对两面的喷涂后多余的涂料去除,调整涂层的厚度,同时气刀装置上方设有烘干装置可以对修正后的涂层进行烘干,不影响特种纸的双面喷涂和输送,最后,通过抛光装置对涂层进行打磨抛光,而且抛光装置可以根据喷涂装置的喷涂情况调整打磨情况,不仅可以实现连续打磨还可以实现间歇性打磨。
2、位于特种纸的C区下方和特种纸的D区下方的两个喷涂装置分别对特种纸的两面进行喷涂,喷涂完成后通过第一电机运转带动蜗杆转动,蜗杆转动带动蜗轮转,蜗轮转动带动喷枪到达清扫刷正下方,然后启动第二电机带动滚珠丝杆转动,从而带动清扫刷来回清扫喷枪的喷口,第一气缸用于调节喷枪到特种纸的距离,避免距离过近或过远影响喷涂效果,同时第一气缸还用于调节喷枪的高度,便于喷枪的枪口正好处于清扫刷的下方。
当然,实施本发明的任一产品并不一定需要同时达到以上所述的所有优点。
附图说明
为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
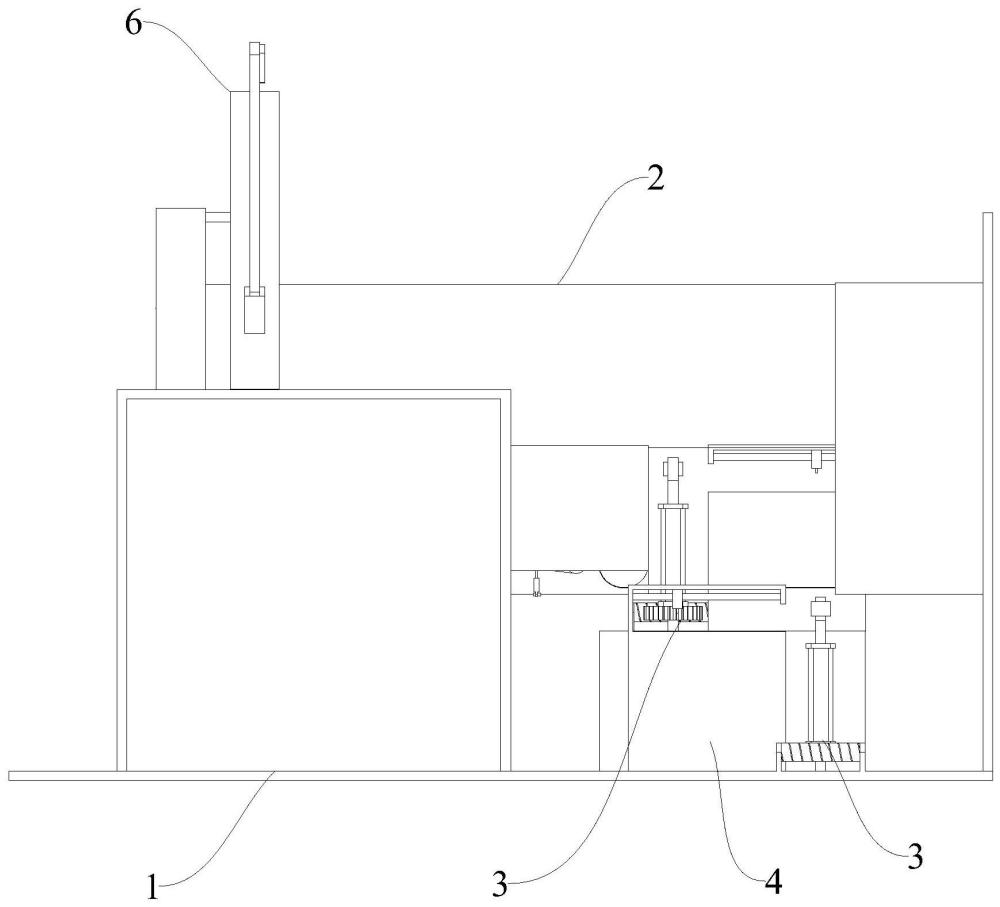
图1是本发明特种纸全自动双面喷涂设备正视图结构示意图;
图2是本发明特种纸全自动双面喷涂设备俯视图结构示意图;
图3是本发明特种纸全自动双面喷涂设备轴视图结构示意图;
图4是本发明特种纸全自动双面喷涂设备工作流程示意图;
图5是本发明特种纸全自动双面喷涂设备支撑装置结构示意图;
图6是本发明特种纸全自动双面喷涂设备输送装置结构示意图;
图7是本发明特种纸全自动双面喷涂设备喷涂装置结构示意图;
图8是本发明特种纸全自动双面喷涂设备喷枪清理装置结构示意图;
图9是本发明特种纸全自动双面喷涂设备气刀装置结构示意图;
图10是本发明特种纸全自动双面喷涂设备抛光装置结构示意图。
图中,1、支撑装置;2、输送装置;3、喷涂装置;4、喷枪清理装置;5、气刀装置;6、抛光装置;7、烘干装置;11、支撑板;12、第一安装板;13、第二安装板;14、第一支撑架;15、第二支撑架;16、第三安装板;17、支撑台;18、固定板;21、特种纸;22、放料辊;23、收料辊;24、背辊;31、蜗杆;32、蜗轮;33、第一气缸;34、连接块;35、连接杆;36、喷枪;41、安装台;42、第三支撑架;43、滚珠丝杆;44、滑动块;45、清扫刷;51、第二气缸;52、固定杆;53、连接板;54、转动柱;55、气刀;601、第四支撑架;602、第一安装槽;603、第二安装槽;604、支撑块;605、底部抛光块;606、第一转动杆;607、顶部抛光块;608、第三安装槽;609、驱动块;610、转动块;611、转动轴;612、安装座;613、第二转动杆;614、第三转动杆。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
请参阅图1-图3所示,一种特种纸全自动双面喷涂设备,包括支撑装置1,还包括设置在支撑装置1上的输送装置2、两个喷涂装置3、两个气刀装置5和抛光装置6;
所述输送装置2用于输送特种纸,便于特种纸通过喷涂装置3进行双面喷涂,且在喷涂后通过气刀装置5去除余料;
所述喷涂装置3设置在输送装置的两侧实现双面喷涂,且所述喷涂装置的侧方设有喷枪清理装置4;
所述气刀装置5的上方设有烘干装置7;
所述抛光装置6用于对喷涂后的特种纸进行打磨抛光。
请参阅图5所示,所述支撑装置1包括支撑板11,所述支撑板11的顶部一侧设有第一安装板12,所述第一安装板12上设有对称分布的两个第二安装板13,所述支撑板11的另一侧设有第一支撑架14,所述第一支撑架14的顶部设有第二支撑架15,所述第一支撑架14的一侧设有对称分布的两个第三安装板16,所述第一安装板12与第一支撑架14之间设有支撑台17,所述支撑板11和支撑台17的顶部都设有对称分布的两个固定板18。
实施例1
请参阅图6所示,所述输送装置2包括特种纸21,所述特种纸21的一端设有放料辊22,所述特种纸21的另一端设有收料辊23,所述放料辊22的两端分别与两块第二安装板13转动连接,所述收料辊23分别与第二支撑架15的两侧壁转动连接,两块所述收料辊23和放料辊22之间依次设有两组背辊24,其中一组所述背辊24的两端分别与两块第二安装板13转动连接,另一组所述背辊24的两端分别与两块第三安装板16转动连接,所述放料辊22和收料辊23分别通过放料电机和收料电机驱动,放料电机和收料电机安装在支撑装置1上。
所述特种纸21依次经过放料辊22、第一组背辊24、第二组背辊24和收料辊23,所述特种纸21按照输送方向依次划分为C区、A区、D区、B区和E区;
使用时,将特种纸21依次经过放料辊22、第一组背辊24、第二组背辊24和收料辊23,然后同时启动放料电机和收料电机,完成特种纸21的输送,在输送过程中进行喷涂,提高喷涂效率,同时特种纸21的A区和B区与支撑板11垂直,特种纸21的C区、D区、和E区与支撑板11平行,可以根据需要在E区增加压印设备和染色设备,实现实现压纹、染色及抛光功能一体化。
实施例2
请参阅图4、图6和图7所示,两个所述喷涂装置3分别设置在特种纸21的C区下方和特种纸21的D区下方;
所述喷涂装置3包括蜗杆31和蜗轮32,所述蜗杆31通过第一电机驱动,所述第一电机安装在支撑装置1上,所述蜗杆31和蜗轮32啮合,所述蜗轮32的顶部设有第一气缸33,所述第一气缸33的输出轴固定有连接块34,所述连接块34的一侧固定有连接杆35,所述连接杆35固定有喷枪36。
位于所述特种纸21的C区下方的蜗杆31的两端与支撑板11顶部的两个固定板18转动连接,位于特种纸21的C区下方的蜗轮32与支撑板11顶部转动连接,位于特种纸21的D区下方的蜗杆31的两端与支撑台17的顶部的两个固定板18转动连接,位于特种纸21的D区下方的蜗轮32与支撑台17顶部转动连接。
请参阅图4、图8所示,所述喷枪清理装置4包括安装台41和滚珠丝杆43,所述滚珠丝杆43通过第二电机驱动,所述第二电机安装在安装台41上,所述安装台41的顶部设有第三支撑架42,所述滚珠丝杆43的两侧两端分别与第三支撑架42的两侧转动连接,所述滚珠丝杆43上滑动设置有滑动块44,滑动块44与滚珠丝杆43的工作螺母固定连接,所述滑动块44的底部设有清扫刷45,清扫刷45的下方设有收纳槽,收纳槽开设在安装台41的顶部,用于收纳清扫刷45清理出来的残渣。
使用时,位于特种纸21的C区下方和特种纸21的D区下方的两个喷涂装置3分别对特种纸的两面进行喷涂,喷涂完成后通过第一电机运转带动蜗杆31转动,蜗杆31转动带动蜗轮32转,蜗轮32转动带动喷枪36到达清扫刷正下方,然后启动第二电机带动滚珠丝杆43转动,从而带动清扫刷45来回清扫喷枪36的喷口,第一气缸33用于调节喷枪36到特种纸21的距离,避免距离过近或过远影响喷涂效果,同时第一气缸33还用于调节喷枪36的高度,便于喷枪36的枪口正好处于清扫刷45的下方。
实施例3
请参阅图4、图6和图9所示,靠近所述特种纸21的A区的烘干装置7固定在第一安装板12上,靠近所述特种纸21的B区的烘干装置7固定在第一支撑架14的侧壁上;
两个所述气刀装置5分别设置在特种纸21的A区的侧方和特种纸21的B区的侧方;
所述气刀装置5包括第二气缸51,所述第二气缸51的固定端活动连接有固定杆52,所述第二气缸51的输出端活动连接有连接板53,所述连接板53另一端固定连接有转动柱54,所述转动柱54上固定有气刀55。
气刀装置5的下方都设有回收槽,回收槽安装在支撑装置1上,回收槽用于收集被气刀刮下的多余涂料,回收涂料的同时还能避免涂料落入设备内部。
位于所述特种纸21的A区侧方的固定杆52与第二安装板13固定连接,位于所述特种纸21的A区侧方的转动柱54的两端与两块第二安装板13转动连接,位于所述特种纸21的B区侧方的固定杆52与第三安装板16固定连接,位于所述特种纸21的B区侧方的转动柱54与第三安装板16转动连接。
使用时,气刀55对准位于下方的背辊处的特种纸21,用于将多余的涂料刮去,从而不仅可以调整喷涂油漆的厚度,同时使涂层平滑化,然后通过启动第二气缸51带动连接板53转动,连接板53转动带动转动柱54转动,从而调整气刀55的吹拂角度,根据气刀55的角度和气刀压力的大小来调整涂层的厚度,而且气刀装置5的上方立马设有一个烘干装置7,不影响避免特种纸21正常输送和双面喷涂。
实施例4
请参阅图4、图6和图10所示,所述抛光装置6包括第四支撑架601、底部抛光块605和顶部抛光块607,所述底部抛光块605和顶部抛光块607分别设置在特种纸21的E区的上方和下方,所述第四支撑架601固定在第一支撑架14的顶部;
所述第四支撑架601的两侧分别设有第一安装槽602,所述第四支撑架601的顶部设有对称分布的两个第二安装槽603,所述第四支撑架601的顶部还设有对称分布的两个支撑块604;
所述底部抛光块605的两侧分别与第四支撑架601的两侧滑动连接,所述底部抛光块605的顶部设有抛光纸,所述底部抛光块605的两侧分别穿过第一安装槽602活动连接有第一转动杆606;
所述顶部抛光块607的两侧分别与第四支撑架601的两侧滑动连接,所述顶部抛光块607的底部设有抛光纸,所述顶部抛光块607上开设有第三安装槽608,所述第三安装槽608内滑动设置有驱动块609,所述驱动块609内部转动连接有转动块610,所述转动块610上设有转动轴611,转动轴611由第三电机驱动,第三电机安装在支撑装置1上,所述顶部抛光块607的顶部设有对称分布的两个安装座612,所述安装座612活动连接有第二转动杆613,所述第二转动杆613的一端穿过第二安装槽603活动连接有第三转动杆614,所述第三转动杆614的另一端与第一转动杆606转动连接。
使用时,第三电机转动带动转动轴611转动,转动轴611转动带动转动块610转动,转动块610转动带动顶部抛光块607沿第四支撑架601的两侧滑动,顶部抛光块607滑动的同时带动第二转动杆613转动,第二转动杆613转动带动第三转动杆614转动,第三转动杆614转动带动第一转动杆606转动,第一转动杆606带动底部抛光块605沿第四支撑架601的两侧滑动,顶部抛光块607和底部抛光块605同步滑动且方向相反,调整好顶部抛光块607和底部抛光块605之间的距离,从而实现对特种纸21双面抛光,同时,若特种纸21的喷涂时不是全方位喷涂,而是间歇性喷涂,调整第三电机的转速和启停时间,带动顶部抛光块607和底部抛光块605朝不同的方向来回滑动,从而实现只对喷涂的位置进行抛光,不损害特种纸其他位置。
工作原理:首先,将特种纸21安装在输送装置2上,将特种纸21依次经过放料辊22、第一组背辊24、第二组背辊24和收料辊23,然后同时启动放料电机和收料电机,完成特种纸21的输送,在输送过程中进行喷涂,提高喷涂效率,同时特种纸21的A区和B区与支撑板11垂直,特种纸21的C区、D区、和E区与支撑板11平行,可以根据需要在E区增加压印设备和染色设备,实现实现压纹、染色及抛光功能一体化;
然后,位于特种纸21的C区下方和特种纸21的D区下方的两个喷涂装置3分别对特种纸的两面进行喷涂,喷涂完成后通过清扫刷45来回清扫喷枪36的喷口;
然后,气刀55对准位于下方的背辊处的特种纸21,用于将多余的涂料刮去,从而不仅可以调整喷涂油漆的厚度,同时使涂层平滑化,调整气刀55的吹拂角度和压力,根据气刀55的角度和气刀压力的大小来调整涂层的厚度,而且气刀装置5的上方立马设有一个烘干装置7,不影响避免特种纸21正常输送和双面喷涂;
最后,根据喷涂的情况,若是全方位喷涂,第三电机转动带动顶部抛光块607和底部抛光块605同步滑动且方向相反,调整好顶部抛光块607和底部抛光块605之间的距离,从而实现对特种纸21双面抛光,若是间歇性喷涂,调整第三电机的转速和启停时间,带动顶部抛光块607和底部抛光块605朝不同的方向来回滑动,从而实现只对喷涂的位置进行抛光,不损害特种纸其他位置。
以上对本发明的一个实施例进行了详细说明,但所述内容仅为本发明的较佳实施例,不能被认为用于限定本发明的实施范围。凡依本发明申请范围所作的均等变化与改进等,均应仍归属于本发明的专利涵盖范围之内。