一种全自动纸垛扎把设备
文献发布时间:2023-06-19 10:55:46
技术领域
本发明涉及纸垛扎把机技术领域,尤其涉及一种全自动纸垛扎把设备。
背景技术
香烟的外包装纸盒在制成盒子之前,是印刷厂进行加工的一块印刷完、裁切好的小纸板,这种小纸板是半成品,将一定数量的小纸板堆成一垛,用纸膜带对其进行捆扎,以便于包装、周转及运输。这些烟盒纸板垛转运到香烟生产厂之后,香烟生产设备自动将其制成烟盒并对香烟进行包装。
目前,香烟生产设备上所使用的烟盒纸板垛是印刷厂工人人工用纸膜带进行包装捆扎的,每个人捆扎的烟盒纸板垛松紧程度不同,捆扎后纸膜带的位置也不一样,捆扎效率低,虽然能基本满足现有香烟生产设备的生产需求,但是随着香烟生产设备的升级、更新、换代,香烟生产设备的生产效率和自动化程度在不断提高,人工用纸膜进行包装捆扎已经远远不能满足自动化、高效率生产的基本要求。为了适应现今高效率运转的香烟生产设备的要求,对烟盒纸板垛也需采用相应的自动化设备对其进行包装捆扎,使包装捆扎后的烟盒纸板垛能够松紧程度一致、整齐划一,但现有技术中此类设备相对较少,即使国外有部分进口设备可以提供,但结构复杂、成本很高,维护困难。
本申请人有见于上述习知纸垛扎把设备的不足,秉持研究创新、精益求精的精神,结合生产实践,利用专业科学的方法,提出一个实用的解决方案,因此提出本案申请。
发明内容
本发明的目的在于针对已有的技术现状,提供一种全自动纸垛扎把设备,对包装纸进行切割折叠,并将包装纸包扎在纸垛外围一圈,再对包装纸的连接处进行贴胶。
一种全自动纸垛扎把设备,包括:机械支架、纸垛推入结构、裁剪进料结构、折叠传送结构、贴胶带结构和纸垛夹持结构,其特征在于:所述的机械支架上底部一侧设有纸垛推入结构,机械支架上另一侧设有用于输送和切割包装纸的裁剪进料结构,纸垛推入结构上方设有用于折叠包装纸的折叠传送结构,纸垛夹持结构设置在机械支架的顶部,贴胶带结构设置在机械支架上的纸垛支板。
具体的,纸垛进料辊组设置在机械支架上且位于机械支架的进料端口内部,安装在机械支架上的推料辊横向驱动气缸带动纸垛推料辊组位移,进料辊驱动装置带动纸垛进料辊组转动,纸垛进料辊组和纸垛推料辊组相互垂直且辊组之间相互错位布置,安装在机械支架上的包装纸卷驱动电机带动包装纸卷轴转动,包装纸卷轴上的包装纸依次牵引至张力调节结构、切刀组件和双平皮带传输组件,第一折纸板气缸组和第二折纸板气缸组分别安装在机械支架内侧,第一折纸板和第二折纸板安装在机械支架内部,第一折纸板气缸组带动第一折纸板做横向线性位移,第二折纸板气缸组带动第二折纸板做横向线性位移,纸垛上推板设置在第一折纸板和第二折纸板之间的下方,纸垛下压板设置在第一折纸板和第二折纸板之间的上方,双平皮带传输组件设置在第一折纸板和第二折纸板的下方,纸垛夹持结构设置机械支架上且位于纸垛支板上方,胶带组件安装在纸垛支板的胶带安装槽内上,胶带组件的拉杆带动两侧的压胶辊摆动,位于两压胶辊之间的齿牙刀具通过一侧的刀具滑块组件安装在纸垛支板上,胶带组件还设有用于安装胶带卷的胶带辊。
具体的,所述的纸垛进料辊组一侧通过驱动齿轮组安装在机械支架上,进料辊驱动装置通过驱动齿轮组带动纸垛进料辊组转动,纸垛进料辊组另一侧设有纸垛定位挡板,纸垛上推气缸设置在纸垛定位挡板和纸垛进料辊组之间的下方,纸垛上推板设置在纸垛上推气缸的推杆顶部,纸垛进料辊组输送方向上设有纸垛挡板,所述的纸垛定位挡板背部通过定位挡板调节底座安装在机械支架内部,挡板波纹把手通过推杆带动纸垛定位挡板沿着两侧的限位滑杆前后位移。
具体的,所述的纸垛定位挡板两侧设有纸垛限位挡条,对称布置的两限位挡条气缸通过固定座安装在机械支架内且通过推杆带动纸垛限位挡条向中靠拢或向外分开,所述的推料辊横向驱动气缸的推杆连接于推料辊安装座且带动推料辊安装座沿着底部的限位滑轨做横向线性位移,纸垛推料辊组安装在推料辊安装座上,所述的推料辊横向驱动气缸上方设有推料辊调节座,推料辊波纹把手通过推杆带动推料辊安装座沿着底部的限位滑轨做横向线性位移。
具体的,所述的张力调节结构设置在包装纸卷轴的出纸方向一侧,切刀组件位于张力调节结构上方,双平皮带传输组位于切刀组件的出纸方向一侧,包装纸卷轴一侧通过安全卡盘安装在机械支架,包装纸卷轴另一侧通过安全夹头安装在机械支架,包装纸卷轴采用气胀轴,气胀轴上布置了若干用于卡住包装纸卷内侧的凸条。
具体的,所述的切刀组件主要由上切刀、下切刀、上切刀气缸和下切刀底座组成,下切刀通过下切刀底座安装在机械支架上,位于下切刀上方的上切刀两侧均设有上切刀气缸,上切刀气缸带动上切刀沿着滑座上下位移,切刀组件前后两端均设有铝导辊和阻尼胶辊,铝导辊位于阻尼胶辊的下方且两者之间设有供包装纸通过的间隙,电机连接于位于切刀组件前端的铝导辊一侧且带动铝导辊转动。
具体的,所述的双平皮带传输组件主要由平皮带、支撑方管、转轴和电机组成,支撑方管设置在平皮带内部,平行布置的两条平皮带前后两端分别套在转轴的滚轮上,转轴分为主动转轴和从动转轴,电机通过齿轮组带动主动转轴转动,所述的平皮带上设有若干吸气孔,支撑方管底部设有若干抽气孔,支撑方管外侧通过气管连接抽气泵。
具体的,所述的第一折纸板气缸组呈对称布置在第一折纸板顶部两侧,第二折纸板气缸组呈对称布置在第二折纸板顶部两侧,所述的第一折纸板气缸组由第一次折纸气缸和第二折纸气缸组成,位于在机械支架内壁上的第二折纸气缸的推杆连接于第一次折纸气缸,第一次折纸气缸的推杆连接于第一折纸板,所述的第二折纸板气缸组由第一次折纸气缸和第二折纸气缸组成,位于在机械支架内壁上的第二折纸气缸的推杆连接于第一次折纸气缸,第一次折纸气缸的推杆连接于第二折纸板,所述的第一折纸板和第二折纸板底部两侧均设有直齿条,位于第一折纸板和第二折纸板下方设有支轴,支轴上的齿轮与直齿条相互啮合,所述的第一折纸板和第二折纸板两侧均安装机械支架内壁上的限位滑条,第一折纸板和第二折纸板沿着上下两限位滑条做横向线性位移,所述的第一折纸板和第二折纸板之间的上方设有纸垛夹持结构,纸垛上推气缸带动纸垛上推板上下位移,纸垛下压板气缸带动纸垛下压板上下位移。
具体的,所述的胶带组件主要由压胶辊、齿牙刀具和胶带辊组成,两压胶辊通过滑动杆安装在拉杆两端,齿牙刀具一侧通过滑动配合块连接于滑动块,滑动块上设有滑动块导向块,所述的两压胶辊位于纸垛支板上方,压胶辊设置滑动杆在一端,滑动杆另一端通过圆杆连接于胶带组件的内壁侧板,滑动杆中间端连接于拉杆,所述的滑动杆斜向设置在拉杆两端且由下至上向中间倾斜,位于纸垛输送方向前端的压胶辊的一端设有胶带夹持导向座,胶带从胶带辊依次牵至塑胶过渡辊和胶带夹持导向座。
具体的,所述的齿牙刀具设置在滑动配合块上,齿牙刀具和齿牙刀盖连接于同一条转轴,齿牙刀盖顶部向上延伸一个推杆,所述的纸垛夹持结构主要由纸垛夹持板、夹持安装座和驱动装置组成,驱动装置带动夹持安装座沿着双滑轴做横向位移,两纸垛夹持板安装在夹持安装座上,两纸垛夹持板通过夹持气缸夹住纸垛,所述的纸垛夹持板分为第一纸垛夹持板和第二纸垛夹持板,第二纸垛夹持板上设有夹持板升降气缸,夹持板升降气缸带动第二纸垛夹持板沿着滑轨上下位移,夹持气缸带动第二纸垛夹持板做横向位移,所述的驱动装置主要由夹持驱动电机、滑轴和同步带组成,夹持安装座顶部通过夹板和垫板安装在同步带,夹持驱动电机通过齿轮组来带动同步带位移,装在机械机架上的两滑轴贯穿于夹持安装座。
本发明的有益效果为:
本设备通过纸垛进料辊组来将纸垛输送至指定位置,再由纸垛推料辊组将其纸垛推送至纸垛上推板上,再由纸垛上推板带动纸垛向上位移至指定位置,将包装纸依次输送至切刀组件和双平皮带传输组,由切刀组件将其包装纸切割成指定的长度,通过双平皮带传输组将分切好的包装纸输送至指定位置,在向上推送的同时,在纸垛外围包裹一张包装纸,再利用第一折纸板和第二折纸板将纸垛底部的包装纸边向内对折,通过纸垛上推板将纸垛推送至纸垛夹持结构,驱动装置带动纸垛持续向前运输,在运输的过程中经过胶带组件,胶带组件对包装纸两端的连接处进行贴胶,该设计提高设备的精准度和自动化程度,从而减少制作商的人力物力,提高设备的生产效率和产品质量。
附图说明
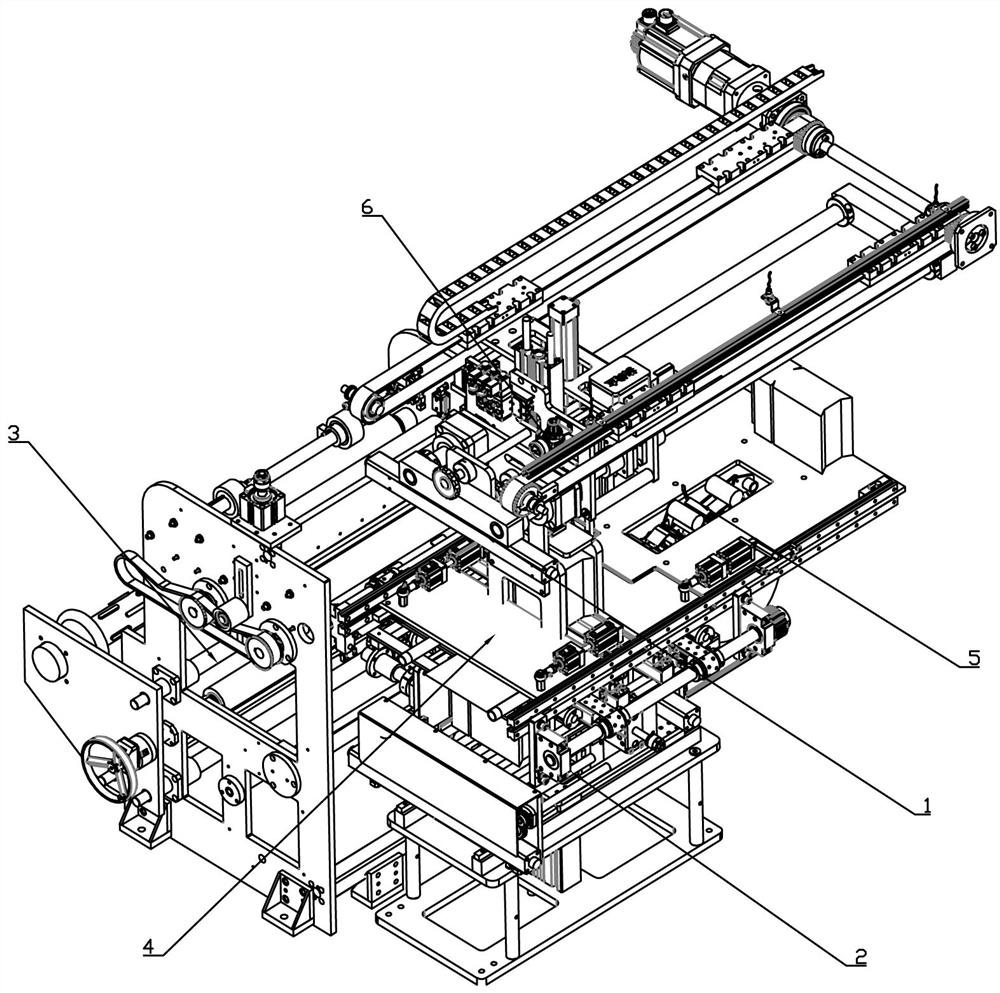
附图1为本发明的立体图;
附图2为本发明纸垛推入结构的立体图;
附图3为本发明纸垛推入结构的侧视图;
附图4为本发明裁剪进料结构的立体图;
附图5为本发明裁剪进料结构的俯视图;
附图6为本发明裁剪进料结构的侧视图;
附图7为本发明折叠传送结构的立体图;
附图8为本发明折叠传送结构的俯视图;
附图9为本发明折叠传送结构的侧视图;
附图10为本发明纸垛夹持结构的立体图;
附图11为本发明纸垛夹持结构和贴胶带结构的侧视图;
附图12为本发明贴胶带结构的结构示意图。
标注说明:机械支架1、纸垛推入结构2、裁剪进料结构3、折叠传送结构4、贴胶带结构5和纸垛夹持结构6;纸垛进料辊组22、纸垛推料辊组23、纸垛定位挡板24、纸垛限位挡条25、推料辊安装座26、纸垛上推板27、纸垛挡板28;进料辊驱动装置221、驱动齿轮组222、推料辊横向驱动气缸231、定位挡板调节底座241、挡板波纹把手242、限位挡条气缸251、推料辊调节座261、推料辊波纹把手262、纸垛上推气缸271;包装纸卷轴32、张力调节结构33、切刀组件34、双平皮带传输组件35、包装纸卷驱动电机36、铝导辊37、阻尼胶辊38和导辊组件39;电位器组件331、摆臂332、张力调节转轴333和导轴334、上切刀341、下切刀342、上切刀气缸343和下切刀底座344;平皮带351、支撑方管352、转轴353、吸气孔3511、抽气孔3521;第一折纸板42、第二折纸板43、第一折纸板气缸组44、第二折纸板气缸组45、双平皮带传输组件46、限位滑条47、直齿条48、第一次折纸气缸411、第二折纸气缸412;纸垛支板53和胶带组件54;纸垛夹持板61、夹持安装座62、驱动装置63、夹持板升降气缸64、夹持气缸65;压胶辊541、齿牙刀具542、胶带辊543、齿牙刀盖544、滑动配合块545、滑动块546、滑动块导向块547、拉杆548、胶带夹持导向座549;夹持驱动电机631、滑轴632、同步带633;滑动杆5411。
具体实施方式
附图仅用于示例性说明,不能理解为对本专利的限制;为了更好说明本实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对于本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。附图中描述位置关系仅用于示例性说明,不能理解为对本专利的限制。
如附图1至12所示,一种全自动纸垛扎把设备,包括:机械支架、纸垛推入结构、裁剪进料结构、折叠传送结构、贴胶带结构和纸垛夹持结构,其特征在于:所述的机械支架上底部一侧设有纸垛推入结构,机械支架上另一侧设有用于输送和切割包装纸的裁剪进料结构,纸垛推入结构上方设有用于折叠包装纸的折叠传送结构,纸垛夹持结构设置在机械支架的顶部,贴胶带结构设置在机械支架上的纸垛支板。
纸垛推入结构,包括:纸垛进料辊组、纸垛推料辊组和推料辊横向驱动气缸,所述的纸垛进料辊组设置在机械支架上且位于机械支架的进料端口内部,安装在机械支架上的推料辊横向驱动气缸带动纸垛推料辊组位移,进料辊驱动装置带动纸垛进料辊组转动,纸垛进料辊组和纸垛推料辊组相互垂直且辊组之间相互错位布置,纸垛进料辊组输送方向上设有纸垛挡板。所述的纸垛定位挡板两侧设有纸垛限位挡条,对称布置的两限位挡条气缸通过固定座安装在机械支架内且通过推杆带动纸垛限位挡条向中靠拢或向外分开。
上述方案,所述的纸垛进料辊组一侧通过驱动齿轮组安装在机械支架上,进料辊驱动装置通过驱动齿轮组带动纸垛进料辊组转动,纸垛进料辊组另一侧设有纸垛定位挡板,纸垛上推气缸设置在纸垛定位挡板和纸垛进料辊组之间的下方,纸垛上推板设置在纸垛上推气缸的推杆顶部。
上述方案,所述的纸垛定位挡板背部通过定位挡板调节底座安装在机械支架内部,挡板波纹把手通过推杆带动纸垛定位挡板沿着两侧的限位滑杆前后位移。所述的推料辊横向驱动气缸的推杆连接于推料辊安装座且带动推料辊安装座沿着底部的限位滑轨做横向线性位移,纸垛推料辊组安装在推料辊安装座上。所述的推料辊横向驱动气缸上方设有推料辊调节座,推料辊波纹把手通过推杆带动推料辊安装座沿着底部的限位滑轨做横向线性位移。
裁剪进料结构,包括:包装纸卷轴、张力调节结构、切刀组件、双平皮带传输组件和包装纸卷驱动电机,安装在机械支架上的包装纸卷驱动电机带动包装纸卷轴转动,包装纸卷轴上的包装纸依次牵引至张力调节结构、切刀组件和双平皮带传输组件。张力调节结构由电位器组件、摆臂、张力调节转轴和导轴组成,电位器组件设置在张力调节转轴一侧,张力调节转轴带动两侧的摆臂摆动,导轴两侧安装在摆臂上。
上述方案,所述的张力调节结构设置在包装纸卷轴的出纸方向一侧,切刀组件位于张力调节结构上方,双平皮带传输组位于切刀组件的出纸方向一侧。所述的包装纸卷轴一侧通过安全卡盘安装在机械支架,包装纸卷轴另一侧通过安全夹头安装在机械支架,包装纸卷轴采用气胀轴,气胀轴上布置了若干用于卡住包装纸卷内侧的凸条。
上述方案,所述的切刀组件主要由上切刀、下切刀、上切刀气缸和下切刀底座组成,下切刀通过下切刀底座安装在机械支架上,位于下切刀上方的上切刀两侧均设有上切刀气缸,上切刀气缸带动上切刀沿着滑座上下位移。所述的切刀组件前后两端均设有铝导辊和阻尼胶辊,铝导辊位于阻尼胶辊的下方且两者之间设有供包装纸通过的间隙,电机连接于位于切刀组件前端的铝导辊一侧且带动铝导辊转动,导辊组件设置在具有电机的铝导辊前端,导辊组件的导辊上设置了支轴,支轴上设有两胶轮。
上述方案,所述的双平皮带传输组件主要由平皮带、支撑方管、转轴和电机组成,支撑方管设置在平皮带内部,平行布置的两条平皮带前后两端分别套在转轴的滚轮上,转轴分为主动转轴和从动转轴,电机通过齿轮组带动主动转轴转动,所述的平皮带上设有若干吸气孔,支撑方管底部设有若干抽气孔,支撑方管外侧通过气管连接抽气泵。
包装纸折叠传送结构,包括:第一折纸板、第二折纸板、第一折纸板气缸组、第二折纸板气缸组、纸垛上推板和纸垛下压板,所述的第一折纸板气缸组和第二折纸板气缸组分别安装在机械支架内侧,第一折纸板和第二折纸板安装在机械支架内部,第一折纸板气缸组带动第一折纸板做横向线性位移,第二折纸板气缸组带动第二折纸板做横向线性位移,纸垛上推板设置在第一折纸板和第二折纸板之间的下方,纸垛下压板设置在第一折纸板和第二折纸板之间的上方,双平皮带传输组件设置在第一折纸板和第二折纸板的下方。
上述方案,所述的第一折纸板气缸组呈对称布置在第一折纸板顶部两侧,第二折纸板气缸组呈对称布置在第二折纸板顶部两侧。所述的第一折纸板气缸组由第一次折纸气缸和第二折纸气缸组成,位于在机械支架内壁上的第二折纸气缸的推杆连接于第一次折纸气缸,第一次折纸气缸的推杆连接于第一折纸板。所述的第二折纸板气缸组由第一次折纸气缸和第二折纸气缸组成,位于在机械支架内壁上的第二折纸气缸的推杆连接于第一次折纸气缸,第一次折纸气缸的推杆连接于第二折纸板。所述的第一折纸板和第二折纸板底部两侧均设有直齿条,位于第一折纸板和第二折纸板下方设有支轴,支轴上的齿轮与直齿条相互啮合。
上述方案,所述的第一折纸板和第二折纸板两侧均安装机械支架内壁上的限位滑条,第一折纸板和第二折纸板沿着上下两限位滑条做横向线性位移。
上述方案,所述的第一折纸板和第二折纸板之间的上方设有纸垛夹持结构。纸垛上推气缸带动纸垛上推板上下位移,纸垛下压板气缸带动纸垛下压板上下位移。所述的纸垛夹持结构主要由纸垛夹持板、夹持安装座和驱动装置组成,驱动装置带动夹持安装座沿着双滑轴做横向位移,两纸垛夹持板安装在夹持安装座上,两纸垛夹持板通过夹持气缸夹住纸垛。所述的纸垛夹持板分为第一纸垛夹持板和第二纸垛夹持板,第二纸垛夹持板上设有夹持板升降气缸,夹持板升降气缸带动第二纸垛夹持板沿着滑轨上下位移,夹持气缸带动第二纸垛夹持板做横向位移。所述的驱动装置主要由夹持驱动电机、滑轴和同步带组成,夹持安装座顶部通过夹板和垫板安装在同步带,夹持驱动电机通过齿轮组来带动同步带位移,装在机械机架上的两滑轴贯穿于夹持安装座。
贴胶带结构,包括:纸垛夹持结构、纸垛支板和胶带组件,所述的纸垛夹持结构设置机械支架上且位于纸垛支板上方,胶带组件安装在纸垛支板的胶带安装槽内上,胶带组件的拉杆带动两侧的压胶辊摆动,位于两压胶辊之间的齿牙刀具通过一侧的刀具滑块组件安装在纸垛支板上,胶带组件还设有用于安装胶带卷的胶带辊。
上述方案,所述的胶带组件主要由压胶辊、齿牙刀具和胶带辊组成,两压胶辊通过滑动杆安装在拉杆两端,齿牙刀具一侧通过滑动配合块连接于滑动块,滑动块上设有滑动块导向块。所述的两压胶辊位于纸垛支板上方,压胶辊设置滑动杆在一端,滑动杆另一端通过圆杆连接于胶带组件的内壁侧板,滑动杆中间端连接于拉杆。所述的滑动杆斜向设置在拉杆两端且由下至上向中间倾斜,位于纸垛输送方向前端的压胶辊的一端设有胶带夹持导向座,胶带从胶带辊依次牵至塑胶过渡辊和胶带夹持导向座。第二压胶辊的滑动杆通过拉力弹簧,对第二压胶辊施加一定的拉力,便于带动两压胶辊向上摆动复位,所述的齿牙刀具设置在滑动配合块上,齿牙刀具和齿牙刀盖连接于同一条转轴,齿牙刀盖顶部向上延伸一个推杆,齿牙刀具和齿牙刀盖通过扭力弹簧配合,在常态时,齿牙刀盖是盖在齿牙刀具上,避免维护调节时,齿牙刀具割到工作人员。
纸垛夹持结构主要由纸垛夹持板、夹持安装座和驱动装置组成,驱动装置带动夹持安装座沿着双滑轴做横向位移,两纸垛夹持板安装在夹持安装座上,两纸垛夹持板通过夹持气缸夹住纸垛。所述的纸垛夹持板分为第一纸垛夹持板和第二纸垛夹持板,第二纸垛夹持板上设有夹持板升降气缸,夹持板升降气缸带动第二纸垛夹持板沿着滑轨上下位移,夹持气缸带动第二纸垛夹持板做横向位移。所述的驱动装置主要由夹持驱动电机、滑轴和同步带组成,夹持安装座顶部通过夹板和垫板安装在同步带,夹持驱动电机通过齿轮组来带动同步带位移,装在机械机架上的两滑轴贯穿于夹持安装座。
纸垛进料步骤:首先工作人员将纸垛放置在纸垛进料辊组上,进料辊驱动装置通过驱动齿轮组带动纸垛进料辊组转动,纸垛进料辊组带动纸垛向前运输,纸垛挡板挡住纸垛;然后启动推料辊横向驱动气缸通过纸垛推料辊组从纸垛一侧向纸垛定位挡板一侧推动,将纸垛推送至纸垛上推板上;最后由限位挡条气缸带动纸垛限位挡条向中靠拢,纸垛限位挡条将纸垛的前后端进行限位,而纸垛推料辊组和纸垛定位挡板相互配合来将纸垛左右两侧夹紧,对纸垛进行整齐,再启动纸垛上推气缸来将纸垛向上推送至指定位置。
包装纸进料步骤:首先工作人员将包装纸卷安装在包装纸卷轴,气胀轴卡住包装纸卷内部,并将包装纸牵引至张力调节结构、切刀组件和双平皮带传输组件;然后通过控制器启动铝导辊一侧的电机和包装纸卷驱动电机,来带动包装纸持续向前运输,包装纸输送前端输送至双平皮带传输组件,此时,上切刀气缸带动上切刀沿着滑座向下位移,上切刀配合下切刀将包装纸切断;最后启动抽气泵来对支撑方管抽取气体,通过平皮带的吸气孔来吸附包装纸,电机通过驱动主动转轴来带动双平皮带运作,配合平皮带的负气压来带动包装纸输送至指定位置。
包装纸折叠步骤:首先双平皮带传输组件将包装纸平整地输送至纸垛上方,位于第一折纸板和第二折纸板之间的下方,再启动纸垛上推气缸带动纸垛上推板向上位移,在纸垛向上推送的同时,配合纸垛夹持结构的纸垛夹持板,将包装纸包裹在纸垛的上表面和两侧;然后通过控制器启动第一折纸板气缸组和第二折纸板气缸组,此时,第一折纸板气缸组和第二折纸板气缸组的第一次折纸气缸带动第一折纸板和第二折纸板向中间靠拢一小段距离,将纸垛两侧的包装纸底边向内折一点,并且卡住纸垛,再次启动纸垛上推气缸带动纸垛上推板向下复位;最后启动第二次折纸气缸来推动第一折纸板和第二折纸板再次向中间靠拢,从而完成纸垛底部一侧的包装纸完成向内翻折。
包装纸贴胶步骤:首先将纸垛上推板带动纸垛向上位移至两纸垛夹持板之间,夹持气缸带动一侧的第二纸垛夹持板向第一纸垛夹持板靠拢,将包扎了包装纸的纸垛夹住,此时,控制器启动夹持驱动电机带动转轴转动,转轴上的齿轮组带动同步带位移,同步带上的纸垛夹持结构持续向前位移,纸垛夹持结构位移至胶带组件上;然后经过胶带组件时,第一个压胶辊上的胶带先贴住纸垛外围的包装纸一侧,再通过第一个压胶辊将胶带贴紧包装纸,该纸垛持续向前运输,在运送的过程中,第一和第二压胶辊同时向下摆动,胶带贴紧纸垛包装纸两端的连接处,纸垛推动齿牙刀盖顶部的推杆来打开齿牙刀盖,使其齿牙刀具外露,同时,通过滑动块导向块带动齿牙刀具向上摆动,并将胶带切掉,当纸垛经过第二压胶辊时,第二压胶辊向上复位将胶带的末端贴紧;最后把纸垛搬运至指定位置,夹持板升降气缸带动第二纸垛夹持板向上位移,夹持驱动电机带动纸垛夹持结构持复位至纸垛上推板上方,按照这样动作步骤来包扎下一个纸垛。
显然,本发明的上述实施例仅仅是为清楚地说明本发明所作的举例,而并非是对本发明的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明权利要求的保护范围之内。
- 一种全自动纸垛扎把设备
- 一种新型全自动纸垛升降机