用于垃圾焚烧炉的喷漆装置
文献发布时间:2023-06-19 11:44:10
技术领域
本发明属于喷漆加工技术领域,具体公开了一种用于垃圾焚烧炉的喷漆装置。
背景技术
垃圾焚烧炉是焚烧处理垃圾的设备,垃圾在炉膛内燃烧,变为废气进入二次燃烧室,在焚烧炉的强制燃烧下燃烧完全,再进入喷淋式除尘器,除尘后经烟囱排入大气。垃圾焚烧炉由垃圾前处理系统、焚烧系统、烟雾生化除尘系统及煤气发生炉(辅助点火焚烧)四大系统组成,集自动送料、分筛、烘干、焚烧、清灰、除尘、自动化控制于一体。
垃圾的焚烧通常是在专门的垃圾焚烧炉中进行处理的,而垃圾焚烧炉通常是放置在室外对垃圾进行焚烧,长时间放置在室外的垃圾焚烧炉经历风吹雨淋后,容易发生生锈而使整个垃圾焚烧炉损坏影响使用。为了延长垃圾焚烧炉的使用寿命,通常需要对垃圾焚烧炉表面喷漆,而垃圾焚烧炉是由各个组件组装成一体的,为了方便操作,在喷漆的时候往往是对各组成部件进行喷漆晾干后,再将各组成部件拼接焊装在一起组成完整的垃圾焚烧炉。
垃圾焚烧炉部件喷漆架构能通常仅对部件的五个面进行喷漆加工,特别是对于尺寸较大的外部部件。目前喷漆通常采用自动喷漆和手动喷漆两种方式,手动喷漆需要人工拿着喷枪对组成垃圾焚烧炉的各组成部件分别进行喷漆,人工操作非常不方便,往往为了喷涂均匀需要不断的翻转需要喷涂的组件,喷漆过程中产生的漆雾对人体健康损害很大,给工人身体造成损害并且人工喷漆会导致部件表面的油漆喷涂不均。而自动喷漆装置,通常只能对规则零部件进行喷漆,或者只能对零部件某一个或多个面进行喷漆,适用范围较小,自动化程度有限;另外垃圾焚烧炉较多大型零部件,适用性范围小则会使喷漆装置的成本大大增加。
发明内容
本发明的目的在于提供一种用于垃圾焚烧炉的喷漆装置,以解决目前的自动喷漆装置适用性低、喷漆不均匀的问题。
为了达到上述目的,本发明的基础方案为:用于垃圾焚烧炉的喷漆装置,包括底座、架体和喷漆单元,所述架体下端为底框,所述底框与底座转动连接,底座上设有用于驱动底框转动的旋转机构;所述架体还设有第一框体、第二框体、第三框体,第一框体、第二框体、第三框体与底框依次连接组成矩形框,沿第一框体、第二框体、第三框体设有来回行走的行走机构;所述行走机构上设有支板,所述支板上均匀设置了多个喷漆单元;所述喷漆单元包括调节结构和喷头,喷头上设有距离传感器,所述距离传感器和调节结构电连。
本基础方案的工作原理在于:本装置在使用前,可预先设定喷头与垃圾焚烧炉部件的距离,将需要进行喷漆加工的垃圾焚烧炉部件放到底座上,然后打开喷头,同时启动行走机构,行走机构将会沿第一框体、第二框体、第三框体移动,再控制行走机构转向行走,即沿第三框体、第二框体、第一框体移动,行走机构移动过程中喷头将会对垃圾焚烧炉部件的表面进行喷漆加工,行走机构在此过程中完成了对垃圾焚烧炉部件三个面的喷漆加工,且进行了两次喷漆。然后可启动旋转机构,将架体旋转90°,再次同时启动喷头和行走机构,控制行走机构在第一框体上来回移动一次,即可完成垃圾焚烧炉部件第四个面的喷漆加工。然后再次启动旋转机构,将架体旋转180°,然后再次同时启动喷头和行走机构,控制行走机构在第一框体上来回移动一次,即可完成垃圾焚烧炉部件第五个面的喷漆加工。以上过程即可完成垃圾焚烧炉部件五个表面的全面喷漆加工,且均为来回喷漆,可使喷漆加工均匀。另外喷漆加工过程中,距离传感器将会感应喷头与垃圾焚烧炉部件表面的距离,然后将数据传递给调节结构,调节结构将会根据距离传感器所传递的数据时时调整喷头与垃圾焚烧炉部件表面的距离;所调整的距离将会以最初设定为准,这就使喷头再对垃圾焚烧炉表面进行喷漆加工时,喷头的与垃圾焚烧炉部件表面的距离始终一致,进而使喷漆加工均匀。
本基础方案的有益效果在于:
1、通过旋转机构和行走机构配合,可以对各种形状的垃圾焚烧炉部件的外部进行均匀覆盖式的喷漆,这就使本装置适用性大大增强,可以适用于多种结构的垃圾焚烧炉部件的喷漆加工中,同时在加工过程中,可以对垃圾焚烧炉部件的外表面全面进行加工,可是喷漆加工更为全面。
2、通过喷漆单元能够将所有喷头和垃圾焚烧炉的距离调整到一样的距离,在进行喷漆,可使喷漆加工过程中形成的油漆表面厚度均匀。
与现有技术相比,本装置可对不同形状的垃圾焚烧炉部件进行喷漆,适用范围较广,且本装置能够实现对不同形状的垃圾焚烧炉部件外表面进行全面均匀的喷漆加工。
进一步,所述旋转机构包括第一电机,所述第一电机嵌设与底座内,所述第一电机驱动底框转动。
通过第一电机转动实现架体的旋转,第一电机的设计,使旋转机构整体较为结构简单,便于制造。
进一步,所述底座内部设有旋转柱,所述底框中部与旋转柱连接,所述第一电机驱动旋转柱转动。
这就使底框位于底座内部,底座上端是放置垃圾焚烧炉部件的区域,此设计可避免底座上端机构过于复杂不便于垃圾焚烧炉部件喷漆加工。
进一步,所述架体上沿第一框体、第二框体、第三框体设置有传送齿链,以及用于驱动传送齿链传送的第二电机;所述行走机构包括行走块,所述行走块部分嵌设于架体内并与架体滑动连接,所述行走块内部转动设有行走齿轮,所述行走齿轮与传送齿链啮合。
通过传送齿链对行走齿轮的传动,再通过架体对行走块位置的限制,使行走块在此过程中只能整体沿第一框体、第二框体、第三框体移动,进而实现对垃圾焚烧炉部件各个表面的喷漆加工。
进一步,所述行走齿轮为多个,所述行走块上设有多个滑块,所述架体上沿第一框体、第二框体、第三框体设置有滑槽,所述滑块端部设有滚珠,所述滑块通过滚珠与滑槽滑动连接。
行走齿轮为多个,可保持行走机构行走过程中的平稳性,滑块为多个并通过滚珠与滑槽滑动连接,可防止因滑块影响行走机构的移动。
进一步,所述传送齿链包括设置于第一框体的第一传送齿链、设置于第二框体的第二传送齿链、设置于第三框体的第三传送齿链,所述架体上位于第一传送齿链和第二传送齿链之间设有主动齿轮,所述第二电机驱动主动齿轮转动,所述架体上位于第二传送齿链和第三传送齿链之间设有传动齿轮。
传送齿链如此设置,结构更为简单,易于制造,传送过程也更为简便。
进一步,所述调节结构为气缸。
使调节结构的结构简单,便于制造。
进一步,所述喷漆单元为多个,相邻两个喷漆单元间隔5-15cm。
进一步使喷漆加工更为均匀全面。
进一步,所述底座上位于底框上端设有的圆盘,圆盘的四周为向上凸起。
圆盘的设计不会干涉架体的旋转,其结构为圆形,即不会影响底座的旋转,也使垃圾焚烧炉部件的放置空间足够大,进而使垃圾焚烧炉部件加工过程更为稳定,圆盘的四周向上凸起,则便于喷漆加工过程中,油漆杂质等收集。
进一步,所述第三框体的下端设有控制行走机构掉转方向的开关。
开关可便于行走机构在行走过程中自动完成转向,进而使本装置自动化程度增加。
附图说明
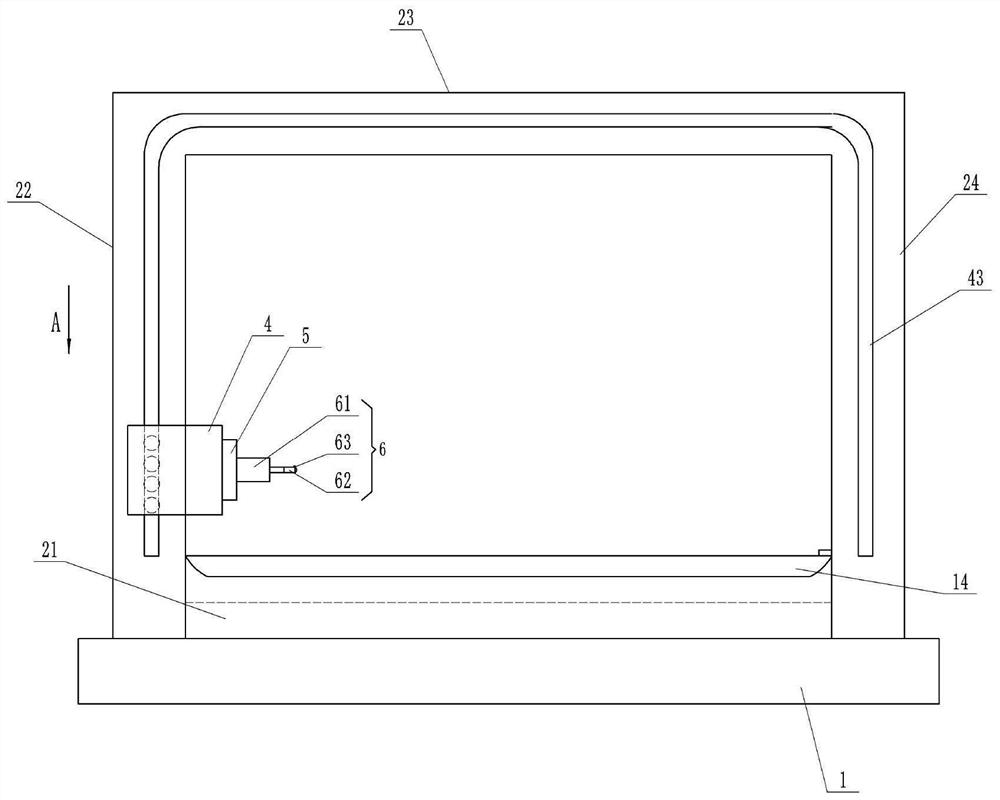
图1为本发明用于垃圾焚烧炉的喷漆装置实施例的示意图;
图2是本发明用于垃圾焚烧炉的喷漆装置实施例1竖直方向结构剖视图;
图3是图1中A方向上行走块和喷漆单元的示意图。
具体实施方式
下面通过具体实施方式进一步详细说明:
说明书附图中的附图标记包括:底座1、凹腔12、旋转机构13、支撑柱131、旋转柱132、齿环133、第一电机134、旋转传动齿轮135、圆盘14、凸起141、底框21、第一框体22、第二框体23、第三框体24、第一传送齿链31、主动齿轮32、第二电机33、第二传送齿链 34、传动齿轮35、第三传送齿链36、行走机构4、行走块41、行走齿轮42、滑槽43、滑块 44、滚珠45、开关46、支板5、喷漆单元6、调节结构61、喷头62、距离传感器63。
实施例如图1、图2所示,用于垃圾焚烧炉的喷漆装置,包括底座1、架体和喷漆单元6,架体下端为底框21,架体还设置了第一框体22、第二框体23、第三框体24,第一框体22、第二框体23、第三框体24与底框21依次连接组成矩形框。底框21与底座1转动连接,底座1上设置了用于驱动底框21转动的旋转机构13,用来控制架体的转动。沿第一框体22、第二框体23、第三框体24设置了来回行走的行走机构4,行走机构4可以沿着第一框体22、第二框体23、第三框体24移动,进而带动喷漆单元6在架体上移动。行走机构4上设置了支板5,支板5上均匀设置了多个喷漆单元6。喷漆单元6包括调节结构61和喷头62,喷头 62上设置了距离传感器63,距离传感器63和调节结构61电连。喷头62通过油管连接有油箱,图中未示出。
本实施例中底座1内部设置了凹腔12,凹腔12上固有支撑柱131,支撑柱131上端设置了圆盘14,圆盘14用于放置垃圾焚烧炉部件,圆盘14的四周为向上凸起141。支撑柱131外部转动连接有旋转柱132,旋转柱132上端与底框21固定连接,底框21位于圆盘14和底座1之间,旋转柱132下端设置有齿环133,旋转机构13包括第一电机134,第一电机134 位于凹腔12中,第一电机134的输出轴上设置了旋转传动齿轮135,旋转传动齿轮135与齿环133啮合。第一电机134通过旋转传动齿轮135带动齿环133转动,使旋转柱132转动,旋转柱132转动即可使底框21转动,进而使架体转动,架体上的行走机构4和喷漆单元6 等将会随之转动。
本实施例中架体上沿第一框体22、第二框体23、第三框体24设置有传送齿链,以及用于驱动传送齿链传送的第二电机33;具体的传送齿链包括设置于第一框体22的第一传送齿链31、设置于第二框体23的第二传送齿链34、设置于第三框体24的第三传送齿链36,架体上位于第一传送齿链31和第二传送齿链34之间设置了主动齿轮32,第二电机33驱动主动齿轮32转动,架体上位于第二传送齿链34和第三传送齿链36之间设置了传动齿轮35;即第二电机33驱动主动齿轮32转动,通过主动齿轮32和传动齿轮35,即可使第一传送齿链31、第二传送齿链34、第三传送齿链36沿一个方向传送。
如图3所示,行走机构4还包括行走块41,行走块41上设置了多个滑块44,本实施例中优选为3个滑块44,架体上沿第一框体22、第二框体23、第三框体24设置有滑槽43,滑块44端部设置了滚珠45,滑块44通过滚珠45与滑槽43滑动连接。行走块41内部转动设置了行走齿轮42,行走齿轮42为多个,本实施例中齿轮优选为2个,行走齿轮42与传送齿链啮合。
本实施例中第三框体24的下端设置了控制行走机构4掉转方向的开关46。调节结构61 为气缸,喷漆单元6为多个,相邻两个喷漆单元6间隔5-15cm。本实施例中距离传感器63 选用超声波距离传感器63,其使用比较迅速、方便、计算简单、易于做到实时控制,并且在测量精度方面能达到工业实用的要求。
具体实施过程如下:本装置在使用前,可预先设定喷头62与垃圾焚烧炉部件的距离,将需要进行喷漆加工的垃圾焚烧炉部件放到底座1上。然后打开喷头62,同时启动行走机构 4,即启动第二电机33转动,第二电机33驱动主动齿轮32转动,通过主动齿轮32和传动齿轮35,即可使第一传送齿链31、第二传送齿链34、第三传送齿链36沿一个方向传送,使行走机构4沿第一框体22、第二框体23、第三框体24移动。当行走机构4到达第三框体24 的下端,行走机构4将会碰到掉转方向的开关46,开关46控制第二电机33反转,即可使想走机构转向行走,即沿第三框体24、第二框体23、第一框体22移动,行走机构4移动过程中喷头62开启,喷头62将会对垃圾焚烧炉部件的表面进行喷漆加工,行走机构4在此过程中完成了对垃圾焚烧炉部件三个面的喷漆加工,且进行了两次喷漆,此过程喷漆加工结束后。可启动旋转机构13,通过第一电机134转动,控制旋转传动齿轮135转动,带动齿环133 转动,进而使旋转柱132转动,旋转柱132转动将会是架体及假体上的行走机构4和喷漆单元6随之转动;控制架体旋转90°,再次同时启动喷头62和行走机构4,控制行走机构4 在第一框体22上来回移动一次,即可完成垃圾焚烧炉部件第四个面的喷漆加工。然后采用上述方法再次启动旋转机构13,将架体旋转180°,再次同时启动喷头62和行走机构4,控制行走机构4在第一框体22上来回移动一次,即可完成垃圾焚烧炉部件第五个面的喷漆加工。以上过程即可完成垃圾焚烧炉部件五个表面的全面喷漆加工,且均为来回喷漆,可使喷漆加工更为均匀,同时通过调节结构61使喷头62与垃圾焚烧炉部件的表面间距保持一致,进一步使喷漆加工均匀。
实施例2
本实施例与实施例1的不同之处在于,实施例1中,旋转机构13采用第一电机134、旋转传动齿轮135、齿环133、旋转柱132联动配合实现,本实施例中旋转机构13包括第一电机134采用水平气缸代替,旋转传动齿轮135采用传动齿条代替,水平气缸的伸缩杆水平设置并与齿条固定连接,齿条的伸缩带动齿环133转动,使旋转柱132转动,旋转柱132转动即可使底框21转动,进而使架体转动,架体上的行走机构4和喷漆单元6等将会随之转动。
采用水平气缸和齿条的结构设置,旋转柱132的旋转角度通过齿条移动的长度进行控制,进而使架体的旋转角度更好控制,旋转时更精准。
以上所述的仅是本发明的实施例,方案中公知的具体技术方案和/或特性等常识在此未作过多描述。应当指出,对于本领域的技术人员来说,在不脱离本发明技术方案的前提下,还可以作出若干变形和改进,这些也应该视为本发明的保护范围,这些都不会影响本发明实施的效果和专利的实用性。本申请要求的保护范围应当以其权利要求的内容为准,说明书中的具体实施方式等记载可以用于解释权利要求的内容。
- 用于垃圾焚烧炉的喷漆装置
- 一种适用于小型垃圾焚烧炉的炉排装置及小型垃圾焚烧炉