一种一回路阀门引漏管耐蚀合金衬套连接装置及方法
文献发布时间:2023-06-19 09:52:39
技术领域
本发明属于核电维修技术领域,具体涉及一种一回路阀门引漏管耐蚀合金衬套连接装置及方法。
背景技术
主热传输重水泄漏收集系统主要功能是收集从主热传输系统各个设备泄漏的重水、设备排放的重水和设备排气时排出的重水,以减少流失到反应堆厂房的重水。持续的泄露可能导致反应堆厂房氚泄漏率高于运行技术规格书限值,存在机组被动停堆风险。同时,泄露的放射性介质,对运维人员的辐射安全产生了一定影响。
现有的重水堆部分存在主热传输重水泄漏收集系统机械密封内漏的阀门引漏管已发生多次开裂泄漏,部分更换的引漏管投运后10个月即再次发生开裂泄漏;通过分析原因为引出管和适配器的点蚀和应力腐蚀破裂,基于失效分析结论,并结合应力腐蚀开裂的特点,明确不能通过直接对原发生开裂泄漏的母材进行焊接修补的方式完成缺陷处理,而必须对引出管进行更换形式进行修补;根据应力腐蚀开裂失效机理,明确导致阀门引漏管发生开裂的主要影响因素为点蚀和应力腐蚀破裂、导致失效的主要环境因素是高温、较高浓度的氯离子、管内存在空气等。
发明内容
本发明的目的在于提供一种一回路阀门引漏管耐蚀合金衬套连接装置及方法,解决现有重水堆一回路阀门引漏管破裂泄漏的问题。
本发明的技术方案如下:一种一回路发明引漏管耐蚀合金衬套连接装置,该装置包括引漏管和引漏管合金衬套,所述引漏管一端焊接固定在阀座上,另一端与适配器焊接固定,并在所述适配器的端部设有仪表管;在所述引漏管内部焊接固定有引漏管合金衬套,所述引漏管合金衬套为采用690TT合金材质制作而成的圆柱筒体结构。
所述引漏管的长度为260mm。
所述引漏管合金衬套两端端部与引漏管焊接为异种金属焊接。
所述引漏管为3/4in尺寸的圆柱管结构,其壁厚等级为Sch40;所述引漏管合金衬套为1/2in尺寸的圆柱管结构;所述引漏管合金衬套通过过盈配合装入引漏管内部。
所述的阀座由SA106B低碳钢制成;所述适配器为阶梯圆柱管结构,其可将管径尺寸由3/4in尺寸转化为1/2in尺寸。
所述适配器和所述引漏管均采用304L不锈钢材质制成。
引漏管与引漏管合金衬套异种金属焊接接头的焊材选用ERNiCrFe-7A镍合金焊材。
一种一回路阀门引漏管耐蚀合金衬套连接方法,该方法具体包括;
S1、将引漏管合金衬套过盈配合装入引漏管内,并对引漏管与引漏管合金衬套之间的异种金属进行焊接;
S2、引漏管和适配器进行焊接,并对焊接区域进行检查;
S3、对适配器和仪表管进行承插焊接;
对适配器已仪表管承插焊接后,对适配器和仪表管之间的焊缝进行液体渗透检查;
S4、对阀座与引漏管管段进行对接焊接;
对阀座与引漏管对接焊接后,对阀座与引漏管焊缝处的坡口进行液体渗透检查和射线检查。
所述将引漏管合金衬套过盈配合装入引漏管内,并对引漏管与引漏管合金衬套之间的异种金属进行焊接具体包括:
将引漏管合金衬套液氮冷却后压入引漏管内部,使引漏管与引漏管合金衬套形成过盈配合;
将引漏管合金衬套两侧端部与引漏管内壁焊接固定;
对引漏管合金衬套与引漏管之间的焊缝区域进行液体渗透检查。
所述引漏管和适配器进行焊接,并对焊接区域进行检查具体包括:
对引漏管管段和适配器之间的焊缝外表面进行打磨抛光,抛光后要求去除外表面余高,表面平滑,无肉眼可见凹坑;
对引漏管管段和适配器之间的焊缝区域进行液体渗透检查,使外表面不出现任何线性显示和直径大于0.5mm的圆形显示,否则需要进行局部修补;
对引漏管管段和适配器之间的焊缝区域实施射线检查,不能出现任何未熔合缺陷、裂纹类缺陷以及直径大于1mm的圆形显示;
对上述步骤中发现的超标缺陷进行返修消除。
本发明的显著效果在于:一种一回路阀门引漏管耐蚀合金衬套连接装置及方法,解决了重水堆一回路阀门引漏管线原始连接结构材料存在的应力腐蚀敏感性问题,降低了反应堆厂房氚泄漏停机风险;本发明能够有效优化主热传输重水泄漏收集系统阀门引漏管线在低碳钢对不锈钢的异种金属焊缝处的应力分布,显著提高了耐应力腐蚀能力,使其在寿期内完整可靠。
附图说明
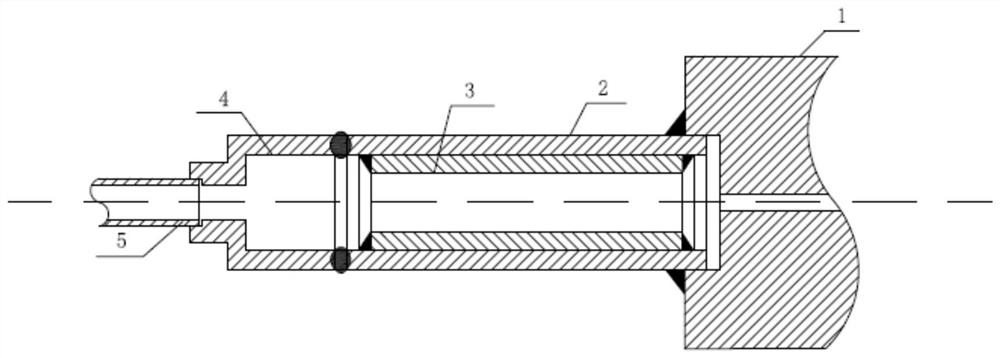
图1为本发明所述的一种一回路阀门引漏管耐蚀合金衬套连接装置结构示意图;
图中:1、阀座;2、引漏管;3、引漏管合金衬套;4、适配器;5、仪表管。
具体实施方式
下面结合附图及具体实施例对本发明作进一步详细说明。
如图1所示,一种一回路阀门引漏管耐蚀合金衬套连接装置,包括引漏管2和引漏管合金衬套3,其中,引漏管2一端焊接固定在阀座1上,引漏管2另一端与适配器3焊接固定,并在适配器3的端部固定有仪表管4;在引漏管2内壁过盈配合安装有引漏管合金衬套3,并将引漏管合金衬套3两端端部与引漏管2的内壁焊接固定;阀座1由SA106B低碳钢制成,适配器3为阶梯管,由与引漏管2相连接固定的3/4in尺寸转化为1/2in尺寸,以适应仪表管4的安装需要,且适配器3是由304L不锈钢材质制成;引漏管2为尺寸3/4in的圆柱管结构,其长度为260mm,采用304L不锈钢材料制作而成,且引漏管2的壁厚等级为Sch40;引漏管合金衬套3为尺寸1/2in的圆柱筒结构,其长度为255mm,采用690TT合金材料制作而成,壁厚等级为Sch40;引漏管2与引漏管合金衬套3异种金属焊接接头的焊材选用ERNiCrFe-7A镍合金焊材;
一种一回路阀门引漏管耐蚀合金衬套连接方法,其方法具体包括:
S1、将引漏管合金衬套过盈配合装入引漏管内,并对引漏管与引漏管合金衬套之间的异种金属进行焊接;
将引漏管合金衬套液氮冷却后压入引漏管内部,使引漏管与引漏管合金衬套形成过盈配合;
将引漏管合金衬套两侧端部与引漏管内壁焊接固定;
对引漏管合金衬套与引漏管之间的焊缝区域进行液体渗透检查;
S2、引漏管和适配器进行焊接,并对焊接区域进行检查;
S2.1、对引漏管管段和适配器之间的焊缝外表面进行打磨抛光;
引漏管管段与适配器之间焊缝外表面进行打磨抛光,抛光后要求去除外表面余高,表面平滑,无肉眼可见凹坑;
S2.2、对引漏管管段和适配器之间的焊缝区域进行液体渗透检查;
对引漏管管段和适配器之间焊缝区所进行的液体渗透检查,使外表面不出现任何线性显示和直径大于0.5mm的圆形显示,否则需要进行局部修补;
S2.3、对引漏管管段和适配器之间的焊缝区域实施射线检查;
对引漏管管段和适配器之间的焊缝区射线检查,不能出现任何未熔合缺陷、裂纹类缺陷以及直径大于1mm的圆形显示;
S2.4、对引漏管管段和适配器之间的焊缝区域进行超声相控阵检查;
对引漏管管段和适配器之间的焊缝区域进行超声相控阵检查,并对超过0.4mm的显示进行记录;
S2.5、对S2.1至S2.4步骤中发现的超标缺陷进行返修消除;
S3、对适配器和仪表管进行承插焊接;
对适配器已仪表管承插焊接后,对适配器和仪表管之间的焊缝进行液体渗透检查;
S4、对阀座与引漏管管段进行对接焊接;
对阀座与引漏管对接焊接后,对阀座与引漏管焊缝处的坡口进行液体渗透检查和射线检查。
- 一种一回路阀门引漏管耐蚀合金衬套连接装置及方法
- 一种耐应力腐蚀的一回路阀门引漏管连接装置及方法