声磁耦合空化辅助液体喷射抛光装置及使用方法
文献发布时间:2023-06-19 09:23:00
技术领域
本发明属于液体喷射抛光领域,具体是一种声磁耦合空化辅助液体喷射抛光装置及使用方法。
背景技术
随着微小型光学元件(如3D曲面玻璃、手机摄像头和光电通讯设备等)对材料表面质量和加工效率的需求不断提升,其加工精度都需要达到纳米级或纳米级以下,这就必须在传统的车削、磨削及研磨后多一道超精密抛光工艺来提高光学元件的表面质量。目前,以液体喷射、微细磨料水射流和空化射流为代表的射流抛光技术逐渐应用于微小型光学元件的超精密抛光,但依然存在理论方法不健全、材料去除不稳定和抛光效率低下等问题,很难进行大范围的工业化应用。因此,研发新型而有效的微小型光学元件超精密抛光方法非常必要。
超声空化辅助液体喷射抛光(如CN201910362390 .X)是将锥形腔内部的超声空化气泡聚焦于一狭窄喷嘴进行磨料射流抛光的新方法。与传统的射流抛光技术相比,超声空化辅助液体喷射抛光能够大幅提升磨料颗粒的抛光效率,但仍存在一些现实难题,具体体现在以下两个方面:1) 该方法直接利用了压电换能器的输出端产生聚焦超声空化气泡,但是由于压电换能器的声能转化效率有限,换能器输出端振幅不大,造成锥形腔体内空化气泡自身能量不足,进而减弱了空化气泡对磨料颗粒的冲击强化作用,导致光学玻璃表面质量变化不明显;2)锥形腔内部的超声空化气泡没能够从喷嘴进行有效输出,大部分超声空化气泡未到达喷嘴出口就已经在锥形腔内部溃灭了,从而降低了超声空化辅助液体喷射的抛光效率。
发明内容
本发明为了解决超声空化辅助液体喷射抛光过程中空化气泡冲击能量不足,气泡输运效率低下的问题,提供一种声磁耦合空化辅助液体喷射抛光装置及使用方法。
本发明采取以下技术方案:一种声磁耦合空化辅助液体喷射抛光装置,包括超声波发生器、压电换能器、变幅杆、声透镜、腔盖、外套筒、锥形腔体、电磁线圈架、垫片、电磁线圈、隔磁套、射流喷头、磁场电源和入液接头。
超声波发生器通过导线与压电换能器连接,压电换能器与变幅杆尾端连接;变幅杆头端与声透镜连接;变幅杆在位移节点为零的位置设置有法兰盘;变幅杆的法兰盘与腔盖固定;腔盖与外套筒固定;变幅杆和声透镜穿过腔盖的内通孔探入锥形腔体中;锥形腔体头端还伸出有喉结段,锥形腔体的喉结段外表面还设置有轴肩;喉结段轴肩与电磁线圈架和垫片连接;电磁线圈架上固定有电磁线圈;电磁线圈缠绕在喉结段的外表面上;电磁线圈外表面还设置有隔磁套;电磁线圈和隔磁套卡紧于电磁线圈架和射流喷头之间;射流喷头与锥形腔体的喉结段螺纹连接;电磁线圈与磁场电源通过导线连接;锥形腔体侧壁还设置有抛光液入口,抛光液入口与入液接头连接,抛光液通过入液接头进入到锥形腔体中,在超声场和磁场的协同作用下产生空化气泡并由射流喷头喷出。
外套筒与机床夹具通过紧固螺栓固定;机床夹具配合数控机床能够实现整体装置的伺服运动。
抛光液为磁性悬浮液,磁性颗粒采用纳米级四氧化三铁,磨粒颗粒选用纳米级氧化铝或氧化硅配制而成;超声波发生器的超声频率范围为50-130kHz,磁场强度为0.01-1T,射流喷嘴直径为0.1-1mm,射流喷嘴最大压力为5MPa。
一种声磁耦合空化辅助液体喷射抛光装置的使用方法,包括以下步骤。
1)将声磁耦合空化辅助液体喷射抛光装置装卡在数控机床主轴上。
2)调整机床夹具,并将待加工区域的微小型光学元件布置在射流喷头的正前方。
3)从入液接头注入含有纳米磁性颗粒的抛光液。
4)开启超声波发生器,通过压电换能器、变幅杆和声透镜向锥形腔体喉结段聚焦超声波,并在抛光液中产生大量的由纳米磁性颗粒包膜的空化气泡。
5)将电磁线圈通电,电磁线圈在锥形腔体的喉结段产生电磁场,电磁场产生的磁场洛伦兹力将纳米磁性颗粒包膜的空化气泡由射流喷嘴均匀喷出。
6)选择入液接头提供的压力和速度,调整超声频率、超声功率与电磁线圈的磁场强度,进而加工微小型光学元件的待加工区域。
7)重复步骤2)~6),加工微小型光学元件的另外一个待加工区域或者下一个光学元件。
与现有技术相比,本发明具有以下有益效果:
1)本发明通过变幅杆和声透镜将压电换能器输出端功率进行放大,锥形腔体的喉结段产生的纳米磁性颗粒包膜空化气泡能量充足,对光学微结构元件的冲击强化效率明显增强。
2)锥形腔体喉结段的纳米磁性颗粒包膜空化气泡在电磁场的作用下从射流喷嘴进行有效输出,避免了空化气泡的提前溃灭,从而将空化气泡的能量成功输送到被加工工件表面,提高了超声空化辅助液体喷射的抛光效率。
3) 沿锥形腔体轴线方向产生的超声波和电磁场对磁性颗粒和磨料颗粒产生强烈搅拌作用,能够有效防止射流喷嘴的颗粒堵塞。
4)本发明结构紧凑,在数控机床或工业机器人上装拆方便,射流喷嘴根据加工需要可更换为不同形式。
附图说明
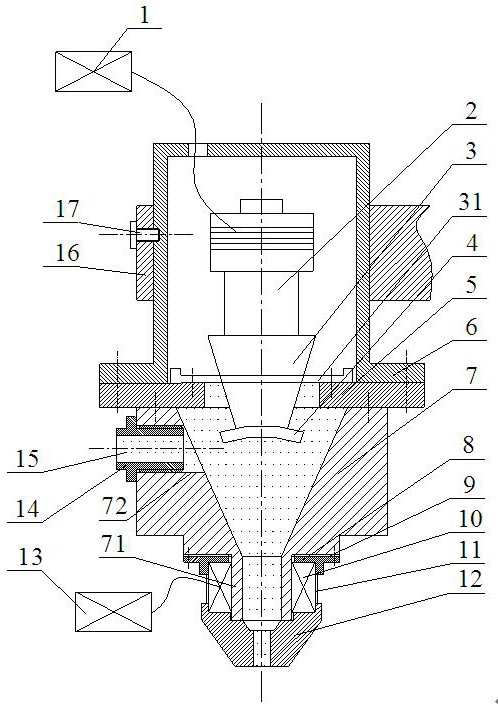
图1是本发明原理结构示意图;
图2是本发明装置工作原理示意图;
图中,1-超声波发生器、2-压电换能器、3-变幅杆、4-声透镜、5-腔盖、6-外套筒、7-锥形腔体、8-电磁线圈架、9-垫片、10-电磁线圈、11-隔磁套、12-射流喷头、13-磁场电源、14-入液接头、15-抛光液、16-机床夹具、17-紧固螺栓、18-超声波、19-空化气泡、20-磁场洛伦兹力、21-喷嘴射流、22-微小型光学元件,71-喉结段,72-抛光液入口,151-纳米磁性颗粒,152-磨料颗粒。
具体实施方式
如图1,本发明提供了一种声磁耦合空化辅助液体喷射抛光装置,包括超声波发生器1、压电换能器2、变幅杆3、声透镜4、腔盖5、外套筒6、锥形腔体7、电磁线圈架8、垫片9、电磁线圈10、隔磁套11、射流喷头12、磁场电源13、入液接头14、抛光液15、机床夹具16、紧固螺栓17。
所述超声波发生器1通过导线与压电换能器2连接;所述压电换能器2与变幅杆3尾端通过双头螺柱连接;所述变幅杆3头端与声透镜4通过双头螺柱连接。
所述变幅杆3在位移节点为零的位置还设置有法兰盘31;所述变幅杆的法兰盘31与腔盖5通过螺栓连接;所述腔盖5与外套筒6通过螺栓连接。
所述变幅杆3和声透镜4穿过腔盖5的内通孔探入锥形腔体7中;所述声透镜4能够向锥形腔体7头端聚焦超声波。
所述变幅杆3的法兰盘31可以保证超声振动沿轴线传播,而且不会对外套筒6和腔盖5产生局部振动影响。
所述腔盖5与锥形腔体7,法兰盘31与腔盖5保证绝对密封。
所述腔盖5与锥形腔体7尾端通过螺钉连接;所述锥形腔体7头端还伸出有喉结段71;进一步地,所述锥形腔体7的喉结段71外表面还设置有轴肩;所述喉结段71轴肩与电磁线圈架8和垫片9通过螺钉连接。
所述电磁线圈架8上固定有电磁线圈10;所述电磁线圈10缠绕在所述喉结段71的外表面上;所述电磁线圈10外表面还设置有隔磁套11;所述电磁线圈10和隔磁套11卡紧于电磁线圈架8和射流喷头12之间;所述射流喷头12与锥形腔体7的喉结段71通过螺纹连接。
所述电磁线圈10与磁场电源13通过导线连接。
所述锥形腔体7侧壁还设置有抛光液入口72;所述抛光液入口72与入液接头14通过螺纹连接;所述抛光液15通过入液接头14进入到锥形腔体7中,在超声场和磁场的协同作用下产生空化气泡并由射流喷头12喷出。
所述外套筒6与机床夹具16通过紧固螺栓17固定;所述机床夹具16配合数控机床能够实现整体装置的伺服运动。
所述抛光液15为磁性悬浮液,磁性颗粒采用纳米级四氧化三铁,磨粒颗粒选用纳米级氧化铝或氧化硅配制而成;所述声磁耦合空化辅助液体喷射抛光装置的的超声频率范围为50-130kHz,磁场强度为0.01-1T,射流喷嘴直径为0.1-1mm,射流喷嘴最大压力为5MPa。
如图2,声磁耦合空化辅助液体喷射抛光装置工作时,磁性抛光液15由入液接头14进入到锥形腔体7中;声透镜4在锥形腔体7内部辐射聚焦超声波18,并产生大量空化气泡19;与此同时,在锥形腔体7的喉结段71,磁性抛光液15中的纳米磁性颗粒151将空化气泡19包裹为磁性纳米空化气泡;磁性纳米空化气泡受到电磁线圈10在锥形腔体7内部产生磁场洛伦兹力20;磁场洛伦兹力20沿着锥形腔体7轴线将磁性纳米空化气泡由射流喷嘴12快速喷出;喷出的磁性纳米空化气泡伴随磨料颗粒152形成空化射流21对微小型光学元件22进行高效冲击,同时空化气泡溃灭产生的强力冲击波和高速微射流等效应能够对微小型光学元件22进行纳米级尺度清洗,从而实现微小型光学元件22的超精密抛光。
本发明还提供了一种声磁耦合空化辅助液体喷射抛光方法,包括以下步骤:
1) 将声磁空化辅助液体喷射抛光装置装卡在数控机床主轴上;
2) 调整机床夹具16,并将待加工区域的微小型光学元件22布置在射流喷头12的正前方;
3) 从入液接头14注入含有纳米磁性颗粒的抛光液15;
4) 开启超声波发生器1,通过压电换能器2、变幅杆3和声透镜4向锥形腔体7喉结段聚焦超声波,并在抛光液15中产生大量的由纳米磁性颗粒包膜的空化气泡19;
5) 将电磁线圈10通电,电磁线圈10在锥形腔体7的喉结段71产生电磁场,电磁场产生的磁场洛伦兹力20将纳米磁性颗粒包膜的空化气泡19由射流喷嘴12均匀喷出;
6) 选择入液接头14提供的压力和速度,调整超声频率、超声功率与电磁线圈的磁场强度,进而加工微小型光学元件22的待加工区域;
7)重复步骤2)~6),加工微小型光学元件22的另外一个待加工区域或者下一个光学元件。
- 声磁耦合空化辅助液体喷射抛光装置及使用方法
- 激光诱导空化辅助液体射流抛光设备及射流抛光用喷嘴