一种磨簧机构
文献发布时间:2023-06-19 11:09:54
技术领域
本发明涉及弹簧切削机床技术领域,具体涉及一种磨簧机构。
背景技术
传统磨削大线径弹簧设备通常由导轨式磨簧机和钟摆式磨簧机两种,它们都采用了一个砂轮,砂轮主轴都是卧式安装,它们的基本原理示意图请见图1、图2。
参照图1,导轨式磨簧机工作原理如下:先把弹簧放在V形块的V形槽上,用机械装置夹紧弹簧,使弹簧固定在V形槽内。需要磨削时,V形块在机械机构带动下左右直线移动,即弹簧在A、B两点之间往复直线移动,同时,旋转砂轮平面在机械机构带动下,也慢慢地向弹簧磨削端面进给,磨削处需要加入冷却液冷却。在此过程中,弹簧端面被磨削,当磨削弹簧尺寸达到设定要求后,砂轮自动退回起点位置,同时,弹簧左右直线移动也停止,人工操作开关使机械装置放松弹簧并人工取出,就完成磨削弹簧一端面工作过程。如果需要磨削弹簧另一端面,只需重复上述过程即可。
参照图2,钟摆式磨簧机是在导轨式磨簧机的上改进的,主要是将原来直线导轨副机构改成曲柄摇杆机构,即弹簧在A、B两点之间往复直线移动改成往复圆弧运动。其主要解决了由于磨簧工作环境较恶劣,工作导轨容易磨损,且无法补偿,从而导致所磨削弹簧的平面度及端面对轴线的垂直度难以得到保证问题,对于磨削工作原理没有实质性改变。
值得一提的是,上述的两种大线径磨簧机磨削时弹簧都没有自转。因此存在如下缺点:
第一、磨削精度低:(1)磨削弹簧端面平面度精度低:因为这种磨簧机设计思路太过理想化----磨削平面度精度完全依靠砂轮磨削平面度精度来实现。没有考虑砂轮磨削平面在磨削过程中,每颗磨粒磨削线速度、参加磨削时间不但不一样,而且相差很大,如:靠近砂轮内外圆处磨粒磨削线速度相差很大,靠近砂轮内圆处磨粒,只有弹簧运动到A、B两点中间处参加磨削;靠近砂轮外圆处磨粒,只有弹簧运动到A、B两点处参加磨削;靠近砂轮平面中径处磨粒,弹簧在A、B两点运动全程内都参加磨削。因此,砂轮磨削平面磨损很不均匀,即砂轮磨削平面度精度稳定时间很短,只能适应磨削精度低弹簧。(2)磨削弹簧垂直度精度低:因为这种磨簧机设计思路是弹簧装在V形块上后,认为只要弹簧中心线垂直于砂轮磨削面,磨削垂直度精度就能保证。也就是说没有考虑砂轮磨削面平面度精度不稳定,影响磨削弹簧垂直度精度。(3)磨削弹簧两端面平行度精度低:因为这种磨簧机设计思路:弹簧两端面不是一次性磨削,而大线径弹簧基本上都是热卷而成,工艺需要卷弹簧芯棒外径要有点锥度,也就是卷好弹簧外径有点锥度。而且磨簧前经过油淬火,部分弹簧有点弯曲。总之,弹簧外径形状一致性差。依靠不同弹簧外径部位为基准,分别磨削弹簧两端面,显然磨削弹簧两端面平行度精度低。(4)弹簧变形状态下磨削精度低:因为弹簧是柔性件,即弹簧在机械装置夹紧下,是要变形的,也就是弹簧在变形状态下磨削,磨削后,放松机械装置,弹簧变形就恢复。所以磨削弹簧精度就低。
第二、生产效率低,劳动强度大:这种磨簧机不但每次都要人工装夹弹簧,而且磨一次,只能磨一、二个弹簧一个端面,显然磨削生产效率低,劳动强度大。
第三、磨面易烧焦和能源消耗大:因为大线径磨簧机,主要特点是磨削面积大,产生热量大,散热差,磨面容易烧焦。这种磨簧机为了磨面不烧焦,在磨削处加了大量冷却液冷却,因此浪费了大量能源。
发明内容
本发明的目的在于克服上述现有技术的缺陷,提供一种实现大线径弹簧智能高精快磨的磨簧机构。
为达成上述目的,本发明提供如下技术方案:
一种磨簧机构,包括料盘组件以及砂轮组件;其中:
所述料盘组件包括料盘架、圆形料盘和料盘传动机构,所述圆形料盘可传动地设置于所述料盘架内,所述料盘传动机构用于带动所述圆形料盘转动;所述圆形料盘上绕其圆心设有一圈多个上下贯通的弹簧套,所述弹簧套用于放置弹簧;
所述砂轮组件包括分别设置于圆形料盘上下两侧的两个内砂轮和两个外砂轮,所述内砂轮同心设置于所述外砂轮的内圈;所述弹簧靠近圆形料盘圆心的一侧端面与内砂轮接触,远离圆形料盘圆心的一侧端面与外砂轮接触;所述内砂轮和外砂轮的转动方向相反。
作为优选,所述内砂轮和外砂轮的轴心在水平方向上偏离所述圆形料盘的轴心一定距离。
作为优选,定义所述弹簧的外圈半径为R,内圈半径为r;
所述内砂轮的外径与弹簧圆心到圆形料盘圆心的距离相当;所述内砂轮和外砂轮的宽度均为R+r,所述内砂轮和外砂轮的轴心在水平方向上偏离所述圆形料盘轴心的距离为r。
作为优选,所述圆形料盘的外圈固定设有料盘座,所述料盘架上沿料盘座的周向外侧设有多个轴承,所述轴承的外圈与所述料盘座的侧面抵接。
作为优选,所述料盘架靠近边缘处设有方孔,所述轴承被容纳于所述方孔内,所述方孔内固定设有竖直的轴承销,所述轴承的内圈固定在所述轴承销上。
作为优选,所述料盘座的顶部固定设有圆盖,所述圆盖的外径与所述料盘架的圆形部分相当。
作为优选,所述料盘架的一侧一体式设置有料盘传动机构安装板,所述料盘传动机构包括支座和皮带轮;所述料盘传动机构安装板上设有支座安装孔,所述支座安装于所述支座安装孔处,所述皮带轮设置于支座上;所述料盘座和皮带轮上分别设有三角皮带槽,所述皮带轮和料盘座通过三角皮带传动。
作为优选,所述支座安装孔为腰型孔。
作为优选,所述皮带轮通过动力驱动其转动。
作为优选,所述料盘传动机构安装板的顶部设有防尘盖。
本发明与现有技术相对比,其有益效果在于:
1、本发明的磨簧机构同时对弹簧的两端面进行磨削,并且在磨削过程中内、外砂轮旋转方向相反,实现弹簧的自转,不但磨削垂直度精度提高,而且弹簧端面上磨削热源位置不断变换,实现磨削面温度降低,这样可以提高磨削进给量,提高了生产率。
2、本发明在弹簧自转的同时通过料盘传动机构带动料盘旋转实现弹簧的公转,在弹簧被磨削时砂轮上每个点都能磨削每个弹簧端面,使得砂轮磨损均匀,保持砂轮平面的平面度精度,提高了磨削精度,同时,降低砂轮平面修割次数,降低生产成本,降低操作者劳动强度。
3、前述弹簧的自转和公转两种运动方式结合内砂轮和外砂轮的轴心与圆形料盘的轴心的偏离,使得砂轮上每个点都能磨削每个弹簧端面的每个点,实现了砂轮平面自动修平技术,能够长期保持砂轮平面平面度精度,即长期保持磨削高精度及稳定性。
4、本发明结构简单,制造成本低,有利于推广使用。
附图说明
图1是本发明背景技术中导轨式磨簧机原理示意图。
图2是本发明背景技术中钟摆式磨簧机原理示意图。
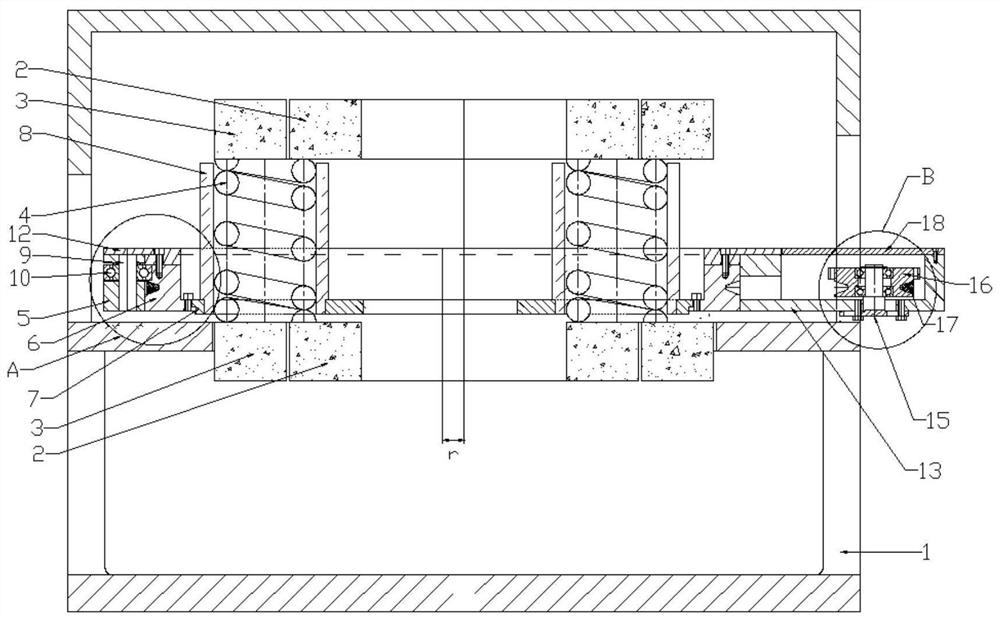
图3是本发明的整体结构示意图。
图4是本发明图3中A的放大示意图。
图5是本发明图3中B的放大示意图。
图6是本发明中砂轮与料盘偏移距离示意图。
图7是本发明中弹簧的俯视示意图。
图8是本发明中料盘组件的结构示意图。
图中:1、机箱;2、内砂轮;3、外砂轮;4、弹簧;5、料盘架;6、料盘座;7、圆形料盘;8、弹簧套;9、轴承销;10、轴承;11、平垫圈;12、圆盖;13、料盘传动机构安装板;14、支座安装孔;15、支座;16、皮带轮;17、三角皮带;18、防尘盖。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,下面通过实施例并结合附图,对本发明作进一步具体的说明。
实施例:一种磨簧机构,如图3-8所示,包括机箱1和设置于机箱1内的料盘组件以及砂轮组件。其中:
料盘组件包括料盘架5、料盘座6、圆形料盘7以及料盘传动机构,圆形料盘7同心设有一圈弹簧套8,所有弹簧套8围成的圆与圆形料盘7同心,即每个弹簧套8与圆形料盘7的圆心的距离相等,且弹簧套8上下贯通,弹簧套8的内径略大于待磨削的弹簧4外径,用于容纳待磨削的弹簧4,且在磨削时约束弹簧4的径向位移。
上述结构中,料盘座6固定在圆形料盘7的外圈,安装有圆形料盘7的料盘座6整体可转动地设置于料盘架5内。具体而言,料盘架5的主体为圈状,位于料盘座6的外侧,并固定在机箱1内;料盘架5上沿周向均匀开设有三个方孔,每个方孔内通过轴承销9设有轴承10,轴承10被容纳于方孔内,轴承10的内圈固定在轴承销9上,且轴承10的内圈与方孔的上下内壁之间设置有平垫圈11;料盘座6的外侧面设有台阶,料盘座6的上端面固定设有圆盖12,圆盖12的外径尺寸与料盘架5的外径尺寸相当,圆盖12的下端面与料盘座6的台阶形成长方形槽,轴承10外圈被容纳于该长方形槽内,且轴承10外圈与料盘座6的外圈台阶面抵接,实现料盘座6在料盘架5内的自由转动。
料盘架5的一侧与料盘架5一体式地设有料盘传动机构安装板13,料盘传动机构包括支座15和皮带轮16;料盘传动机构安装板13上设有支座安装孔14,支座15安装于支座安装孔14处,皮带轮16设置于支座15上。本实施例中,料盘座6的侧面和皮带轮16上分别设有三角皮带槽,皮带轮16和料盘座6通过三角皮带17实现传动,且皮带轮16的外圆设有齿,通过齿轮与电机输出轴传动,即实现通过电机带动皮带轮16转动进而带动料盘座6转动。
本实施例中,支座安装孔14为腰型孔,支座15的底板上也设有腰型安装孔,并通过螺栓安装在料盘传动机构安装板13上,腰型孔的设置是为了便于支座15的位置调整,从而控制三角皮带17的松紧。本实施例中,料盘传动机构安装板13的顶部设有防尘盖18,避免磨屑或灰尘进入传动机构影响机构正常运行。
砂轮组件包括设置于圆形料盘7上下两侧的两组砂轮,上下两组砂轮结构相同,分别分为同心设置的内砂轮2和外砂轮3,其中内砂轮2同心设置于外砂轮3的内圈,内外砂轮间隙设置,且弹簧4靠近圆形料盘7圆心的一侧上下两端分别与上方的内砂轮2和下方的内砂轮2接触,远离圆形料盘7圆心的一侧上下两端分别与上方的外砂轮3和下方的外砂轮3接触。
本实施例中,内砂轮2和外砂轮3的轴心在水平方向上偏离圆形料盘7的轴心一定距离。具体而言,定义弹簧4的外圈半径为R,内圈半径为r,弹簧4的线径即为R-r;本实施例中内砂轮2的外径与弹簧4圆心到圆形料盘7圆心的距离相当,内砂轮2和外砂轮3的宽度均为R+r,内砂轮2和外砂轮3的轴心在水平方向上偏离圆形料盘7轴心的距离为r,如此设置可使圆形料盘7一侧弹簧的端面两侧分别位于对应内外砂轮工作面的外圈时,另一侧弹簧的端面两侧分别位于对应内外砂轮工作面的内圈。
本实施例在具体实施时,上、下两个内砂轮2旋转方向相同,上、下两个外砂轮3旋转方向相同,内砂轮2和外砂轮3旋转方向相反。在磨削时,弹簧4上下端面分别受到上、下内外砂轮磨削力作用,由于内外砂轮旋转方向相反,所以它们作用在弹簧4端面上磨削力方向也相反,上、下外砂轮磨削合力与上、下内砂轮磨削合力不但方向相反,而且不作用在同一直线上,并都不通过弹簧旋转中心,因此产生了弹簧自转力矩,自转力矩克服弹簧4与弹簧套8的摩擦力矩,使得弹簧4自转。弹簧4自转时不但磨削垂直度精度提高,而且弹簧端面上磨削热源位置不断变换,实现磨削面温度降低,这样可以提高磨削进给量,提高了生产率。
与此同时,料盘传动机构带动料盘座6旋转,实现了弹簧4的公转,因此在弹簧磨削时,整圈弹簧在旋转过程中,砂轮上每个点都能磨削每个弹簧端面,使得砂轮磨损均匀,保持砂轮平面的平面度精度,提高了磨削精度,同时,降低砂轮平面修割次数,降低生产成本,降低操作者劳动强度。
除此之外,由于内砂轮2和外砂轮3的轴心在水平方向上偏离圆形料盘7的轴心一定距离,使得砂轮上每个点都能磨削弹簧端面每个点,实现了砂轮平面自动修平技术,从而能够长期保持砂轮工作面平面度精度,即长期保持磨削高精度及稳定性。
上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并据以实施,并不能以此限制本发明的保护范围。凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围之内。
- 一种磨簧机装填装置及磨簧机
- 一种磨簧机的四通道上下料机构