一种钢轨复合打磨车
文献发布时间:2023-06-19 11:55:48
技术领域
本发明涉及轨道工程机械技术领域,尤其涉及一种应用于钢轨打磨的复合打磨车。
背景技术
列车运行过程中,由于钢轨长期处于恶劣的工作环境,动力作用、自然环境和钢轨本身质量等多重原因导致轨面条件不断恶化和轨头变形,产生波浪磨耗、肥边、剥落、轨面鱼鳞等缺陷,影响行车安全。钢轨打磨能够清除钢轨表面不平顺将轨头恢复到初始设计要求,从而实现有效改善轮轨关系,减缓钢轨表面缺陷发展、提高钢轨表面平滑度,延长钢轨使用寿命。打磨小车是打磨作业的执行机构,是钢轨打磨车的关键组成结构。
打磨装置是钢轨打磨作业的执行机构,同时也是钢轨打磨车的关键组成部件及核心作业结构,在打磨车上具有重要的地位与作用。同时,打磨车所要求的打磨动作、质量、效率、钢轨打磨角度的覆盖情况及打磨工艺的先进性等最终都要由打磨装置来体现。而打磨装置通常是由多个打磨单元组成,现有的钢轨打磨装置一般由6个、8个、10个等打磨单元组成。打磨小车中最核心的部分就是打磨单元,而打磨单元的打磨砂轮直接作用在钢轨上实现打磨作业,所以打磨单元机构设计的合理性和动作的精确性就显得十分重要。
在现有技术中,主要有以下技术方案与本发明申请相关:
现有技术1为北京二七机车工业有限责任公司于20140422申请,并于20140709公开,公开号为CN103911926A的中国发明申请。该申请公开了一种钢轨打磨车,包括车架体,车架体上设有打磨单元,车架体的下部设有行走轮,车架体悬挂在打磨列车上,车架体与打磨列车之间设有升降液压缸。车架体与打磨列车之间设有锁紧装置。车架体与打磨列车之间设有牵引装置。该申请描述的钢轨打磨车可以修正轨道波浪状磨损、轮轨擦伤,纠正内外轨倾斜变形和修整轮轨接触面等缺陷,适用于大型养路作业,对直线、曲线钢轨打磨。
现有技术2为长沙瀚鹏电子技术有限公司于20190308,并于20190514公开,公开号为CN109750566A的中国发明申请。该申请公开了一种钢轨打磨小车,包括车架、打磨单元和脱轨保护装置,车架的上方两侧均安装有牵引杆,且车架的下方固定有走行轮,打磨单元设置于车架的内部,且车架的上方安装有集尘通道,脱轨保护装置固定于车架的左右两侧,且车架的内部两侧安装有提升装置,提升装置的下方设置有偏转电缸,且偏转电缸的下方安装有导向杆,导向杆的外侧设置有导向座,且导向座的一侧固定有电缸。该申请描述的钢轨打磨小车设置有便于平移的横移结构,导向座能够在电缸的驱动作用下在导向杆上的位移,从而能够实现打磨单元的横移,便于在打磨避开钢轨两旁障碍物,扩大作业范围。
现有技术3为中铁上海工程局集团有限公司、中铁上海工程局集团华海工程有限公司、柯瓦力起重科技(上海)有限公司于20150825申请,并于20151111公开,公开号为CN105040536A的中国发明申请。该申请公开了一种钢轨焊缝五磨头仿形全断面打磨装置及打磨方法,两套轨头打磨机构、两套轨腰打磨机构、一套轨底打磨机构分别通过其内设的动力滑台固定架集成固定于基础下滑台装置上,使轨头打磨机构的磨头组件与轨头待打磨部分相抵,轨腰打磨机构的磨头组件与轨腰待打磨部分相抵,轨底打磨机构的磨头组件与轨底待打磨部分相抵,基础下滑台装置由基础下滑台进给机构控制连接,并安装于基础板总成上,各磨头前后还设有激光定位检测装置,激光定位检测装置通过信号线连接控制装置,控制装置控制连接基础下滑台进给机构。该申请描述的打磨装置使用寿命长,自动化程度高,可操作性强,需要人工少,环境污染轻,工人受到人身伤害的可能性微小。
上述现有技术1和2均采用杯形砂轮进行打磨,存在结构复杂、磨头数量多,偏转时容易与轨边设备干涉的技术缺陷,也难以实现道岔的全廓形打磨,在使用中存在一定的线路限定条件。而现有技术3采用碟形砂轮进行打磨,虽然具有磨头数量少、作业通过性好等优点,但仍然存在作业效率低、打磨角度范围窄、磨头容易被磨损严重的钢轨塑型的技术缺陷。
发明内容
有鉴于此,本发明的目的在于提供一种钢轨复合打磨车,以解决现有打磨车无法同时满足钢轨打磨磨削量大、打磨角度范围宽、作业效率高、作业通过性好等要求的技术问题。
为了实现上述发明目的,本发明具体提供了一种钢轨复合打磨车的技术实现方案,钢轨复合打磨车,包括:
车体;
设置于所述车体下部的车架;
以及安装于所述车架上的钢轨复合打磨装置。
所述钢轨复合打磨装置进一步包括:
沿作业方向设置于钢轨上方的包络打磨单元及仿形打磨单元。所述包络打磨单元,利用杯形砂轮对钢轨的轨面进行包络式打磨。所述仿形打磨单元,利用仿形砂轮对钢轨的轨面进行仿形式磨削。
进一步的,所述仿形砂轮的打磨工作面被加工为钢轨的全部或部分目标廓形。
进一步的,所述包络打磨单元沿作业方向布置于仿形打磨单元的前方,所述包络打磨单元在仿形打磨单元之前进行作业。
进一步的,通过一个杯形砂轮多次调整打磨位置及角度,或多个杯形砂轮的组合实现整个钢轨目标廓形的包络。
进一步的,所述杯形砂轮能在第一砂轮驱动机构的带动下与钢轨的顶面形成外偏40°至内偏75°之间的任意夹角,通过1至7个杯形砂轮的组合实现对单侧钢轨轨面整个目标廓形的包络。
进一步的,通过一个具有整个钢轨目标廓形仿形面的仿形砂轮,或多个仿形砂轮的组合实现整个钢轨目标廓形的仿形。
进一步的,所述仿形砂轮能在第二砂轮驱动机构的带动下覆盖钢轨轨面外偏40°至内偏75°的打磨角度,通过1至5个仿形砂轮的组合实现对单侧钢轨轨面整个目标廓形的仿形。
进一步的,在打磨前先对钢轨进行廓形检测,检测后进行打磨目标廓形的设定,若判定钢轨的磨损未超过设定范围,则单独使用仿形砂轮对钢轨进行小磨削量的预防性打磨。若判定钢轨的磨损超过设定范围,需要进行大打磨量的修复性打磨,则先采用杯形砂轮进行钢轨廓形的包络式打磨,再采用仿形砂轮对钢轨的轨面进行磨削作业。
进一步的,所述钢轨复合打磨装置包括至少两个钢轨打磨装置,其中一个钢轨打磨装置包括安装于所述车架左侧和/或右侧的1至7个包络打磨单元,另一个钢轨打磨装置包括安装于所述车架左侧和/或右侧的1至5个仿形打磨单元。
进一步的,当对钢轨进行小磨削量的预防性打磨时,仅将安装有仿形打磨单元的钢轨打磨装置落于钢轨上,安装有杯形打磨单元的钢轨打磨装置不下放并处于停机状态。通过第二砂轮驱动机构带动所述仿形砂轮旋转并下移,使仿形砂轮与所述钢轨的轨面接触,并开始进行磨削作业。
进一步的,所述钢轨复合打磨装置包括至少一个钢轨打磨装置,所述钢轨打磨装置包括安装于所述车架左侧和/或右侧的1至7个包络打磨单元,以及1至5个仿形打磨单元。
进一步的,当对钢轨进行小磨削量的预防性打磨时,将钢轨打磨装置落于钢轨上,所述包络打磨单元不下放并处于停机状态。通过第二砂轮驱动机构带动所述仿形砂轮旋转并下移,使仿形砂轮与所述钢轨的轨面接触,并开始进行磨削作业。
进一步的,当对钢轨进行大打磨量的修复性打磨时,将钢轨打磨装置落于钢轨上,通过第一砂轮驱动机构带动所述杯形砂轮旋转并下移,使杯形砂轮与所述钢轨的轨面接触,并开始进行打磨作业。所述第一砂轮驱动机构包括第一旋转机构、第一偏转机构、第一横移机构及第一升降机构。通过第一旋转机构带动所述杯形砂轮旋转,通过第一偏转机构带动杯形砂轮的端面与钢轨的顶面成设定夹角,通过第一横移机构带动杯形砂轮的中心接近被打磨钢轨的轨面,通过第一升降机构将杯形砂轮下压于钢轨的轨面上进行打磨作业。
进一步的,当对钢轨进行大打磨量的修复性打磨时,通过所述仿形砂轮对经过包络式打磨的钢轨轨面进行仿形磨削。将钢轨打磨装置落于钢轨上,通过第二砂轮驱动机构带动所述仿形砂轮旋转并下移,使仿形砂轮与所述钢轨的轨面接触,并开始进行打磨作业。所述第二砂轮驱动机构包括第二旋转机构、第二横移机构及第二升降机构。通过第二旋转机构带动仿形砂轮旋转,通过第二横移机构带动仿形砂轮接近被打磨钢轨的轨面,通过第二升降机构将仿形砂轮下压于钢轨的轨面上进行磨削,最终得到打磨廓形与目标廓形高度重合、表面光洁,无发蓝现象的钢轨打磨面。
进一步的,所述包络打磨单元在单侧车架的分布关于该侧车架的几何中心点成中心对称。所述包络打磨单元在左右两侧车架的分布关于钢轨打磨装置的纵向中轴线成轴对称或关于钢轨打磨装置的几何中心点成中心对称。
通过实施上述本发明提供的钢轨复合打磨车的技术方案,具有如下有益效果:
(1)本发明钢轨复合打磨车,采用包络打磨与仿形打磨相结合的方式,可以充分利用两种打磨方式的优点,同时弥补各自的缺点和不足,极大增强了打磨装置的适用性和通用性,通过不同的组合方式可以实现各种铁路环境下的钢轨打磨;
(2)本发明钢轨复合打磨车,当进行磨削量小的预防性打磨时,可以只使用仿形打磨单元作业,以避免过度打磨;当进行道岔打磨或对钢轨内侧存在障碍物的线路区段进行打磨时,可以仅使用仿形打磨单元作业,而无需跳过这些区域,作业通过性好;
(3)本发明钢轨复合打磨车,当进行磨削量大的修复性打磨时,可先使用包络打磨单元作业,之后再使用仿形打磨单元进行精修,以提高打磨作业效率;当钢轨变形大(如存在肥边等病害)时,可先使用包络打磨单元作业,之后再使用仿形打磨单元作业,可以避免仿形砂轮被塑型;
(4)本发明钢轨复合打磨车,采用包络打磨与仿形打磨相结合,包络打磨在仿形打磨之前进行,不但结构简单,磨头数量较少,打磨角度范围大,而且能够最终得到打磨廓形与目标廓形高度重合、表面光洁,无发蓝现象的钢轨打磨面。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单的介绍。显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的实施例。
图1是应用于本发明钢轨复合打磨车的钢轨复合打磨装置一种具体实施例中包络打磨模式下杯形砂轮布局的结构示意图;
图2是应用于本发明钢轨复合打磨车的钢轨复合打磨装置一种具体实施例中包络打磨的打磨区域示意图;
图3是应用于本发明钢轨复合打磨车的钢轨复合打磨装置一种具体实施例中仿形磨削模式下仿形砂轮布局的结构示意图;
图4是应用于本发明钢轨复合打磨车的钢轨复合打磨装置一种具体实施例中仿形磨削的打磨区域示意图;
图5是应用于本发明钢轨复合打磨车的钢轨复合打磨装置另一种具体实施例中仿形砂轮的布局结构示意图;
图6是应用于本发明钢轨复合打磨车的钢轨复合打磨装置第三种具体实施例中仿形磨削模式下仿形砂轮布局的结构示意主视图;
图7是应用于本发明钢轨复合打磨车的钢轨复合打磨装置第三种具体实施例中仿形磨削模式下仿形砂轮布局的结构示意俯视图;
图8是应用于本发明钢轨复合打磨车的钢轨复合打磨装置另一种具体实施例中仿形磨削的打磨区域示意图;
图9是应用于本发明钢轨复合打磨车的钢轨复合打磨装置一种具体实施例中仿形打磨单元省略部分结构后的示意简图;
图10是应用于本发明钢轨复合打磨车的钢轨复合打磨装置一种具体实施例中包络打磨单元省略部分结构后的示意简图;
图11是应用于本发明钢轨复合打磨车的钢轨复合打磨装置一种具体实施例中打磨砂轮布局的立体结构示意图;
图12是应用于本发明钢轨复合打磨车的钢轨复合打磨装置一种具体实施例中打磨砂轮布局在另一视角下的立体结构示意图;
图13是应用于本发明钢轨复合打磨车的钢轨复合打磨装置一种具体实施例中打磨砂轮布局的结构示意主视图;
图14是应用于本发明钢轨复合打磨车的钢轨复合打磨装置一种具体实施例中打磨砂轮布局的结构示意俯视图;
图15是应用于本发明钢轨复合打磨车的钢轨复合打磨装置一种具体实施例中打磨砂轮布局的结构示意左视图;
图16是应用于本发明钢轨复合打磨车的钢轨复合打磨装置一种具体实施例中打磨砂轮布局的结构示意右视图;
图17是应用于本发明钢轨复合打磨车的钢轨复合打磨装置第二种具体实施例中打磨砂轮布局的立体结构示意图;
图18是应用于本发明钢轨复合打磨车的钢轨复合打磨装置第二种具体实施例中打磨砂轮布局在另一视角下的立体结构示意图;
图19是应用于本发明钢轨复合打磨车的钢轨复合打磨装置第二种具体实施例中打磨砂轮布局的结构示意俯视图;
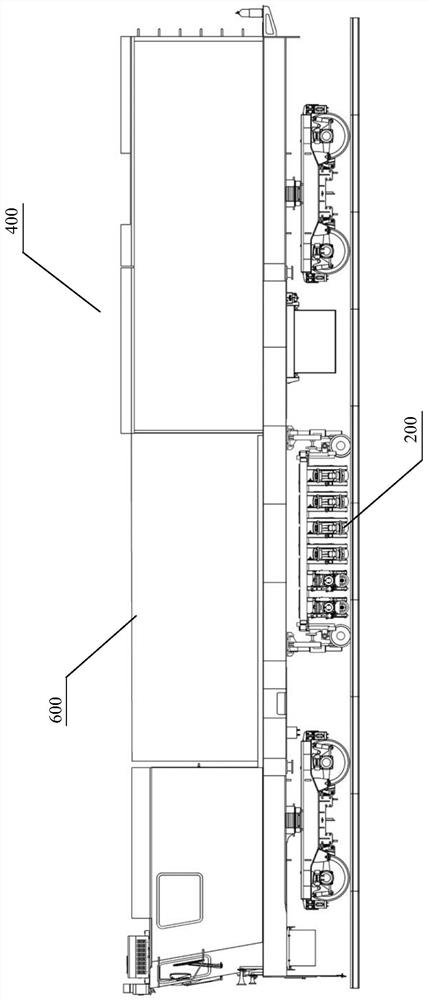
图20是本发明钢轨复合打磨车一种具体实施例的结构示意图;
图21是本发明钢轨复合打磨车一种具体实施例中钢轨打磨装置(省略防火防尘装置后)的结构示意图;
图22是本发明钢轨复合打磨车一种具体实施例中钢轨打磨装置的立体结构示意图;
图23是本发明钢轨钢轨复合打磨车一种具体实施例中的打磨砂轮布局结构示意图;
图24是本发明钢轨钢轨复合打磨车第二种具体实施例中的打磨砂轮布局结构示意图;
图25是应用于本发明钢轨复合打磨车的钢轨复合打磨装置一种具体实施例中包络打磨单元的结构示意图;
图26是应用于本发明钢轨复合打磨车的钢轨复合打磨装置一种具体实施例中包络打磨单元在另一视角下的结构示意图;
图27是应用于本发明钢轨复合打磨车的钢轨复合打磨装置一种具体实施例中包络打磨单元的安装结构示意图;
图28是应用于本发明钢轨复合打磨车的钢轨复合打磨装置一种具体实施例中仿形打磨单元的结构示意图;
图29是应用于本发明钢轨复合打磨车的钢轨复合打磨装置一种具体实施例中仿形打磨单元在另一视角下的结构示意图;
图30是应用于本发明钢轨复合打磨车的钢轨复合打磨装置一种具体实施例中仿形打磨单元的安装结构示意图;
图31是基于本发明钢轨复合打磨车的钢轨复合打磨方法一种具体实施例的程序流程图;
图中:1-包络打磨单元,2-仿形打磨单元,3-钢轨,4-第一砂轮驱动机构,5-第二砂轮驱动机构,6-提升机构,7-牵引机构,8-走行轮,9-横移导柱外梁,10-横移导柱固定梁,100-钢轨打磨装置,101-第一横移导柱,102-第一打磨单元架,103-第一电机锁定装置,104-第一升降驱动机构,105-第一打磨电机,106-第一电机安装背板,107-第一升降导套,108-导柱固定梁,109-第一升降驱动连接座,110-第一偏转驱动机构,111-第一偏转轴,112-第一升降导柱,113-第一转臂,114-第一打磨砂轮,115-第二转臂,116-第一横移驱动机构,117-第一连接梁,118-第一横移导套,119-电机接线盒,120-锁定安装座,121-锁定手柄,122-连接销,123-第一锁定钩,124-锁定弹簧,125-升降驱动安装座,126-第一臂架,127-第一肋板,128-第一转臂孔,129-第二连接梁,200-钢轨复合打磨装置,201-第二横移导柱,202-第二打磨单元架,203-第二电机锁定装置,204-第二升降驱动机构,205-第二打磨电机,206-第二电机安装背板,207-第二升降导套,208-侧压驱动机构,209-第二偏转驱动机构,210-第二偏转轴,211-第二横移驱动机构,212-第二升降导柱,213-第三转臂,214-第二打磨砂轮,215-第四转臂,216-皮带传动机构,217-电机摆动架,218-第二横移导套,219-导柱上固定梁,220-电机摆动架安装座,221-转轴,222-侧压驱动安装架,223-第三连接梁,224-侧压驱动连接座,225-传动箱,226-升降驱动连接座,227-第四连接梁,228-第二锁定钩,229-第二臂架,230-第二肋板,231-第二转臂孔,300-车架,400-钢轨复合打磨车,500-防火防尘装置,600-车体。
具体实施方式
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整的描述。显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
如附图1至附图31所示,给出了本发明钢轨复合打磨车的具体实施例,下面结合附图和具体实施例对本发明作进一步说明。
实施例1
如附图1至附图19所示,一种应用于本发明钢轨复合打磨车400的钢轨复合打磨装置200的实施例,具体包括:
沿作业方向设置于钢轨3上方的包络打磨单元1及仿形打磨单元2;
包络打磨单元1,利用第一打磨砂轮114对钢轨3的轨面进行包络式打磨,第一打磨砂轮114采用杯形砂轮,如附图1和附图2所示;
仿形打磨单元2,利用第二打磨砂轮214对钢轨3的轨面进行仿形式磨削,所述第二打磨砂轮214采用仿形砂轮,如附图3和附图4所示。
第二打磨砂轮214的打磨工作面加工为钢轨3的全部或部分目标廓形。仿形砂轮可通过一个砂轮做成整个钢轨3的目标廓形仿形面,也可通过多个(如三个砂轮或更多)砂轮组合成符合目标廓形的仿形面。或者第二打磨砂轮214的打磨工作面预先不进行加工而采用直面,利用第二打磨砂轮214的打磨自锐性,在打磨作业过程中,第二打磨砂轮214根据钢轨打磨位置的弧面自动生成相对应的弧面而被塑型。
当进行打磨作业时,包络打磨单元1调整至设定的横向位置及倾斜角度,下压并通过第一打磨砂轮114的端面对钢轨3的轨面进行打磨,通过单个或若干个第一打磨砂轮114的组合实现对单侧钢轨3的轨面整个目标廓形的包络。作为本发明一种典型的具体实施例,如附图11至附图19所示,可以通过5个第一打磨砂轮114的组合实现对单侧钢轨3的轨面整个目标廓形的包络。
当进行打磨作业时,仿形打磨单元2调整至设定的横向位置,下压并通过其第二打磨砂轮214的外圆周面对钢轨3的轨面进行磨削。第二打磨砂轮214的旋转工作面垂直于钢轨3的轨面,通过单个(如附图3和附图4所示)或若干个(如附图5和附图6所示)第二打磨砂轮214的组合实现对单侧钢轨3轨面整个目标廓形的仿形。如附图11至附图16所示,可以通过单个第二打磨砂轮214(正向打磨,即沿L所示方向打磨作业时)或3个第二打磨砂轮214的组合(反向打磨,即沿L所示反方向打磨作业时)实现对单侧钢轨3轨面整个目标廓形的仿形。当仿形打磨单元2沿作业方向的前、后两端均设置有包络打磨单元1时,钢轨打磨车400无需换向即可完成对钢轨3的往复式打磨,能够形成更高打磨质量的钢轨3。如附图17至附图19所示,通过2个第二打磨砂轮214的组合实现对单侧钢轨3轨面整个目标廓形的仿形。
钢轨复合打磨装置200进一步包括1至7个包络打磨单元1。如附图10所示,第一打磨砂轮114能在第一砂轮驱动机构4的带动下与钢轨3的顶面形成外偏40°至内偏75°之间的任意夹角,如附图2所示。钢轨复合打磨装置200进一步包括1至5个仿形打磨单元2。如附图9所示,第二打磨砂轮214能在第二砂轮驱动机构5的带动下覆盖钢轨3轨面自中垂线外偏40°至内偏75°的打磨角度,如附图3和附图4所示。理论上,第一打磨砂轮114和第二打磨砂轮214的数量设置越多,对钢轨3的打磨效果越精细,打磨质量越高。但是,综合考虑打磨质量和装置结构的复杂度及成本因素,本实施例给出对于单侧的钢轨3设置5个第一打磨砂轮114,以及3个第二打磨砂轮214的最优结构配置方式。
如附图7和附图8所示,第二打磨砂轮214与钢轨3接触点的切线方向与钢轨3的长度方向成0°或设定夹角,如15°等。打磨电机安装后打磨砂轮与钢轨3之间的夹角可控,确保打磨下高温铁屑的飞溅方向可控。同时,使得磨削痕迹与钢轨长度方向形成一定夹角,不同角度的夹角设置可以形成交错纹,有利于钢轨3表面使用寿命的。
当钢轨3的磨损或变形未超过设定范围,通过采用第二打磨砂轮214对钢轨3进行小磨削量的预防性打磨,以避免过度打磨。包络打磨单元1在仿形打磨单元2之前进行作业。当钢轨3的磨损或变形超过设定范围,需要进行大打磨量的修复性打磨,则先采用第一打磨砂轮114进行钢轨廓形的包络式打磨,再采用第二打磨砂轮214对钢轨3的轨面进行精修磨削,提高打磨作业效率。当钢轨变形大(肥边等病害)时,可以先采用包络打磨单元1进行作业,之后再采用仿形打磨单元2进行作业,以避免第二打磨砂轮214被塑型。采用第二打磨砂轮214对道岔区域进行打磨作业。采用第二打磨砂轮214对轨道3内侧存在障碍物(如计轴器、自动润滑装置、护轨、人防门等)的钢轨区段进行打磨作业,而无需跳过这些区域。如附图10所示,第一砂轮驱动机构4包括第一旋转机构、第一偏转机构、第一横移机构及第一升降机构,通过第一旋转机构带动第一打磨砂轮114沿W所示的方向旋转。通过第一偏转机构带动第一打磨砂轮114的端面沿D所示的方向(即钢轨内外侧方向)偏转,并与钢轨3的顶面成设定夹角。通过第一横移机构带动第一打磨砂轮114的中心沿Y所示的方向(即垂直于钢轨长度的方向)移动,并接近被打磨钢轨3的轨面。通过第一升降机构带动第一打磨砂轮114沿Z所示的方向(可向钢轨3的轨面施加可变的压力)下压于钢轨3的轨面上沿X所示的方向(即钢轨复合打磨车400作业行进的方向)进行打磨作业。
如附图9所示,第二砂轮驱动机构5包括第二旋转机构、第二横移机构及第二升降机构,通过第二旋转机构带动第二打磨砂轮214沿W所示的方向旋转。通过第二打磨砂轮214对经过包络式打磨的钢轨3轨面进行仿形磨削。通过第二横移机构带动第二打磨砂轮214沿Y所示的方向接近被打磨钢轨3的轨面,通过第二升降机构带动第二打磨砂轮214沿Z所示的方向(可向钢轨3的轨面施加可变的压力)下压于钢轨3的轨面上沿X所示的方向(即钢轨复合打磨车400作业行进的方向)进行磨削作业。
本实施例给出了一种采用包络打磨与仿形磨削相结合的钢轨复合打磨装置200,可以充分利用两种打磨方式的优点,同时各自弥补了对方的缺点和不足,极大增加了打磨装置对作业线路环境的适用性和通用性,可以更好地满足铁路维护部门对钢轨打磨作业的操作要求。
实施例2
如附图20至附图24所示,一种本发明钢轨复合打磨车400的实施例,具体包括:
车体600;
设置于车体600下部的车架300;
以及安装于车架300上,如实施例1所述的钢轨复合打磨装置200,钢轨复合打磨装置200包括至少一个钢轨打磨装置100。
钢轨复合打磨车400,还进一步包括:
一端连接至钢轨复合打磨车400的底部,另一端与车架300相连的提升机构6;
安装于钢轨复合打磨车400的底部,并与车架300连接的牵引机构7;
以及安装于车架300上,并布置于车架300外部的防火防尘装置500,钢轨打磨装置100安装于车架300上,并布置于防火防尘装置500的内部。
整个钢轨复合打磨车400包括车体600、提升机构6、牵引机构7、走行轮8、钢轨打磨装置100、车架300及防火防尘装置500等结构。其中,提升机构6和牵引机构7均为一端与钢轨复合打磨车400的车体600底部连接,另一端与车架300连接。钢轨打磨装置100安装在车架300上。钢轨打磨装置100及车架300的外部设置有防火防尘系统500,包含顶部软帘、车门、底部软帘等结构。防火防尘系统500安装在车架300上,能够起到密闭环境,隔离铁屑、火花及灰尘的作用。
其中,牵引机构7进一步采用竖直安装式结构,能够解决传统打磨小车斜拉式牵引机构带来的牵引弊端,避免斜拉式牵引杆的垂向牵引分力导致的减载作用,还能够缩短打磨装置的整体尺寸空间,有利于钢轨复合打磨车400的尺寸设计和布局。
仿形砂轮的打磨工作面被加工为钢轨3的全部或部分目标廓形。同时,通过一个杯形砂轮多次调整打磨位置及角度,或多个杯形砂轮的组合实现整个钢轨3目标廓形的包络。如上图中,该打磨方式采用杯型砂轮形成若干个打磨面(根据钢轨打磨标准,各区域内的打磨面宽度应符合相关铁路标准)对钢轨面进行包络,这样打磨出来的钢轨面由多个小平面组成。通过一个具有整个钢轨3目标廓形仿形面的仿形砂轮,或多个仿形砂轮的组合实现整个钢轨3目标廓形的仿形。仿形式磨削的打磨方式采用加工成型的与打磨目标廓形相近的仿形砂轮对钢轨3进行磨削,该种打磨方式能形成圆滑的钢轨廓形、较低粗糙度值的钢轨轨面,同时可以顺畅通过道岔区域的打磨,但该种打磨方式的砂轮容易受被打磨钢轨的廓形影响而失去原有的廓形。因此,在本实施例中,包络打磨单元1沿作业方向L布置于仿形打磨单元2的前方,包络打磨单元1在仿形打磨单元2之前进行作业。本实施例给出的钢轨复合打磨车400既具有包络打磨的打磨作业机构(即包络打磨单元1),也具有仿形打磨的作业机构(即仿形打磨单元2),根据具体的线路情况和作业要求,可以对两种作业机构进行灵活的作业组合,以更好地满足施工的作业要求。
钢轨复合打磨装置200包括至少两个钢轨打磨装置100,其中一个钢轨打磨装置100包括安装于车架300左侧和/或右侧的1至7个包络打磨单元1,另一个钢轨打磨装置100包括安装于车架300左侧和/或右侧的1至5个仿形打磨单元2。钢轨复合打磨装置200包括至少一个钢轨打磨装置100,钢轨打磨装置100包括安装于车架300左侧和/或右侧的1至7个包络打磨单元1,以及1至5个仿形打磨单元2。如附图23和附图24所示,包络打磨单元1在单侧车架300的分布关于该侧车架300的几何中心点成中心对称。包络打磨单元1在左右两侧车架300的分布关于钢轨打磨装置100的纵向中轴线成轴对称或关于钢轨打磨装置100的几何中心点成中心对称。
在本实施例中,具体方案是在同一个钢轨打磨装置100中的左右两侧共安装有2至10个包络打磨单元1(包络打磨单元1的数量不定,一般选择偶数)及2至6个仿形打磨单元2(仿形打磨单元2的数量不定,一般选择偶数),如附图23所示。每个杯形砂轮的端面与钢轨3的顶面形成的夹角可在砂轮安装机构(即第一砂轮驱动机构4)的作用下与钢轨3的顶面形成外偏40°至内偏75°的任意夹角,如附图2所示。仿形砂轮或其组合可覆盖外偏40°至内偏75°的钢轨打磨角度,整个廓形由一个或多个不同的仿形砂轮覆盖(如三个)。如附图5和附图6所示,通过对三个仿形砂轮位置的布局,实现对钢轨廓形形成外偏40°至内偏75°的打磨需求,或采用单个仿形砂轮覆盖外偏40°至内偏75°的钢轨打磨,如附图3和附图4所示。仿形砂轮的安装可设计成砂轮与钢轨接触点的切线方向与钢轨长度方向成0°,或成一定夹角,如15°等,如附图7和8所示。或可以在一个钢轨打磨装置100内安装2至10个包络打磨单元1(对应杯形砂轮),在另一钢轨打磨装置100内安装2至6个仿形打磨单元2(对应仿形砂轮),如附图24所示。
在打磨前先对钢轨3进行廓形检测,检测后进行打磨目标廓形的设定,若判定钢轨3的磨损未超过设定范围,则单独使用仿形砂轮对钢轨3进行小磨削量的预防性打磨,即可得到很好的打磨效果。若判定钢轨3的磨损超过设定范围,需要进行大打磨量修复性打磨,则先采用杯形砂轮进行钢轨3廓形的包络式打磨,再采用仿形砂轮对钢轨3的轨面进行磨削作业。
若采用同一钢轨打磨装置100内布置有包络打磨单元1(对应于杯式砂轮)及仿形打磨单元2(对应于仿形砂轮)的结构形式,且该装置悬挂于车体600的下方。当对钢轨3进行小磨削量的预防性打磨时,将钢轨打磨装置100落于钢轨3上,包络打磨单元1不下放并处于停机状态。通过第二砂轮驱动机构5带动仿形砂轮旋转并下压,使仿形砂轮与钢轨3的轨面接触,并开始进行磨削作业。
若采用包络打磨单元1单独安装在一个钢轨打磨装置100内,仿形打磨单元2安装在另一个钢轨打磨装置100内。当对钢轨3进行小磨削量的预防性打磨时,仅将安装有仿形打磨单元2的钢轨打磨装置100落于钢轨3上,安装有杯形打磨单元1的钢轨打磨装置100不下放并处于停机状态。通过第二砂轮驱动机构5带动仿形砂轮旋转并下压,使仿形砂轮与钢轨3的轨面接触,并开始进行磨削作业。
当对钢轨3进行大打磨量的修复性打磨时,将钢轨打磨装置100落于钢轨3上,通过旋转机构带动杯形砂轮旋转,通过偏转机构带动杯形砂轮的端面与钢轨3的顶面成设定夹角,通过横移机构带动杯形砂轮的中心接近被打磨钢轨3的轨面,通过升降机构将杯形砂轮下压于钢轨3的轨面上进行打磨作业。同时通过仿形砂轮对经过包络式打磨的钢轨3轨面进行仿形磨削,通过旋转机构带动仿形砂轮旋转,通过横移机构带动仿形砂轮接近被打磨钢轨3的轨面,通过升降机构将仿形砂轮下压于钢轨3的轨面上进行磨削,最终得到打磨廓形与目标廓形高度重合、表面光洁,无发蓝现象的钢轨打磨面。
实施例3
如附图31所示,一种基于实施例2所述钢轨复合打磨车400的钢轨复合打磨方法的实施例,具体包括以下步骤:
S10)利用包络打磨单元1的杯形砂轮对钢轨3的轨面进行包络式打磨;
S20)利用仿形打磨单元2的仿形砂轮对经过包络式打磨后的钢轨3的轨面进行仿形式磨削。
在步骤S10)中,包络打磨单元1调整至设定的横向位置及倾斜角度,并通过其杯形砂轮的端面对钢轨3的轨面进行打磨,通过1至7个杯形砂轮的组合实现对单侧钢轨3轨面整个目标廓形的包络。
在步骤S20)中,仿形打磨单元2调整至设定的横向位置,并通过其仿形砂轮的外圆周面对钢轨3的轨面进行磨削。仿形砂轮的旋转工作面垂直于钢轨3的轨面,通过1至5个仿形砂轮的组合实现对单侧钢轨3轨面整个目标廓形的仿形。
将仿形砂轮的打磨工作面加工为钢轨3的全部或部分目标廓形。或者仿形砂轮的打磨工作面预先不进行加工而采用直面,利用仿形砂轮的打磨自锐性,在打磨作业过程中,仿形砂轮根据钢轨打磨位置的弧面自动生成相对应的弧面而被塑型。
在步骤S10)中,杯形砂轮能在第一砂轮驱动机构4的带动下与钢轨3的顶面形成外偏40°至内偏75°之间的任意夹角。
在步骤S20)中,通过仿形砂轮能在第二砂轮驱动机构5的带动下覆盖钢轨3轨面外偏40°至内偏75°的打磨角度。
在步骤S10)中,仿形砂轮与钢轨3接触点的切线方向与钢轨3长度方向成0°或设定夹角。
在打磨作业过程中,当经过道岔区域或轨道内侧存在障碍物的钢轨3区段时,仅采用仿形砂轮对进行打磨。
在打磨作业前先对钢轨3进行廓形检测,检测后进行打磨目标廓形的设定,若判定钢轨3的磨损未超过设定范围,则单独使用仿形砂轮对钢轨3进行小磨削量的预防性打磨。若判定钢轨3的磨损超过设定范围,需要进行大打磨量的修复性打磨,则先采用杯形砂轮进行钢轨3廓形的包络式打磨,再采用仿形砂轮对钢轨3的轨面进行磨削作业,以避免仿形砂轮被塑型。
步骤S10)进一步包括:将钢轨打磨装置100落于钢轨3上,通过旋转机构带动杯形砂轮旋转,通过偏转机构带动杯形砂轮的端面与钢轨顶面成设定夹角,通过横移机构带动杯形砂轮的中心接近被打磨钢轨3的轨面,通过升降机构将杯形砂轮下压于钢轨3的轨面上进行打磨作业。
步骤S20)进一步包括:通过仿形砂轮对经过包络式打磨的钢轨3的轨面进行仿形磨削,通过旋转机构带动仿形砂轮旋转,通过横移机构带动仿形砂轮接近被打磨钢轨3的轨面,通过升降机构将仿形砂轮下压于钢轨3的轨面上进行磨削,最终得到打磨廓形与目标廓形高度重合、表面光洁,无发蓝现象的钢轨打磨面。
实施例4
如附图25、26及27所示,一种应用于实施例2所述钢轨复合打磨车400的包络打磨单元1的实施例,具体包括:
第一打磨电机105,其转轴连接至第一打磨砂轮114;
用于安装第一打磨电机105的第一打磨单元架102;
设置于第一打磨单元架102与打磨车底部的安装梁之间,用于带动第一打磨电机105实现横移操作的第一平移机构;
设置于第一打磨单元架102与第一打磨电机105之间,用于带动第一打磨电机105实现提升及下压操作的第一升降机构,第一升降机构安装于第一电机安装背板106上;
以及设置于第一升降机构与第一打磨单元架102之间,用于带动第一打磨电机105实现偏转操作的第一偏转机构。
第一平移机构进一步包括第一横移导柱101、第一横移导套118及第一横移驱动机构116,第一打磨单元架102通过第一横移导套118可活动地安装于第一横移导柱101上。第一横移驱动机构116的活动端安装于第一打磨单元架102上,固定端安装于横移导柱固定梁10上。通过第一横移驱动机构116可带动第一打磨单元架102在第一横移导柱101上进行平移运动。安装梁包括横移导柱固定梁10及横移导柱外梁9,第一横移导柱101的一端连接至横移导柱固定梁10,另一端连接至横移导柱外梁9。
第一打磨单元架102进一步包括两个彼此平行并沿纵向相对设置,采用中空曲臂结构的第一臂架126,两个第一臂架126之间设置有第二连接梁129。第一臂架126包括两块彼此平行并沿纵向相对设置的第一肋板127,第一横移导套118连接于两块第一肋板127的上部。第一打磨单元架102通过第一横移导套118可活动地安装于第一横移导柱101上,第一横移导套118的两端连接有第一连接梁117。第一肋板127与第一横移导套118采用组装焊接后加工成型的一体式结构。第一打磨电机105的正面还设置有电机接线盒119。
第一偏转机构进一步包括第一偏转驱动机构110、第一偏转轴111、第一转臂113及第二转臂115。第一转臂113及第二转臂115均通过第一偏转轴111安装于第一打磨单元架102下部的第一转臂孔128。第一偏转驱动机构110的一端安装于第一打磨单元架102上,另一端安装于第二转臂115上。第一偏转驱动机构110的固定端安装于第一打磨单元架102上,活动端铰接安装于第二转臂115上。通过第一偏转驱动机构110可带动第二转臂115以第一偏转轴111为轴转动,从而驱动第一打磨电机105绕第一偏转轴111转动,实现第一打磨砂轮114相对于钢轨3进行不同角度位置的偏转。
第一升降机构进一步包括第一升降驱动机构104、第一升降导套107及第一升降导柱112,两根第一升降导柱112分别安装于第一转臂113及第二转臂115上,第一打磨电机105安装于第一电机安装背板106上。第一升降导套107安装于第一电机安装背板106上,由第一打磨电机105与第一电机安装背板106构成的组件通过第一升降导套107可活动地安装于第一升降导柱112上。第一升降导柱112的上端设置有导柱固定梁108,第一电机安装背板106上设置有第一升降驱动连接座109。第一升降驱动机构104的一端安装于第一升降驱动连接座109上,另一端安装于导柱固定梁108上。第一升降驱动机构104的活动端安装于第一升降驱动连接座109上,固定端通过升降驱动安装座125安装于导柱固定梁108上。通过第一升降驱动机构104可带动第一升降导套107在第一升降导柱112上运动,从而驱动第一打磨电机105在第一升降导柱112上上下运动。
第一转臂113的一端连接至第一升降导柱112上,另一端通过第一偏转轴111铰接安装于一侧第一臂架126下部的第一转臂孔128中。第二转臂115采用V形结构,第二转臂115的V形下部通过第一偏转轴111铰接安装于另一侧第一臂架126下部的第一转臂孔128中。第二转臂115的V形上部一端连接至第一升降导柱112,V形上部的另一端连接至第一偏转驱动机构110的活动端。
包络打磨单元1还包括设置于第一打磨单元架102上部的第一电机锁定装置103,当第一打磨电机105处于高位并不在工作状态时,第一电机锁定装置103限制第一打磨电机105不下落。第一电机锁定装置103包括锁定安装座120、锁定手柄121、连接销122、第一锁定钩123及锁定弹簧124。锁定安装座120固定于第一臂架126的侧部,锁定手柄121的一端穿设于锁定安装座120中,另一端通过连接销122与第一锁定钩123相连。锁定弹簧124的一端连接至锁定安装座120,另一端与连接销122相连。第一锁定钩123的一端通过锁定方式固定于第一臂架126上,另一端连接至第一电机安装背板106。
第一打磨砂轮114进一步采用杯式砂轮结构,第一打磨砂轮114的打磨工作面为端面,通过第一打磨砂轮114的端面对钢轨3进行打磨。第一升降导套107进一步采用直线轴承结构。第一升降驱动机构104进一步采用升降气缸,第一偏转驱动机构110进一步采用偏转油缸,第一横移驱动机构116进一步采用横移电缸。包络打磨单元1能满足第一打磨电机105在朝向钢轨3内侧偏转75°至朝向钢轨3外侧偏转30°之间的任一角度打磨。
实施例5
如附图28、29及30所示,一种应用于实施例2所述钢轨复合打磨车400的仿形打磨单元2的实施例,具体包括:
第二打磨电机205,其转轴连接至第二打磨砂轮214,通过第二打磨砂轮214的端面或外圆周面对钢轨3进行打磨;
用于安装第二打磨电机205的第二打磨单元架202;
设置于第二打磨单元架202与打磨车底部的横移导柱安装架之间,用于带动第二打磨电机205实现横移操作的第二平移机构;
设置于第二打磨单元架202与第二打磨电机205之间,用于带动第二打磨电机205实现提升及下压操作的第二升降机构,第二升降机构安装于第二电机安装背板206上;
设置于第二升降机构与第二打磨电机205之间的电机摆动架217,第二打磨电机205安装于电机摆动架217上;
设置于第二电机安装背板206与电机摆动架217之间,用于带动第二打磨电机205实现侧压操作的侧压机构;
以及设置于第二升降机构与第二打磨单元架202之间,用于带动第二打磨电机205实现偏转操作的第二偏转机构。
第二偏转机构进一步包括第二偏转驱动机构209、第二偏转轴210、第三转臂213及第四转臂215。第三转臂213及第四转臂215均通过第二偏转轴210安装于第二打磨单元架202下部的第二转臂孔231。第二偏转驱动机构209的一端安装于第二打磨单元架202上,另一端安装于第四转臂215上。第二偏转驱动机构209的固定端安装于第二打磨单元架202上,活动端铰接安装于第四转臂215上。通过第二偏转驱动机构209可带动第四转臂215以第二偏转轴210为轴转动,从而驱动第二打磨电机205绕第二偏转轴210转动,实现第二打磨砂轮214相对于钢轨3进行不同角度位置的偏转。
侧压机构进一步包括侧压驱动机构208、侧压驱动安装架222及侧压驱动连接座224,侧压驱动安装架222的一端连接至第二电机安装背板206,另一端与侧压驱动机构208的固定端相铰接,侧压驱动机构208的活动端连接至电机摆动架217。通过侧压驱动机构208能带动第二打磨砂轮214压于钢轨3上或脱离钢轨3。
第二升降机构进一步包括第二升降驱动机构204、第二升降导套207及第二升降导柱212,两根第二升降导柱212分别安装于第三转臂213及第四转臂215上,第二打磨电机205安装于第二电机安装背板206上。第二升降导套207安装于第二电机安装背板206上,由第二打磨电机205与第二电机安装背板206构成的组件通过第二升降导套207可活动地安装于第二升降导柱212上。第二升降导柱212的上端设置有导柱上固定梁219,升降驱动机构6的一端安装于导柱上固定梁219上,另一端安装于侧压驱动安装架222上。
第二升降驱动机构204的活动端安装于侧压驱动安装架222上,固定端通过升降驱动连接座226安装于导柱上固定梁219上。通过第二升降驱动机构204可带动第二升降导套207在第二升降导柱212上运动,从而驱动第二打磨电机205在第二升降导柱212上上下运动。第三转臂213的一端连接至第二升降导柱212上,另一端通过第二偏转轴210铰接安装于一侧第二臂架229下部的第二转臂孔231中。第四转臂215的中部通过第二偏转轴210铰接安装于另一侧第二臂架229下部的第二转臂孔231中,第四转臂215的一端连接至第二升降导柱212,另一端铰接安装于第二偏转驱动机构209的活动端。
第二平移机构进一步包括第二横移导柱201、第二横移导套218及第二横移驱动机构211,第二打磨单元架202通过第二横移导套218可活动地安装于第二横移导柱201上。第二横移驱动机构211的活动端安装于第二打磨单元架202上,固定端安装于横移导柱安装架1上。通过第二横移驱动机构211可带动第二打磨单元架202在第二横移导柱201上进行平移运动。横移导柱安装架包括横移导柱外梁9及横移导柱固定梁10,第二横移导柱201的一端连接至横移导柱外梁9,另一端连接至横移导柱固定梁10。
第二打磨单元架202进一步包括两个彼此平行并沿纵向相对设置,采用中空曲臂结构的第二臂架229,两个第二臂架229之间连接有第四连接梁227。第二臂架229包括两块彼此平行并沿纵向相对设置的第二肋板230,第二横移导套218连接于两块第二肋板230的上部,第二横移导套218的两端连接有第三连接梁223。第二肋板230与第二横移导套218采用组装焊接后加工成型的一体式结构。
第二打磨砂轮214进一步采用碟式砂轮或仿形砂轮结构,第二打磨电机205进一步采用卧式安装结构。当第二打磨砂轮214采用碟式砂轮结构时,第二打磨砂轮214的工作面为端面。当第二打磨砂轮214采用仿形砂轮结构时,第二打磨砂轮214的工作面为外圆周面。第二打磨砂轮214进一步通过皮带传动机构216与第二打磨电机205相连,皮带传动机构216通过传动箱225与第二打磨砂轮214相连,第二打磨电机205的安装方向垂直于第二打磨砂轮214的旋转工作面。第二升降驱动机构204进一步采用升降油缸,第二升降导套207进一步采用直线轴承,侧压驱动机构208进一步采用侧压气缸,第二偏转驱动机构209进一步采用偏转油缸,第二横移驱动机构211进一步采用横移电缸。
当第二打磨砂轮214采用蝶式砂轮进行打磨时,仿形打磨单元2能满足第二打磨电机205在朝向钢轨3内侧偏转40°至朝向钢轨3内侧偏转90°之间的任一角度打磨。当第二打磨砂轮214采用仿形砂轮进行打磨时,仿形打磨单元2能满足第二打磨电机205在朝向钢轨3内侧偏转45°至朝向钢轨3外侧偏转20°之间的任一角度打磨。
仿形打磨单元2还包括设置于第二打磨单元架202上部的第二电机锁定装置203,当第二打磨电机205处于高位并不在工作状态时,第二电机锁定装置203限制第二打磨电机205不下落。第二电机锁定装置203进一步包括电机摆动架安装座220、转轴221及第二锁定钩228。电机摆动架217通过转轴221与第二电机安装背板206铰接,电机摆动架安装座220通过转轴221连接至电机摆动架217。通过第二锁定钩228将电机摆动架安装座220固定在导柱上固定梁219上。
需要特别说明的是,本实施例给出的仿形打磨单元2的结构是一种最佳的技术方案,省略本实施例中的偏转机构及侧压机构也能实现实施例1-3的发明目的。然而,通过偏转机构配合横移机构,仿形打磨单元2可实现第二打磨砂轮214相对于钢轨3形成最佳的打磨位置,实现对钢轨3更高质量的打磨。通过侧压机构可对第二打磨砂轮214施加垂直于端面的压力,可控制第二打磨砂轮214在护轨和基本的小空间范围内进行侧压钢轨3或脱离钢轨3的操作动作,不但能够确保仿形打磨单元2在打磨道岔过程中安全稳定可靠,而且可使钢轨打磨装置100安全、有效地通过道岔区域。
通过实施本发明具体实施例描述的钢轨复合打磨车的技术方案,能够产生如下技术效果:
(1)本发明具体实施例描述的钢轨复合打磨车,采用包络打磨与仿形打磨相结合的方式,可以充分利用两种打磨方式的优点,同时弥补各自的缺点和不足,极大增强了打磨装置的适用性和通用性,通过不同的组合方式可以实现各种铁路环境下的钢轨打磨;
(2)本发明具体实施例描述的钢轨复合打磨车,当进行磨削量小的预防性打磨时,可以只使用仿形打磨单元作业,以避免过度打磨;当进行道岔打磨或对钢轨内侧存在障碍物的线路区段进行打磨时,可以仅使用仿形打磨单元作业,而无需跳过这些区域,作业通过性好;
(3)本发明具体实施例描述的钢轨复合打磨车,当进行磨削量大的修复性打磨时,可先使用包络打磨单元作业,之后再使用仿形打磨单元进行精修,以提高打磨作业效率;当钢轨变形大(如存在肥边等病害)时,可先使用包络打磨单元作业,之后再使用仿形打磨单元作业,可以避免仿形砂轮被塑型;
(4)本发明具体实施例描述的钢轨复合打磨车,采用包络打磨与仿形打磨相结合,包络打磨在仿形打磨之前进行,不但结构简单,磨头数量较少,打磨角度范围大,而且能够最终得到打磨廓形与目标廓形高度重合、表面光洁,无发蓝现象的钢轨打磨面。
本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其它实施例的不同之处,各个实施例之间相同相似部分互相参见即可。
以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制。虽然本发明已以较佳实施例揭示如上,然而并非用以限定本发明。任何熟悉本领域的技术人员,在不脱离本发明的精神实质和技术方案的情况下,都可利用上述揭示的方法和技术内容对本发明技术方案做出许多可能的变动和修饰,或修改为等同变化的等效实施例。因此,凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所做的任何简单修改、等同替换、等效变化及修饰,均仍属于本发明技术方案保护的范围。
- 一种柔性钢轨打磨装置及钢轨打磨车及铣磨车
- 一种钢轨弧面打磨小车及钢轨打磨车