一种圆形工件的热喷涂生产线
文献发布时间:2023-06-19 12:00:51
技术领域
本发明属于热喷涂生产线技术领域,更具体的是一种圆形工件的热喷涂生产线。
背景技术
热喷涂是利用某种热源(如电弧、等离子喷涂或燃烧火焰等)将粉末形或丝形的金属或非金属材料加热到熔融或半熔融形态,然后借助焰流本身或压缩空气以一定速度喷射到预处理过的基体表面,沉积而形成具有各种功能的表面涂层的一种技术,热喷涂具有操作简单、成本低及制备工件通用性强等特点,在航空航天、钢铁、矿产、汽车等领域已得到广泛的应用。
专利文件CN212524669U公开的一种工件喷涂生产线,包括机架,所述机架上架设有输送轨道,所述输送轨道设有连接位,所述机架还设有导向轮;张力调节机构,所述张力调节机构包括调节重力件和调节绳,所述调节重力件悬挂于所述机架下端,所述调节绳一端与所述调节重力件连接、另一端绕设于所述导向轮与所述连接位连接,该工件喷涂生产线通过设有张力调节机构,张力调节机构的调节重力件悬挂于机架下端,然后通过调节绳与输送轨道的连接位连接,从而可以实现对输送轨道松紧度的实时调节,与本发明相比,其工作效率较低。
现有的圆形工件的热喷涂生产线在使用过程中存在一定的弊端,传统圆形工件是热喷涂加工中常见的工件,现在常用的批量喷涂方法是用一个多工位转台装夹工件,然后把转台移至喷涂区域内进行喷涂,喷涂完成后再把多工位转台移出进行工件拆卸,这种喷涂方式的最大缺点是,转台进出喷涂区域都要一定时间,当产量很大时,这些装卸时间都会影响生产效率;此外,当转台进出喷涂区域时,喷枪相当于对着空气喷涂,造成材料和时间的浪费,给使用者带来一定的不利影响。
发明内容
为了克服传统圆形工件是热喷涂加工中常见的工件,现在常用的批量喷涂方法是用一个多工位转台装夹工件,然后把转台移至喷涂区域内进行喷涂,喷涂完成后再把多工位转台移出进行工件拆卸,这种喷涂方式的最大缺点是,转台进出喷涂区域都要一定时间,当产量很大时,这些装卸时间都会影响生产效率;此外,当转台进出喷涂区域时,喷枪相当于对着空气喷涂,造成材料和时间的浪费,给使用者带来一定的不利影响。
本发明的目的通过以下技术方案实现:
一种圆形工件的热喷涂生产线,包括喷涂机械手和多工位输送链,所述喷涂机械手活动安装在多工位输送链的一侧,所述喷涂机械手和多工位输送链的上部均固定套接有密封罩,所述多工位输送链包括固定底座和链条,所述链条活动安装在固定底座的上部,所述链条的下端外表面设置有若干组脚轮,利用脚轮的设置可以降低链条移动时的摩擦力,同时对链条起到支撑作用,所述固定底座的上部四角处均活动安装有链轮,一组所述链轮的下部设置有第一电机,所述固定底座和链条之间通过链轮活动连接,所述链条的上部外表面活动安装有若干组从动摩擦轮,所述固定底座的一侧中部位置设置有固定架,且固定架的上部内侧固定安装有第二电机,第二电机的上端安装有主动摩擦轮,第二电机和从动摩擦轮之间通过主动摩擦轮传动连接。
作为本发明的进一步技术方案,所述喷涂机械手包括固定基座、转动台和机械臂,所述转动台固定安装在固定基座的上端外表面,所述机械臂活动安装在转动台的上部,且机械臂的一端外表面活动安装有喷枪。
作为本发明的进一步技术方案,所述多工位输送链的四边分别设置有喷涂区、上料区、下料区和冷却区,所述链条和固定底座之间水平设置,所述链条整体为矩形结构,链条的上部设置有喷涂件,固定底座的下端外表面固定安装有四组支撑腿。
作为本发明的进一步技术方案,所述密封罩的两侧外表面均固定安装有输料卡罩,且密封罩的一端活动安装有两组侧旋盖板。
作为本发明的进一步技术方案,所述密封罩的上端外表面固定安装有固定箱,且密封罩的上端外表面靠近固定箱的一侧固定安装有排气罩。
作为本发明的进一步技术方案,所述排气罩的内侧中部位置固定套接有排气管,且排气管的下端外表面固定安装有进气罩,排气罩的内侧安装有滤网。
作为本发明的进一步技术方案,该热喷涂生产线的具体操作步骤为:
步骤一,使用者在上料区将喷涂件卡在链条的从动摩擦轮上部,启动第一电机,使得第一电机驱动链轮旋转,从而令链轮驱动链条,使得链条配合其底部的脚轮在固定底座的上部移动,令喷涂件穿过密封罩的输料卡罩,将喷涂件移动至密封罩的喷涂区;
步骤二,启动第二电机,使得第二电机驱动固定架上的主动摩擦轮,使得主动摩擦轮带动从动摩擦轮转动,从而令从动摩擦轮上部的喷涂件旋转,喷涂机械手通过机械臂调整喷枪的角度,利用喷枪配合喷涂件的旋转,完成对喷涂件的旋转喷涂操作;
步骤三,通过链轮驱动链条,将喷涂后的喷涂件移出密封罩,使得喷涂件置于冷却区,当喷涂件冷却晾干后于下料区取下喷涂件。
本发明的有益效果:
1、通过设置多工位输送链,在该圆形工件的热喷涂生产线进行工件喷涂操作时,利用多工位输送链代替传统的多工位转台,使用者在上料区将喷涂件卡在链条的从动摩擦轮上部,启动第一电机,使得第一电机驱动链轮旋转,从而令链轮驱动链条,利用链条在固定底座上的移动,可以带动喷涂件移动,从而完成对喷涂件的输送操作,使得链条配合其底部的脚轮在固定底座的上部移动,利用脚轮的设置,可以降低链条和固定底座之间的摩擦力,使得链条的移动操作更加流畅,同时对链条及喷涂件起到一定的支撑作用,利用链条的移动令喷涂件穿过密封罩的输料卡罩,将喷涂件移动至密封罩的喷涂区,同时启动第二电机,使得第二电机驱动固定架上的主动摩擦轮,使得主动摩擦轮带动从动摩擦轮转动,从而令从动摩擦轮上部的喷涂件旋转,喷涂机械手通过机械臂调整喷枪的角度,利用喷枪配合喷涂件的旋转,完成对喷涂件的旋转喷涂操作,利用多工位输送链的设置替换传统多工位转台,可以节约掉以往使用多工位转台喷涂时,转台进出喷涂区域时占用的时间,最终可以提高产量20%左右的产量,从而有效提升该圆形工件的热喷涂生产线的工作效率。
2、通过设置从动摩擦轮和主动摩擦轮,在该圆形工件的热喷涂生产线进行工件喷涂操作时,使用者可以通过启动第二电机,使得第二电机驱动主动摩擦轮旋转,利用从动摩擦轮和主动摩擦轮之间接触,使得从动摩擦轮和主动摩擦轮旋转,令主动摩擦轮驱动喷涂件转动,在喷涂件进行热喷涂操作时,通过对喷涂件的旋转操作,可以使得喷涂件的喷涂操作更加均匀,避免喷涂件出现喷涂不均现象,同时利用多工位输送链的链条,可以有效缩短喷涂件进出喷涂区时所需的时间,提升喷涂件的输送效率,同时有效避免喷涂机械手的喷枪产生空喷现象,降低对材料的浪费,从而有效提升该圆形工件的热喷涂生产线的使用效果,如需进一步提高产量,可以通过增加喷枪的数量,一次同时对数个工件进行喷涂,同时可以将人工上下料改为机器人自动上下料,即可实现产能的数倍提升,使用方便。
3、通过设置进气罩,在该圆形工件的热喷涂生产线进行工件喷涂操作时,使用者可以将排气管一端和除尘设备相连接,利用除尘设备配合排气罩和排气管,使得进气罩处产生吸力,从而对密封罩的内部进行除尘操作,进气罩吸入的粉尘由排气管输送至排气罩,经排气罩内的滤网过滤后,由排气管的一端排出,利用进气罩的设置,使得该圆形工件的热喷涂生产线的密封罩内具有除尘结构,从而使得喷涂件在无尘环境中完成喷涂作业操作,提升喷涂件的表面喷涂效果,避免喷涂件表面出现凹凸现象。
附图说明
下面结合附图对本发明作进一步的说明。
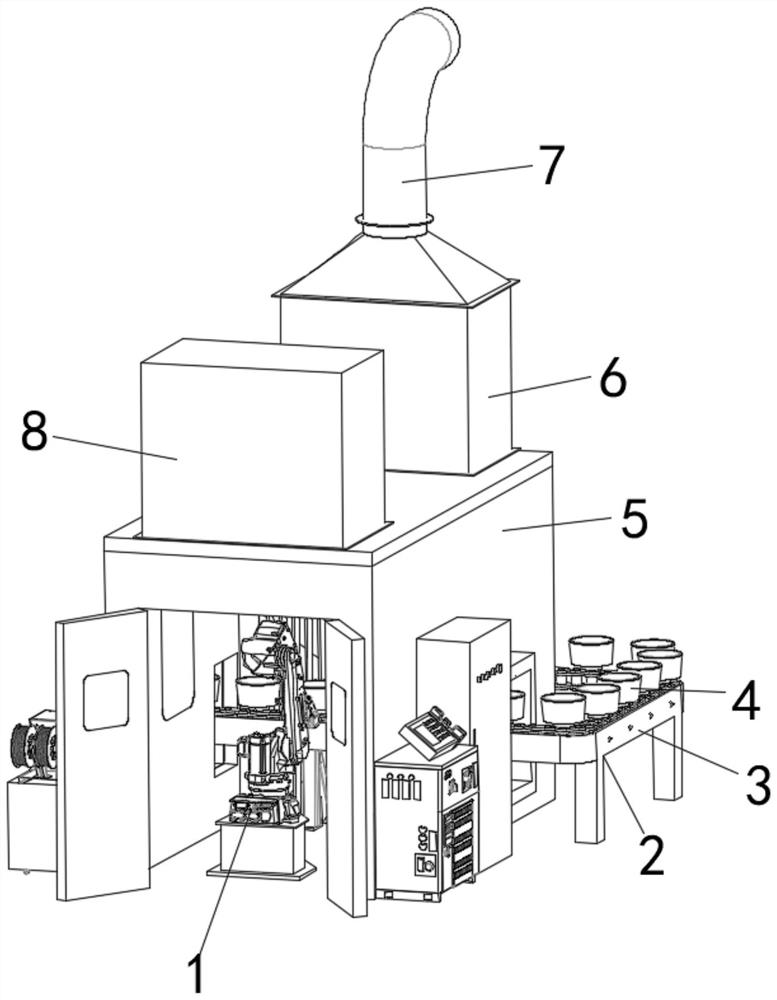
图1是本发明一种圆形工件的热喷涂生产线的整体结构示意图。
图2是本发明一种圆形工件的热喷涂生产线的内部结构图;
图3是本发明一种圆形工件的热喷涂生产线中多工位输送链的整体结构图;
图4是本发明一种圆形工件的热喷涂生产线中多工位输送链的局部结构图;
图5是本发明一种圆形工件的热喷涂生产线中喷涂机械手的整体结构图;
图6是本发明一种圆形工件的热喷涂生产线中排气罩的整体结构图。
图中:1、喷涂机械手;2、多工位输送链;3、固定底座;4、喷涂件;5、密封罩;6、排气罩;7、排气管;8、固定箱;9、侧旋盖板;10、喷枪;11、输料卡罩;12、链条;13、支撑腿;14、第一电机;15、链轮;16、主动摩擦轮;17、固定架;18、第二电机;19、从动摩擦轮;20、固定基座;21、转动台;22、脚轮;23、机械臂;24、进气罩。
具体实施方式
下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
如图1-6所示,一种圆形工件的热喷涂生产线,包括喷涂机械手1和多工位输送链2,喷涂机械手1活动安装在多工位输送链2的一侧,喷涂机械手1和多工位输送链2的上部均固定套接有密封罩5,利用密封罩5可以使得喷涂件4在相对密封的状态下完成喷涂操作,从而避免喷涂件4在喷涂过程中出现凹凸现象,提升喷涂件4的喷涂效果,避免喷涂件4的表面沾染粉尘,对喷涂件4起到一定的隔离作用,多工位输送链2包括固定底座3和链条12,利用链条12可以带动喷涂件4移动,链条12活动安装在固定底座3的上部,链条12的下端外表面设置有若干组脚轮22,利用脚轮22的设置,可以降低链条12移动时的摩擦力,使得链条12和固定底座3之间的移动更加流畅,同时对链条12和喷涂件4起到支撑作用,固定底座3的上部四角处均活动安装有链轮15,链轮15的数量为四组,利用链轮15的设置,使得链条12可以在固定底座3上完成旋转移动操作,一组链轮15的下部设置有第一电机14,利用第一电机14可以驱动一组链轮15进行旋转操作,从而使得链轮15驱动链条12转动,固定底座3和链条12之间通过链轮15活动连接,链条12的上部外表面活动安装有若干组从动摩擦轮19,固定底座3的一侧中部位置设置有固定架17,且固定架17的上部内侧固定安装有第二电机18,第二电机18的上端安装有主动摩擦轮16,第二电机18和从动摩擦轮19之间通过主动摩擦轮16传动连接,通过第二电机18驱动主动摩擦轮16,利用主动摩擦轮16和从动摩擦轮19之间的接触,带动从动摩擦轮19转动。
喷涂机械手1包括固定基座20、转动台21和机械臂23,转动台21固定安装在固定基座20的上端外表面,机械臂23活动安装在转动台21的上部,且机械臂23的一端外表面活动安装有喷枪10,通过转动台21的转动,可以调节机械臂23的使用角度,利用机械臂23可以调整喷枪10的使用角度。
多工位输送链2的四边分别设置有喷涂区、上料区、下料区和冷却区,链条12和固定底座3之间水平设置,链条12整体为矩形结构,链条12的上部设置有喷涂件4,固定底座3的下端外表面固定安装有四组支撑腿13。
密封罩5的两侧外表面均固定安装有输料卡罩11,且密封罩5的一端活动安装有两组侧旋盖板9,密封罩5和侧旋盖板9之间通过转轴连接,利用侧旋盖板9可以闭合密封罩5,使得密封罩5的内部处于相对密封状态,避免漆体溢出。
密封罩5的上端外表面固定安装有固定箱8,且密封罩5的上端外表面靠近固定箱8的一侧固定安装有排气罩6。
排气罩6的内侧中部位置固定套接有排气管7,且排气管7的下端外表面固定安装有进气罩24,利用进气罩24可以对密封罩5的内部进行吸尘清理操作。
该热喷涂生产线的具体操作步骤为:
步骤一,使用者在上料区将喷涂件4卡在链条12的从动摩擦轮19上部,启动第一电机14,使得第一电机14驱动链轮15旋转,从而令链轮15驱动链条12,使得链条12配合其底部的脚轮22在固定底座3的上部移动,令喷涂件4穿过密封罩5的输料卡罩11,将喷涂件4移动至密封罩5的喷涂区;
步骤二,启动第二电机18,使得第二电机18驱动固定架17上的主动摩擦轮16,使得主动摩擦轮16带动从动摩擦轮19转动,从而令从动摩擦轮19上部的喷涂件4旋转,喷涂机械手1通过机械臂23调整喷枪10的角度,利用喷枪10配合喷涂件4的旋转,完成对喷涂件4的旋转喷涂操作;
步骤三,通过链轮15驱动链条12,将喷涂后的喷涂件4移出密封罩5,使得喷涂件4置于冷却区,当喷涂件4冷却晾干后于下料区取下喷涂件4。
本发明的目的在于提供一种圆形工件的热喷涂生产线,在使用时,通过设置多工位输送链2,在该圆形工件的热喷涂生产线进行工件喷涂操作时,利用多工位输送链2代替传统的多工位转台,使用者在上料区将喷涂件4卡在链条12的从动摩擦轮19上部,启动第一电机14,使得第一电机14驱动链轮15旋转,从而令链轮15驱动链条12,利用链条12在固定底座3上移动,可以带动喷涂件4移动,从而完成对喷涂件4的输送操作,使得链条12配合其底部的脚轮22在固定底座3的上部移动,利用脚轮22的设置,可以降低链条12和固定底座3之间的摩擦力,使得链条12的移动操作更加流畅,同时对链条12及喷涂件4起到一定的支撑作用,利用链条12的移动令喷涂件4穿过密封罩5的输料卡罩11,将喷涂件4移动至密封罩5的喷涂区,同时启动第二电机18,使得第二电机18驱动固定架17上的主动摩擦轮16,使得主动摩擦轮16带动从动摩擦轮19转动,从而令从动摩擦轮19上部的喷涂件4旋转,喷涂机械手1通过机械臂23调整喷枪10的角度,利用喷枪10配合喷涂件4的旋转,完成对喷涂件4的旋转喷涂操作,利用多工位输送链2的设置替换传统多工位转台,可以节约掉以往使用多工位转台喷涂时,转台进出喷涂区域时占用的时间,最终可以提高产量20%左右的产量,从而有效提升该圆形工件的热喷涂生产线的工作效率;
通过设置从动摩擦轮19和主动摩擦轮16,在该圆形工件的热喷涂生产线进行工件喷涂操作时,使用者可以通过启动第二电机18,使得第二电机18驱动主动摩擦轮16旋转,利用从动摩擦轮19和主动摩擦轮16之间接触,使得从动摩擦轮19和主动摩擦轮16旋转,令主动摩擦轮16驱动喷涂件4转动,在喷涂件4进行热喷涂操作时,通过对喷涂件4的旋转操作,可以使得喷涂件4的喷涂操作更加均匀,避免喷涂件4出现喷涂不均现象,同时利用多工位输送链2的链条12,可以有效缩短喷涂件4进出喷涂区时所需的时间,提升喷涂件4的输送效率,同时有效避免喷涂机械手1的喷枪10产生空喷现象,降低对材料的浪费,从而有效提升该圆形工件的热喷涂生产线的使用效果,如需进一步提高产量,可以通过增加喷枪10的数量,一次同时对数个工件进行喷涂,同时可以将人工上下料改为机器人自动上下料,即可实现产能的数倍提升,使用方便;
通过设置进气罩24,在该圆形工件的热喷涂生产线进行工件喷涂操作时,使用者可以将排气管7一端和除尘设备相连接,利用除尘设备配合排气罩6和排气管7,使得进气罩24处产生吸力,从而对密封罩5的内部进行除尘操作,进气罩24吸入的粉尘由排气管7输送至排气罩6,经排气罩6内的滤网过滤后,由排气管7的一端排出,利用进气罩24的设置,使得该圆形工件的热喷涂生产线的密封罩5内具有除尘结构,从而使得喷涂件4在无尘环境中完成喷涂作业操作,提升喷涂件4的表面喷涂效果,避免喷涂件4表面出现凹凸现象。
以上公开的本发明优选实施例只是用于帮助阐述本发明。优选实施例并没有详尽叙述所有的细节体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。本发明仅受权利要求书及其全部范围和等效物的限制。
- 一种圆形工件的热喷涂生产线
- 热喷涂材料、热喷涂层、热喷涂法和热喷涂的工件