一种激光切割补偿方法及激光切割系统
文献发布时间:2023-06-19 11:17:41
技术领域
本发明涉及激光切割技术领域,具体为一种激光切割补偿方法及激光切割系统。
背景技术
切削加工工艺是指用工具将工件上多余材料切除,以获得所要求的几何形状、尺寸精度和表面质量的方法和过程。
激光切割技术广泛应用于金属和非金属材料的加工中,可大大减少加工时间,降低加工成本,提高工件质量。现代的激光成了人们所幻想追求的“削铁如泥”的“宝剑”。以金运激光CO2激光切割机为例,整个系统由控制系统、运动系统、光学系统、水冷系统、排烟和吹气保护系统等组成,采用最先进的数控模式实现多轴联动及激光不受速度影响的等能量切割,同时支持DXP、PLT、CNC等图形格式并强化界面图形绘制处理能力;采用性能优越的进口伺服电机和传动导向结构实现在高速状态下良好的运动精度。激光切割是应用激光聚焦后产生的高功率密度能量来实现的。在计算机的控制下,通过脉冲使激光器放电,从而输出受控的重复高频率的脉冲激光,形成一定频率,一定脉宽的光束,该脉冲激光束经过光路传导及反射并通过聚焦透镜组聚焦在加工物体的表面上,形成一个个细微的、高能量密度光斑,焦斑位于待加工面附近,以瞬间高温熔化或气化被加工材料。每一个高能量的激光脉冲瞬间就把物体表面溅射出一个细小的孔,在计算机控制下,激光加工头与被加工材料按预先绘好的图形进行连续相对运动打点,这样就会把物体加工成想要的形状。切割时,一股与光束同轴气流由切割头喷出,将熔化或气化的材料由切口的底部吹出(注:如果吹出的气体和被切割材料产生热效反应,则此反应将提供切割所需的附加能源;气流还有冷却已切割面,减少热影响区和保证聚焦镜不受污染的作用)。与传统的板材加工方法相比,激光切割其具有高的切割质量(切口宽度窄、热影响区小、切口光洁)、高的切割速度、高的柔性(可随意切割任意形状)、广泛的材料适应性等优点。
现有的激光切割装置不知对板材中厚度过厚的部位进行避让,且不管板材的厚薄,均是使用同一强度的激光对板材进行切割,当板材过厚时,无法一次性切开,过薄时,高强度的激光极大的浪费了电能,提高的加工成本。
发明内容
本发明的目的在于提供一种激光切割补偿方法及激光切割系统,以解决上述背景技术中提出的现有的激光切割装置不知对板材中厚度过厚的部位进行避让,且不管板材的厚薄,均是使用同一强度的激光对板材进行切割,当板材过厚时,无法一次性切开,过薄时,高强度的激光极大的浪费了电能,提高的加工成本的问题。
为实现上述目的,本发明提供如下技术方案:一种激光切割系统,包括:
检测模块,用于测量板材的厚度;
计算机,所述计算机连接至所述检测模块,用于接收检测模块的信号,并对信号进行图像转换,生成三维图纸;
补偿控制模块,所述补偿控制模块连接至所述计算机,用于控制激光切割头的运动路径,通过控制器与计算机的配合使用对激光切割头的行走路径进行补偿,避开板材较厚的部分;
运动控制模块,所述运动控制模块连接至所述补偿控制模块,用于带动激光切割头作空间运动;
能量控制模块,所述能量控制模块连接至所述计算机,用于调控激光的强弱。
优选的,所述检测模块是由超声波发射器和超声波接收器组成,所述超声波发射器设置在板材的上端,超声波接收器设置在板材下端,所述超声波发射器与所述超声波接收器相对应。
优选的,所述补偿控制模块是由PLC控制器和驱动器组成。
优选的,所述运动控制模块是由三个丝杠传动装置呈三坐标组成,所述丝杠传动装置是由伺服电机、丝杠以及滚珠螺母组成,所述丝杠安装在所述伺服电机的输出轴上,所述滚珠螺母套接在所述丝杠的外壁上。
优选的,所述能量控制模块为变频控制器。
一种激光切割补偿方法,该激光切割补偿方法包括如下步骤:
S1:检测:通过超声波发射器发射超声波到板材上,超声波透过板材到超声波接收器上,超声波接收器将接收到的超声波信号传递到计算机上;
S2:生成三维图纸:计算机利用绘图软件根据超声波的衰减程度的不同绘制出标有板材厚度的图纸,并且通过计算机向补偿控制模块和能量控制模块传递信号;
S3:偏移补偿:控制器根据计算机计算出的板材厚度图纸对运动控制模块进行偏移补偿,使得激光切割头避开板材上最厚的部位;
S4:能量变频:能量控制模块根据计算机计算出的板材厚度设定激光切割头发出的激光强度,在板材较薄的部位发射较弱的激光,在较厚的部位发射较强的激光,以此完成板材的切割。
与现有技术相比,本发明的有益效果是:本发明能够有效的避开板材最厚的部位,提高了板材切割的效率,并且通过变频控制,能够根据需要改变激光的强弱,大大节约的电能源的消耗,降低了加工成本,检测模块是由超声波发射器和超声波接收器组成,超声波发射器设置在板材的上端,超声波接收器设置在板材下端,超声波发射器与超声波接收器相对应,超声波发射器发射超声波,超声波穿透板材到超声波接收器,经过板材对超声波进行消减,板材的厚薄不同对超声波的消减程度亦不相同,根据超声波的消减的程度不同通过计算机计算出板材的厚薄,并绘制成图纸,能量控制模块连接至计算机,用于调控激光的强弱,能量控制模块为变频控制器,能量控制模块与激光发射器电性连接,通过能量控制模块根据板材的厚薄改变激光的强度,能够有效的节约电能,降低加工成本。
附图说明
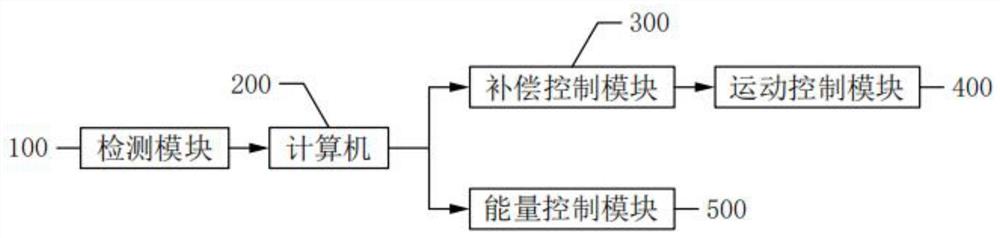
图1为本发明系统结构框图;
图2为本发明补偿方法流程框图。
图中:100检测模块、200计算机、300补偿控制模块、400运动控制模块、500能量控制模块。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
本发明提供一种激光切割系统,能够有效的避开板材最厚的部位,提高了板材切割的效率,并且通过变频控制,能够根据需要改变激光的强弱,大大节约的电能源的消耗,降低了加工成本,请参阅图1,包括:检测模块100、计算机200、补偿控制模块300、运动控制模块400和能量控制模块500;
请再次参阅图1,检测模块100用于测量板材的厚度,检测模块100是由超声波发射器和超声波接收器组成,超声波发射器设置在板材的上端,超声波接收器设置在板材下端,超声波发射器与超声波接收器相对应,超声波发射器发射超声波,超声波穿透板材到超声波接收器;
请再次参阅图1,计算机200连接至检测模块100,用于接收检测模块的信号,并对信号进行图像转换,生成三维图纸,经过板材对超声波进行消减,板材的厚薄不同对超声波的消减程度亦不相同,根据超声波的消减的程度不同通过计算机计算出板材的厚薄,并绘制成图纸,绘图软件为CAD;
请再次参阅图1,补偿控制模块300连接至计算机200,用于控制激光切割头的运动路径,通过控制器与计算机的配合使用对激光切割头的行走路径进行补偿,避开板材较厚的部分,补偿控制模块300是由PLC控制器和驱动器组成;
请再次参阅图1,运动控制模块400连接至补偿控制模块300,用于带动激光切割头作空间运动,运动控制模块400是由三个丝杠传动装置呈三坐标组成,丝杠传动装置是由伺服电机、丝杠以及滚珠螺母组成,丝杠安装在伺服电机的输出轴上,滚珠螺母套接在丝杠的外壁上,伺服电机连接至PLC控制器和驱动器,通过PLC控制器和驱动器控制伺服电机的输出轴的旋转,通过伺服电机的输出轴的旋转带动丝杠的旋转,滚珠螺母设置在激光切割头,通过丝杠的旋转带动滚珠螺母在丝杠的外壁上行走,通过滚珠螺母带动激光切割头移动,通过三个丝杠传动装置能够带动激光切割头作横向、纵向和竖向的三坐标移动;
请再次参阅图1,能量控制模块500连接至计算机200,用于调控激光的强弱,能量控制模块500为变频控制器,能量控制模块500与激光发射器电性连接,通过能量控制模块500根据板材的厚薄改变激光的强度,能够有效的节约电能,降低加工成本。
本发明还提供一种激光切割补偿方法,
该激光切割补偿方法包括如下步骤:
S1:检测:通过超声波发射器发射超声波到板材上,超声波透过板材到超声波接收器上,超声波接收器将接收到的超声波信号传递到计算机上;
S2:生成三维图纸:计算机利用绘图软件根据超声波的衰减程度的不同绘制出标有板材厚度的图纸,并且通过计算机向补偿控制模块和能量控制模块传递信号;
S3:偏移补偿:控制器根据计算机计算出的板材厚度图纸对运动控制模块进行偏移补偿,使得激光切割头避开板材上最厚的部位;
S4:能量变频:能量控制模块根据计算机计算出的板材厚度设定激光切割头发出的激光强度,在板材较薄的部位发射较弱的激光,在较厚的部位发射较强的激光,以此完成板材的切割。
虽然在上文中已经参考实施例对本发明进行了描述,然而在不脱离本发明的范围的情况下,可以对其进行各种改进并且可以用等效物替换其中的部件。尤其是,只要不存在结构冲突,本发明所披露的实施例中的各项特征均可通过任意方式相互结合起来使用,在本说明书中未对这些组合的情况进行穷举性的描述仅仅是出于省略篇幅和节约资源的考虑。因此,本发明并不局限于文中公开的特定实施例,而是包括落入权利要求的范围内的所有技术方案。
- 一种激光切割补偿方法及激光切割系统
- 一种激光切割补偿方法及激光切割系统