一种用于永磁同步电机的自动粘贴磁钢片装置
文献发布时间:2023-06-19 10:55:46
技术领域
本发明属于电机配件加工设备技术领域,尤其是涉及一种用于永磁同步电机的自动粘贴磁钢片装置。
背景技术
磁钢片是永磁同步电机中的重要零部件,每台电机转子外周均贴设有十六个磁钢片,转子上磁钢片安装质量的优劣,将直接影响到电机的性能和使用寿命。目前,永磁同步电机转子磁钢片贴装生产制造过程中,磁钢片的贴设多数仍采用人工涂胶粘贴的方式,其贴装速度慢,贴装精度差,贴装质量难以得到保证。在磁钢片贴装之前需要将磁钢片手动剥离下来,由于购置的磁钢片都是粘贴在一起成条状,而且磁钢片具有较强的磁力,相邻的磁钢片之间相互吸引,剥离比较费力,生产效率极低,长时间手工剥离,也会对工作人员手部造成伤害。而且安装到转子上的相邻磁钢片的磁极必须相反,在安装过程中非常容易出错。导致现有转子磁钢片的安装存在安装效率低、安装质量差、转子性能不稳定、人工成本高等缺点。
发明内容
有鉴于此,本发明旨在提出一种用于永磁同步电机的自动粘贴磁钢片装置,结构简洁、使用维护保养成本低、自动化程度高、粘贴磁钢片效率高、粘贴磁钢片质量优和贴装磁钢片质量稳定,能够显著降低工作人员劳动强度。
为达到上述目的,本发明的技术方案是这样实现的:
一种用于永磁同步电机的自动粘贴磁钢片装置,包括安装台、磁钢剥离组件、磁钢装配组件和转子固定组件,所述磁钢剥离组件、磁钢装配组件和转子固定组件均设置在安装台上,所述磁钢剥离组件上设有磁钢涂胶组件;
所述磁钢剥离组件包括剥离支撑杆、磁钢分离导向管和磁钢供应件,所述剥离支撑杆设置在所述安装台上,所述磁钢分离导向管设置在所述剥离支撑杆上,所述磁钢供应件设置在所述磁钢分离导向管上;所述磁钢分离导向管管内设置有磁钢分隔板,所述磁钢分隔板将所述磁钢分离导向管分隔为N极磁钢分离导向管和S极磁钢分离导向管;
所述磁钢装配组件包括N极磁钢装配件和S极磁钢装配件,所述N极磁钢装配件和所述S极磁钢装配件均设置在所述安装台上;
所述转子固定组件用于安装待贴装磁钢片的转子;
所述磁钢供应件、所述N极磁钢分离导向管和所述N极磁钢装配件相互配合能够将粘贴成条状的N极磁钢片逐个自动分离,所述磁钢供应件、所述S极磁钢分离导向管和所述S极磁钢装配件配合能够将粘贴成条状的S极磁钢片逐个自动分离,所述磁钢装配组件将分离后的经所述磁钢涂胶组件涂胶的所述N极磁钢片和所述S极磁钢片粘贴在转子上。
进一步的,所述剥离支撑杆呈柱状,所述剥离支撑杆竖直固定设置在所述安装台上;所述磁钢分离导向管总体呈拱形管状,所述磁钢分离导向管外侧弧面半径不小于磁钢片外侧弧面半径,所述磁钢分离导向管横截面弧线长度大于所述磁钢片横截面弧线长度两倍。
进一步的,所述磁钢分离导向管水平固定设置在所述剥离支撑杆上;所述磁钢分离导向管为铁质材料管。
进一步的,所述磁钢分隔板厚度与所述转子贴装所述磁钢片后相邻两个所述磁钢片间距相同,所述磁钢分隔板轴线与所述磁钢分离导向管轴线平行,同时所述N极磁钢分离导向管和所述S极磁钢分离导向管结构相同。
进一步的,所述N极磁钢分离导向管外侧弧面上设置有N极磁钢进入贯穿孔,所述N极磁钢进入贯穿孔尺寸不小于所述N极磁钢片尺寸;所述N极磁钢分离导向管内侧弧面上设置有N极磁钢涂胶贯穿孔,所述N极磁钢涂胶贯穿孔轴线与所述N极磁钢进入贯穿孔轴线重合。
进一步的,所述S极磁钢分离导向管外侧弧面上设置有S极磁钢进入贯穿孔,所述S极磁钢进入贯穿孔尺寸不小于所述S极磁钢片尺寸;所述S极磁钢分离导向管内侧弧面上设置有S极磁钢涂胶贯穿孔,所述S极磁钢涂胶贯穿孔轴线与所述S极磁钢进入贯穿孔轴线重合;所述S极磁钢进入贯穿孔与所述N极磁钢进入贯穿孔错位设置。
进一步的,所述磁钢供应件包括N极磁钢供应件和S极磁钢供应件,所述N极磁钢供应件与所述S极磁钢供应件均设置在所述磁钢分离导向管上;所述N极磁钢供应件包括磁钢供应槽和顶料气缸,所述磁钢供应槽设置在所述N极磁钢分离导向管上,所述顶料气缸设置在所述磁钢供应槽上;所述磁钢供应槽呈矩形槽状,所述磁钢供应槽一端固定设置在所述N极磁钢分离导向管上,并且所述磁钢供应槽轴线与所述N极磁钢进入贯穿孔轴线重合,所述磁钢供应槽用于嵌装所述N极磁钢片;所述顶料气缸为双向作用气缸,所述顶料气缸固定设置在所述磁钢供应槽另一端上,并且所述顶料气缸轴线与所述磁钢供应槽轴线重合。
进一步的,所述S极磁钢供应件与所述N极磁钢供应件结构相同,所述S极磁钢供应件的所述磁钢供应槽一端固定设置在所述S极磁钢分离导向管上,并且所述S极磁钢供应件的所述磁钢供应槽轴线与所述S极磁钢进入贯穿孔轴线重合。
进一步的,所述N极磁钢装配件包括装配支撑杆、电动推杆、中继板和装配导杆,所述装配支撑杆竖直固定设置在所述安装台上,所述电动推杆水平固定设置在所述装配支撑杆上,并且所述电动推杆轴线与所述磁钢分离导向管轴线平行,所述中继板设置在所述电动推杆上,所述装配导杆设置在所述中继板上;所述中继板呈矩形板状,所述中继板一端固定设置在所述电动推杆的推杆顶端,所述装配导杆一端水平固定设置在所述中继板另一端上,所述装配导杆另一端插入所述N极磁钢分离导向管一端管内,并且所述装配导杆轴线与所述N极磁钢分离导向管重合;所述S极磁钢装配件与所述N极磁钢装配件结构相同,所述S极磁钢装配件的所述装配导杆轴线与所述S极磁钢分离导向管轴心重合。
进一步的,所述转子固定组件包括水平位移件、数控分度头和磁钢工装,所述水平位移件设置在所述安装台上,所述数控分度头设置在所述水平位移件上,所述磁钢工装设置在所述数控分度头上,所述水平位移件带动数控分度头远离或靠近所述磁钢剥离组件,所述磁钢工装上设有若干贴片槽,且相邻两个所述贴片槽轴线分别与所述N极磁钢分离导向管轴线和所述S极磁钢分离导向管轴线重合,以使所述N极磁钢片和所述S极磁钢片能够被所述磁钢装配件推入相应所述贴片槽内。
相对于现有技术,本发明所述的一种用于永磁同步电机的自动粘贴磁钢片装置具有以下优势:
1)本发明用于永磁同步电机的自动粘贴磁钢片装置结构简洁、使用维护保养成本低、自动化程度高、粘贴磁钢片效率高、粘贴磁钢片质量优和贴装磁钢片质量稳定,能够显著降低工作人员劳动强度;
2)本发明用于永磁同步电机的自动粘贴磁钢片装置设置了磁钢剥离组件和磁钢装配组件,所述磁钢剥离组件包括剥离支撑杆、磁钢分离导向管和磁钢供应件,所述磁钢分离导向管包括N极磁钢分离导向管和S极磁钢分离导向管;所述磁钢供应件能够自动向所述N极磁钢分离导向管和所述S极磁钢分离导向管内送入N极磁钢片和S极磁钢片,所述磁钢装配组件自动将送入的N极磁钢片从粘贴成条状的N极磁钢片中逐个自动分离和将送入的S极磁钢片从粘贴成条状的S极磁钢片中逐个自动分离,并且所述磁钢装配组件自动将分离后的所述N极磁钢片和所述S极磁钢片粘贴在转子上,显著增加了自动化程度、粘贴磁钢片效率、粘贴磁钢片质量和贴装磁钢片质量稳定性。
附图说明
构成本发明的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
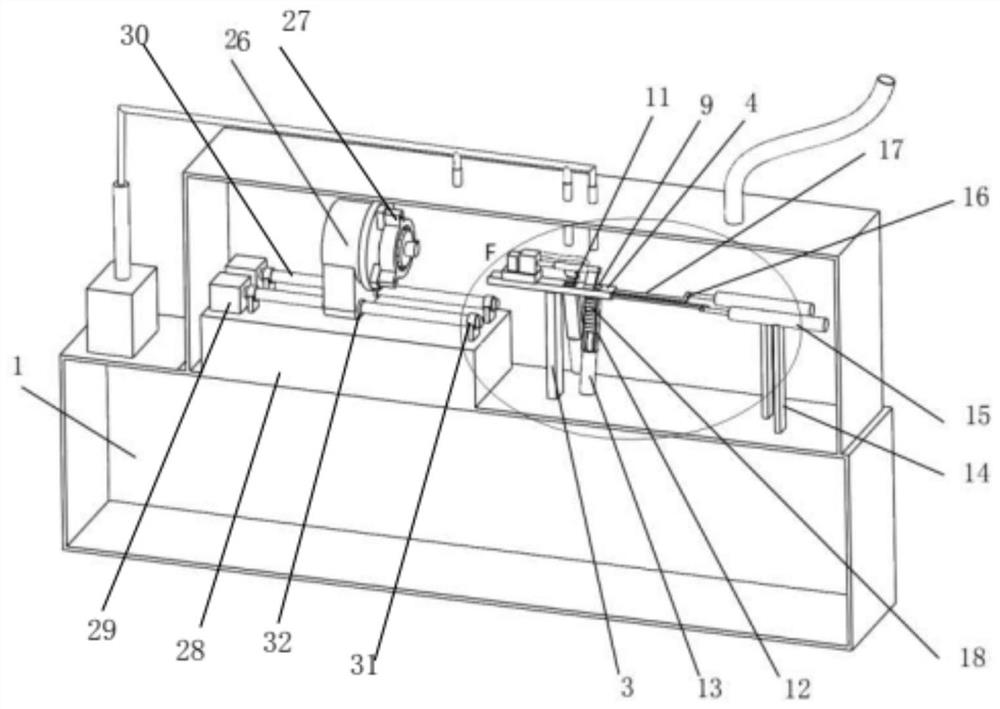
图1为本发明用于永磁同步电机的自动粘贴磁钢片装置立体结构示意图;
图2为本发明用于永磁同步电机的自动粘贴磁钢片装置主视图;
图3为本发明用于永磁同步电机的自动粘贴磁钢片装置俯视图;
图4为图3中A-A方向剖面主视图;
图5为图3中A-A方向剖面立体结构示意图;
图6为图5中F的局部放大图;
图7为图3中B-B方向剖面立体结构示意图;
图8为图7中G的局部放大图;
图9为图2中C-C方向剖面示意图;
图10为图3中D-D方向剖面示意图;
图11为图中10中I的局部放大图;
图12为图3中E-E方向剖面示意图。
附图标记说明:
1-安装台,2-转子固定组件,3-剥离支撑杆,4-磁钢分离导向管,5-磁钢分隔板,6-N极磁钢分离导向管,7-S极磁钢分离导向管,8-N极磁钢进入贯穿孔,9-N极磁钢涂胶贯穿孔,10-S极磁钢进入贯穿孔,11-S极磁钢涂胶贯穿孔,12-磁钢供应槽,13-顶料气缸,14-装配支撑杆,15-电动推杆,16-中继板,17-装配导杆,18-N极磁钢片,19-S极磁钢片,20-摆动电机,21-旋转中继管,22-细管集成中继块,23-刷毛,24-打胶器,25-胶液传送管,26-数控分度头,27-磁钢工装,28-垫高块,29-旋转电机,30-丝杆,31-轴承,32-螺母,33-紧固贯穿孔,34-贴片槽。
具体实施方式
需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。
下面将参考附图并结合实施例来详细说明本发明。
如图1-图12所示,一种用于永磁同步电机的自动粘贴磁钢片装置,包括安装台1、磁钢剥离组件、磁钢装配组件和转子固定组件2,所述磁钢剥离组件、所述磁钢装配组件和所述转子固定组件2均设置在所述安装台1上,所述磁钢剥离组件上设有磁钢涂胶组件;
所述磁钢剥离件包括剥离支撑杆3、磁钢分离导向管4和磁钢供应件,所述剥离支撑杆3设置在所述安装台1上,所述磁钢分离导向管4设置在所述剥离支撑杆3上,所述磁钢供应件设置在所述磁钢分离导向管4上;
所述剥离支撑杆3呈柱状,所述剥离支撑杆3竖直固定设置在所述安装台1上;所述磁钢分离导向管4总体呈拱形管状,所述磁钢分离导向管4外侧弧面半径不小于磁钢片外侧弧面半径,所述磁钢分离导向管4横截面弧线长度大于所述磁钢片横截面弧线长度两倍;所述磁钢分离导向管4为铁质材料管,铁质材料的所述磁钢分离导向管4能够增加磁钢片在管内滑动的稳定性,同时铁质材料的所述磁钢分离导向管4能够屏蔽和隔离磁场,避免N极磁钢片18和S极磁钢片19在管内相互影响;所述磁钢分离导向管4水平固定设置在所述剥离支撑杆3上;
所述磁钢分离导向管4管内设置有磁钢分隔板5,所述磁钢分隔板5厚度与转子贴装所述磁钢片后相邻两个所述磁钢片间距相同,所述磁钢分隔板5轴线与所述磁钢分离导向管4轴线平行,并且所述磁钢分隔板5将所述磁钢分离导向管4分隔为N极磁钢分离导向管6和S极磁钢分离导向管7,同时所述N极磁钢分离导向管6和所述S极磁钢分离导向管7结构相同;所述N极磁钢分离导向管6外侧弧面上设置有N极磁钢进入贯穿孔8,所述N极磁钢进入贯穿孔8尺寸不小于N极磁钢片18尺寸;所述N极磁钢分离导向管6内侧弧面上设置有N极磁钢涂胶贯穿孔9,所述N极磁钢涂胶贯穿孔9轴线与所述N极磁钢进入贯穿孔8轴线重合,所述N极磁钢涂胶贯穿孔9用于所述磁钢涂胶件向N极磁钢片18涂刷胶水;所述S极磁钢分离导向管7外侧弧面上设置有S极磁钢进入贯穿孔10,所述S极磁钢进入贯穿孔10尺寸不小于S极磁钢片19尺寸;所述S极磁钢分离导向管7内侧弧面上设置有S极磁钢涂胶贯穿孔11,所述S极磁钢涂胶贯穿孔11轴线与所述S极磁钢进入贯穿孔10轴线重合,所述S极磁钢涂胶贯穿孔11用于所述磁钢涂胶件向S极磁钢片19涂刷胶水;所述S极磁钢进入贯穿孔10与所述N极磁钢进入贯穿孔8错位设置,即所述S极磁钢进入贯穿孔10与所述N极磁钢进入贯穿孔8不在同一横截面上,以最大限度削弱S极磁钢片19与所述N极磁钢片18在磁钢分离导向管4内相互间引力,进而进一步提高磁钢片贴装精度。
所述磁钢供应件包括N极磁钢供应件和S极磁钢供应件,所述N极磁钢供应件与所述S极磁钢供应件均设置在所述磁钢分离导向管4上。所述N极磁钢供应件包括磁钢供应槽12和顶料气缸13,所述磁钢供应槽12设置在所述N极磁钢分离导向管6上,所述顶料气缸13设置在所述磁钢供应槽12上。所述磁钢供应槽12呈矩形槽状,所述磁钢供应槽12一端固定设置在所述N极磁钢分离导向管6上,并且所述磁钢供应槽12轴线与所述N极磁钢进入贯穿孔8轴线重合,所述磁钢供应槽12用于嵌装所述N极磁钢片18。所述顶料气缸13为双向作用气缸,所述顶料气缸13固定设置在所述磁钢供应槽12另一端上,并且所述顶料气缸13轴线与所述磁钢供应槽12轴线重合。当顶料气缸13的活塞杆伸出时能够将所述磁钢供应槽12内的N极磁钢片18由N极磁钢进入贯穿孔8推入所述N极磁钢分离导向管6内。所述S极磁钢供应件与所述N极磁钢供应件结构相同,所述S极磁钢供应件的所述磁钢供应槽12一端固定设置在所述S极磁钢分离导向管7上,并且所述S极磁钢供应件的所述磁钢供应槽12轴线与所述S极磁钢进入贯穿孔10轴线重合。
所述磁钢装配组件包括N极磁钢装配件和S极磁钢装配件,所述N极磁钢装配件和所述S极磁钢装配件均设置在所述安装台1上;所述转子固定组件2用于安装待贴装磁钢片的转子;磁钢供应件、N极磁钢分离导向管和N极磁钢装配件相互配合能够将粘贴成条状的N极磁钢片逐个自动分离,磁钢供应件、S极磁钢分离导向管和所述S极磁钢装配件配合能够将粘贴成条状的S极磁钢片逐个自动分离,磁钢装配组件将分离后的经磁钢涂胶组件涂胶的所述N极磁钢片和所述S极磁钢片粘贴在转子上。
所述N极磁钢装配件包括装配支撑杆14、电动推杆15、中继板16和装配导杆17,所述装配支撑杆14竖直固定设置在所述安装台1上,所述电动推杆15水平固定设置在所述装配支撑杆14上,并且所述电动推杆15轴线与所述磁钢分离导向管4轴线平行,所述中继板16设置在所述电动推杆15上,所述装配导杆17设置在所述中继板16上。所述中继板16呈矩形板状,所述中继板16一端水平固定设置在所述电动推杆15的推杆顶端,所述装配导杆17一端水平固定设置在所述中继板16另一端上,所述装配导杆17另一端插入所述N极磁钢分离导向管6一端管内,并且所述装配导杆17轴线与所述N极磁钢分离导向管6重合。当电动推杆15的推杆伸出时能够带动所述装配导杆17向所述N极磁钢分离导向管6内插入,进而所述装配导杆17另一端将推动N极磁钢片18在所述N极磁钢分离导向管6内滑动,直至将N极磁钢片18分离贴装在转子上。所述S极磁钢装配件与所述N极磁钢装配件结构相同,所述S极磁钢装配件的所述装配导杆17轴线与所述S极磁钢分离导向管7轴心重合。
所述转子固定组件2包括垫高块28、水平位移件、数控分度头26和磁钢工装27,所述垫高块28设置在所述安装台1上,所述水平位移件设置在所述垫高块28上,所述数控分度头26设置在所述水平位移件上,所述磁钢工装27设置在所述数控分度头26上。所述水平位移件包括旋转电机29、丝杆30和轴承31,所述旋转电机29和所述轴承31均设置在所述垫高块28上,所述丝杆30设置在所述旋转电机29转轴上。所述丝杆30一端水平固定设置在所述旋转电机29转轴上,并且所述丝杆30嵌装在所述轴承内,进而增加所述丝杆承载能力,同时所述丝杆30轴线与所述磁钢分离导向管4轴线平行。所述水平位移件设置有两套,两套所述水平位移件相互平行分布固定设置在所述垫高块28上。所述数控分度头26上设置有位移贯穿孔,所述位移贯穿孔设置有两个,两个所述位移贯穿孔间距与两个所述丝杆30间距相同,所述位移贯穿孔内均嵌装有螺母32,两个所述螺母32逐一对应套装在所述丝杆30上,所述螺母32与所述丝杆30配合。当旋转电机29正向旋转时,所述旋转电机29将通过所述丝杆30和所述螺母32将所述数控分度头26向所述磁钢分离导向管4水平位移。所述数控分度头26的卡盘上设置有紧固螺纹孔。所述磁钢工装27总体呈板状,所述磁钢工装27上设置有贴片贯穿孔和紧固贯穿孔33,所述贴片贯穿孔33位于所述磁钢工装27中心处,所述贴片贯穿孔呈圆形,所述贴片贯穿孔内壁上设置有贴片槽34,所述贴片槽呈矩形槽状,所述矩形槽设置数量根据转子设计贴附磁钢片数量确定。本实施例中,所述贴片槽34设置有十六个,十六个所述贴片槽均匀分布。所述紧固贯穿孔33内嵌装有紧固螺钉,所述紧固螺钉与所述紧固螺纹孔配合,所述磁钢工装27通过所述紧固螺钉紧固在所述数控分度头26的卡盘上。当所述磁钢工装27上相邻两个所述贴片槽34旋转至最低端时,相邻两个所述贴片槽34轴线分别与所述N极磁钢分离导向管6轴线和所述S极磁钢分离导向管7轴线重合,进而满足N极磁钢片18和S极磁钢片19被电动推杆15推入相应贴片槽34内,以完成转子粘贴作业。
所述磁钢涂胶组件包括摆动电机20、中继涂胶件和胶液加注件,所述摆动电机20和所述胶液加注件均设置在所述磁钢分离导向管4上,所述中继涂胶件设置在所述摆动电机上。所述摆动电机20为微型伺服减速电机,所述摆动电机20水平固定设置在所述磁钢分离导向管4上。所述中继涂胶件包括旋转中继管21、细管集成中继块22和刷毛23,所述旋转中继管21设置在所述摆动电机20上,所述细管集成中继块22设置在所述旋转中继管21上,所述刷毛23设置在所述细管集成中继块22上。
所述旋转中继管21长度大于所述N极磁钢涂胶贯穿孔9和所述S极磁钢涂胶贯穿孔11间距,所述旋转中继管21一端水平固定设置在所述摆动电机20的转轴上,并且所述旋转中继管21轴线与所述摆动电机20的转轴轴线重合,同时所述旋转中继管21位于所述磁钢分离导向管4正上方。所述细管集成中继块22总体呈矩形块状,所述细管集成中继块22侧边上设置胶液传输细贯穿孔,所述胶液传输细贯穿孔直径为2-6mm,所述胶液传输细贯穿孔设置有六个,六个所述胶液传输细贯穿孔在所述细管集成中继块22侧边上均匀分布。所述细管集成中继块22一侧边固定设置在所述旋转中继管21侧壁上,并且所述胶液传输细贯穿孔与所述旋转中继管21贯通。所述细管集成中继块22设置有两个,两个所述细管集成中继块22设置位置分别与所述N极磁钢涂胶贯穿孔9和所述S极磁钢涂胶贯穿孔11逐一对应。所述刷毛附着在所述细管集成中继块22另一侧面上。当旋转中继管21内胶水由胶液传输细贯穿孔一端输送到另一端时,所述细管集成中继块22将借助刷毛23为磁钢片涂抹胶水。所述胶液加注件包括打胶器24和胶液传送管25,所述打胶器24设置在所述磁钢分离导向管4上,所述胶液传送管25一端贯通连接在所述打胶器24上,所述胶液传送管25另一端贯通连接在所述旋转中继管5上。
所述装置还包括风干通风组件,所述风干通风组件设置在安装台1上。
所述风干通风组件包括废气隔离罩和通风快干器,所述废气隔离罩呈矩形槽状,所述废气隔离罩扣置在所述安装台1上,并且所述废气隔离罩完全将所述磁钢剥离件、所述磁钢装配件、所述磁钢涂胶件和所述转子固定件2囊括在内。所述废气隔离罩槽底上设置有第一风干贯穿孔、第二风干贯穿孔、第三风干贯穿孔和废气排出贯穿孔,所述第一风干贯穿孔位于所述N极磁钢涂胶贯穿孔9正上方,所述第二风干贯穿孔位于所述S极磁钢涂胶贯穿孔11正上方,所述第三风干贯穿孔位于所述磁钢分离导向管4另一端上方。所述第一风干贯穿孔嵌装有第一风干管,所述第二风干贯穿孔内嵌装有第二风干管,所述第三风干贯穿孔内嵌装有第三风干管,所述废气排出贯穿孔嵌装有废气排出软管,所述废气排出软管能够将所述废气隔离罩内废气排出,防止工作人员吸入胶水气体影响身体健康。
所述通风快干器包括风机和输气管,所述风机设置在所述安装台1上,所述输气管设置在所述风机上。所述风机具有加热功能,所述输气管一端与所述风机贯通,另一端分别与所述第一风干管、所述第二风干管和所述第三风干管贯通连接。所述风机通过所述第一风干管、所述第二风干管和所述第三风干管向N极磁钢片18、S极磁钢片19和粘贴在转子上的磁钢片进行吹风风干,以提高N极磁钢片18和S极磁钢片19上涂刷胶水固化速度,以提高转子粘贴磁钢片质量。
一种用于永磁同步电机的自动粘贴磁钢片装置的工作过程为:
1)将转子嵌装在所述数控分度头的卡盘上,并且通过紧固螺钉将磁钢工装紧固在卡盘上;
2)启动旋转电机将数控分度头水平位移至所述磁钢分离导向管4另一端处,并且控制所述磁钢工装距离所述磁钢分离导向管4另一端面间距小于5mm;
3)启动所述电动推杆15将已涂覆胶水的N极磁钢片18和S极磁钢片19由N极磁钢分离导向管6和S极磁钢分离导向管7推向所述数控分度头直至将磁钢片插入所述贴片槽内;
4)将电动推杆15复位,启动顶料气缸13将N极磁钢片18和S极磁钢片19分别顶入N极磁钢分离导向管6和S极磁钢分离导向管7内;启动磁钢涂胶组件的摆动电机,摆动电机带动旋转中继管旋转,旋转中继管内胶水由胶液传输细贯穿孔一端输送到另一端时,所述细管集成中继块将借助刷毛为磁钢片涂抹胶水;
5)启动数控分度头旋转,其旋转角度为相邻两个贴片槽的圆心角之和;
6)再次启动电动推杆15将N极磁钢片18和S极磁钢片19插入所述贴片槽内,以此往复完成所有磁钢片粘贴后,启动旋转电机反向旋转,将贴装好磁钢片的转子取下即可。
本发明有益效果如下:
本发明用于永磁同步电机的自动粘贴磁钢片装置结构简洁、使用维护保养成本低、自动化程度高、粘贴磁钢片效率高、粘贴磁钢片质量优和贴装磁钢片质量稳定,能够显著降低工作人员劳动强度。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种用于永磁同步电机的自动粘贴磁钢片装置
- 一种用于永磁同步电机的自动粘贴磁钢片装置