一种超快绿光激光PCB材料的加工方法及装置
文献发布时间:2023-06-19 10:18:07
技术领域
本发明涉及一种PCB材料的加工方法,具体涉及一种采用激光对PCB材料进行加工的方法及其装置。
背景技术
PCB(Printed Circuit Board,印刷电路板)作为3C产品中重要元器件或者电路的连接载体,随着5G时代的到来扮演着越来越重要的角色。为了适应电子产品向高密度、小型化、高可靠方向发展的需要,大大缩小电子产品的体积,PCB材料从单面发展到双面、多层和挠性,更向高精度、高密度和高可靠性方向发展,并且持续缩小体积、减轻成本、提高性能。这就对PCB材料的加工提出了更高的要求。
激光成型是一种无接触、直接成型的加工方式,加工完成后的产品无毛边、毛刺、粉尘、切割精度高,并且加工过程中对加工件热冲击小、多种材料复合的工件可一次切割,不会产生机械应力和工件变形,由于不会造成器件损伤,激光在PCB材料的加工中获得了广泛应用。例如,中国发明专利CN101402158A公开了一种PCB板的激光切割方法,包含以下步骤:切断PCB板:采用激光在PCB板指定位置切割PCB板至少一次,直至切断PCB板;清洁切口断面:针对PCB板的厚度采用相应参数的激光打磨PCB板的切口断面,使PCB板切割断面处的黑色物被汽化。另外,激光加工在PCB硬板分板、钻孔,FPC软板外形切割、钻孔,FPC覆盖膜切割等场合也有应用。
对PCB材料进行激光成型加工时,需要解决的难点是:发黑问题、加工效率和精度问题、PCB板切割厚度范围问题。例如,上述中国发明专利CN101402158A采用二氧化碳激光切割,热影响大,边缘发黑明显,因此,必须增加清洁切口断面的步骤,一方面降低了加工效率,另一方面导致切割缝隙增大,加工精度明显降低。此外,现有技术中采用激光切割的PCB板厚度范围一般在2mm以下,厚度越大,加工效率越低。
平均功率高的绿光切割效率较高,但同样存在使PCB材料碳化而导致发黑的问题。
因此,寻求一种对PCB材料的激光加工方法,解决现有技术中的发黑问题,同时兼顾加工效率和精度,对PCB材料的高质量、高精密快速加工具有重要意义。
发明内容
本发明的发明目的是提供一种超快绿光激光PCB材料的加工方法,实现PCB材料的高精度快速加工,并使材料在加工过程中不发黑。本发明的另一发明目的是提供一种实现上述加工方法的装置。
为达到上述发明目的,本发明采用的技术方案是:一种超快绿光激光PCB材料的加工方法,包括以下步骤:
(1) 提供一光纤激光器作为种子激光器,所述种子激光器输出的激光束的波长在1020纳米~1090纳米之间,将种子激光器输出的激光束采用光纤放大器进行能量放大后输出激光,通过倍频晶体实现倍频到510纳米~545纳米波长;输出激光为脉冲输出,脉冲宽度大于1ps小于300ps,并由控制器控制脉冲宽度变动,激光的峰值功率为0.2MW~0.3MW;
(2) 将输出激光聚焦到PCB材料的待加工位置,通过移动聚焦位置,实现切割或钻孔加工。
上述技术方案中,所述激光输出中,相邻激光脉冲间的时间小于90ns。
或者,所述激光输出为脉冲串输出,同一脉冲串中相邻激光脉冲间的时间小于90ns,两个相邻脉冲串之间的时间间隔为200ns~500ns。
优选的技术方案,同一脉冲串中,脉冲宽度先由小变大再由大变小。
进一步的技术方案,在一个激光切割或钻孔过程中,输出激光的脉冲宽度根据切割或钻孔位置变动。
为实现本发明的另一发明目的,提供的技术方案是:一种超快绿光激光PCB材料的加工装置,包括激光器、扩束镜、激光聚焦光路和加工平台,激光器发出的激光束经扩束镜后由激光聚焦光路聚焦至加工平台上的待加工材料处,所述激光器为脉冲激光器,由光纤激光器作为种子激光器,所述种子激光器输出的激光束的波长在1020纳米~1090纳米之间,只采用光纤放大器作为能量放大部件,通过倍频晶体实现倍频到510纳米~545纳米波长,输出脉冲宽度大于1ps小于300ps,激光的峰值功率为0.2MW~0.3MW。
上述技术方案中,所述激光聚焦光路设置在激光头上,所述激光头与所述加工平台具有三维方向的相对运动自由度,使得激光聚焦点在待加工材料上变动位置。
或者,所述激光聚焦光路中设有二维振镜,使激光聚焦点在待加工材料上形成扫描路径。
由于上述技术方案运用,本发明与现有技术相比具有下列优点:
1、本发明采用波长在510纳米~545纳米之间的绿光激光,通过选择激光束的脉冲宽度设置和功率控制,实现对PCB材料的快速加工,既兼顾了加工精度和效率,又保证了加工处不发黑,解决了PCB材料加工中的难题。
2、本发明通过对激光束的脉冲宽度在同一加工过程中进行调节,可以适应不同加工厚度、不同加工材料的加工需求,同时可以在不发黑的前提下,提高加工效率。
附图说明
图1是本发明实施例一的装置示意图;
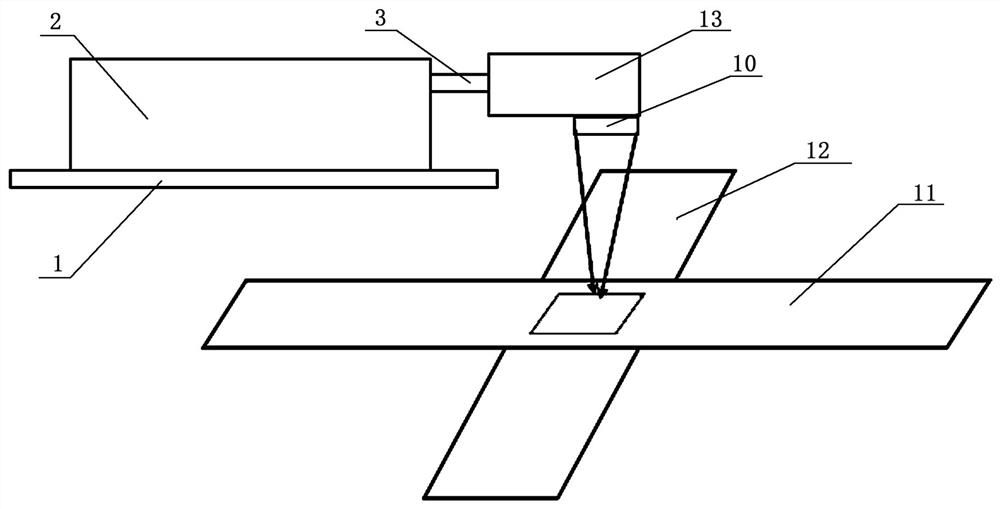
图2是本发明实施例二的装置示意图;
图3是本发明实施例三的装置示意图。
其中:1、机架;2、激光器;3、扩束镜;4、激光光路;5、激光头;6、横向反射镜;7、竖向反射镜;8、Z轴驱动机构;9、二维振镜;10、聚焦镜;11、X轴驱动机构;12、Y轴驱动机构;13、三维振镜。
具体实施方式
下面结合附图及实施例对本发明作进一步描述:
实施例一:一种超快绿光激光PCB材料的加工装置,参见图1所示,具有机架1、激光器2、扩束镜3、激光光路4、激光头5和工作台,所述激光器2设置在机架1上,所述激光光路4中具有一对镜面与水平面平行的横向反射镜6和一对镜面与水平面成45°的竖向反射镜7,所述激光头5具有使其相对机架1上下运动的Z轴驱动机构8,激光头上安装有二维振镜9和聚焦镜10。
其中,一对横向反射镜6固定在机架上,第一竖向反射镜位于激光头上方并相对机架固定,第二竖向反射镜位于激光头上,激光器发出的激光经扩束镜后由一对横向反射镜进行二次90°反射实现平移,先后经第一竖向反射镜、第二竖向反射镜反射后进入二维振镜9,由二维振镜9调整光束方向后被聚焦镜10聚焦到工作台上的被加工材料处。
所述工作台具有X轴驱动机构11和Y轴驱动机构12,配合Z轴驱动机构8实现激光头5和被加工材料的相对运动。由此,在驱动机构和二维振镜的配合下,激光束的聚焦点可以根据设置路径在被加工材料的对应位置进行扫描,实现对PCB材料的切割或钻孔。
其中,激光器由光纤激光器作为种子激光器,种子激光器输出的激光束的波长在1020纳米~1090纳米之间,将种子激光器输出的激光束采用光纤放大器进行能量放大后,再由倍频晶体倍频到510纳米~545纳米之间,获得绿光。输出激光为脉冲输出,脉冲宽度大于1ps小于300ps,并由控制器控制脉冲宽度变动,激光的峰值功率为0.2MW~0.3MW。
本实施例中的激光束脉冲输出可以根据加工要求调整。
例如,脉冲输出可以是时间上均匀分布的脉冲,相邻激光脉冲间的时间小于90ns。
或者,激光输出为脉冲串输出,同一脉冲串中相邻激光脉冲间的时间小于90ns,两个相邻脉冲串之间的时间间隔为200ns~500ns。
根据加工需求,同一个脉冲串里的不同脉冲可以有不同的脉冲宽度。优选的方案,同一脉冲串中,脉冲宽度先由小变大再由大变小。
实施例二:一种超快绿光激光PCB材料的加工装置,参见图2所示,具有机架1、激光器2、扩束镜3、三维振镜13、聚焦镜10和工作台,所述激光器2设置在机架1上,激光器发出的激光束经扩束镜后由三维振镜13调整光束方向后被聚焦镜10聚焦到工作台上的被加工材料处。
所述工作台具有X轴驱动机构11和Y轴驱动机构12。由此,在驱动机构和三维振镜的配合下,激光束的聚焦点可以根据设置路径在被加工材料的对应位置进行扫描,实现对PCB材料的切割或钻孔。
其中,激光器由光纤激光器作为种子激光器,种子激光器输出的激光束的波长在1020纳米~1090纳米之间,将种子激光器输出的激光束采用光纤放大器进行能量放大后,再由倍频晶体倍频到510纳米~545纳米之间,获得绿光。输出激光为脉冲输出,脉冲宽度大于1ps小于300ps,并由控制器控制脉冲宽度变动,激光的峰值功率为0.2MW~0.3MW。
本实施例中的激光束脉冲输出可以根据加工要求调整。
实施例三:一种超快绿光激光PCB材料的加工装置,参见图3所示,具有机架1、激光器2、扩束镜3、激光光路4、激光头5和工作台,所述激光器2设置在机架1上,所述激光光路4中具有3个镜面与水平面平行的横向反射镜6和1个镜面与水平面成45°的竖向反射镜7,所述机架1上设有水平方向运动的X轴驱动机构11,所述X轴驱动机构11的运动部件上连接有Z轴驱动机构8,所述激光头5设置在Z轴驱动机构8的运动部件上,由此获得Z轴方向和X轴方向的运动自由度。
其中,2个横向反射镜6固定在机架上,另一个横向反射镜与Z轴驱动机构同步运动,竖向反射镜7固定在Z轴驱动机构上且位于激光头上方。激光器发出的激光经扩束镜后经过两个横向反射镜进行二次90°反射实现平移,由第三个横向反射镜接收并经竖向反射镜转向,进入激光头,激光头上设有聚焦镜,将激光束聚焦到工作台上的被加工材料处。
所述工作台具有Y轴驱动机构12,配合Z轴驱动机构8和X轴驱动机构11实现激光头5和被加工材料的相对运动。由此,激光束的聚焦点可以根据设置路径在被加工材料的对应位置进行扫描,实现对PCB材料的切割或钻孔。
其中,激光器由光纤激光器作为种子激光器,种子激光器输出的激光束的波长在1020纳米~1090纳米之间,将种子激光器输出的激光束采用光纤放大器进行能量放大后,再由倍频晶体倍频到510纳米~545纳米之间,获得绿光。输出激光为脉冲输出,脉冲宽度大于1ps小于300ps,并由控制器控制脉冲宽度变动,激光的峰值功率为0.2MW~0.3MW。
本实施例中的激光束脉冲输出可以根据加工要求调整。
- 一种超快绿光激光PCB材料的加工方法及装置
- 一种超快绿光激光透明材料的加工方法及装置