航空抱箍类型零件间断车削加工刀具
文献发布时间:2023-06-19 12:14:58
技术领域
本发明涉及航空抱箍类型零件加工技术领域,特别是航空抱箍类型零件间断车削加工刀具。
背景技术
无论是军机还是民用飞机,都会大量使用航空抱箍,形状也千变万化,装配关系复杂,零件都会有很多需间断加工的小槽。
现以某一典型飞机机型零件为例,材料30CrMnSiA-退火GJB2150A ,如图1和图2所示,抱箍5包括抱箍座和抱箍盖,抱箍座上设有半圆孔,抱箍盖上设有半圆孔,半圆孔和半圆孔合成一个整圆,为内孔5a,抱箍座的半圆孔内表面上开有半圆槽5b,而抱箍盖的半圆孔内表面上却没有半圆槽,且抱箍座上的半圆槽精度要求高,槽最小处只有1.77mm,槽半径只有14mm,如用数控铣床或电极加工该槽,光洁度难以保证,且加工时间较长,效率低。如用车加工半圆槽,由于间断车削,普通车刀对零件尺寸和光洁度也难以保证。
因此,现迫切需要一种高效率和高质量的通用加工方式,解决该数控加工瓶颈。
发明内容
本发明的目的在于克服现有技术的缺点,提供一种航空抱箍类型零件间断车削加工刀具。
本发明的目的通过以下技术方案来实现:
航空抱箍类型零件间断车削加工刀具,包括刀杆、刀座和刀片,所述刀座同轴设置于刀杆的一端,所述刀片固定安装在刀座上,所述刀片包括刀片固定座和切削部,两个所述切削部呈中心对称设置于刀片固定座的侧壁上,所述刀片固定座上开设有固定孔,通过锁紧螺钉穿过固定孔,将刀片锁紧固定在刀座上,所述切削部包括前刃和侧刃,所述前刃沿刀杆的轴向设置,所述侧刃沿刀杆的径向设置,且所述侧刃具有弧形刃口。
进一步的,所述刀座上开设有固定槽,所述刀片固定安装在该固定槽内。
进一步的,所述刀座与刀杆为一体成型结构。
进一步的,所述固定槽的后侧设置有可容纳未处于工作状态切削部的放置槽。
进一步的,所述前刃与侧刃之间的夹角β为66~70°。
进一步的,所述前刃的下方设有避空面,所述避空面为弧形避空面。
进一步的,所述前刃与侧刃之间的接驳处设置有倒角。
进一步的,所述前刃的后角γ为2~4°。
本发明具有以下优点:
1、刀具磨损小,使用寿命长。采用机夹式刀片,能快捷更换,降低了刀具成本。
2、本发明的刀具具有前刃和侧刃,前刃的后角小,前刃的前角与侧刃结合,形成浅而宽的切削刃,易于排屑的同时,刀具的刚性强,减少弹刀量,有利于提高加工质量。
附图说明
图1 为本发明的抱箍类型零件的结构示意图;
图2 为本发明的抱箍类型零件的纵剖图;
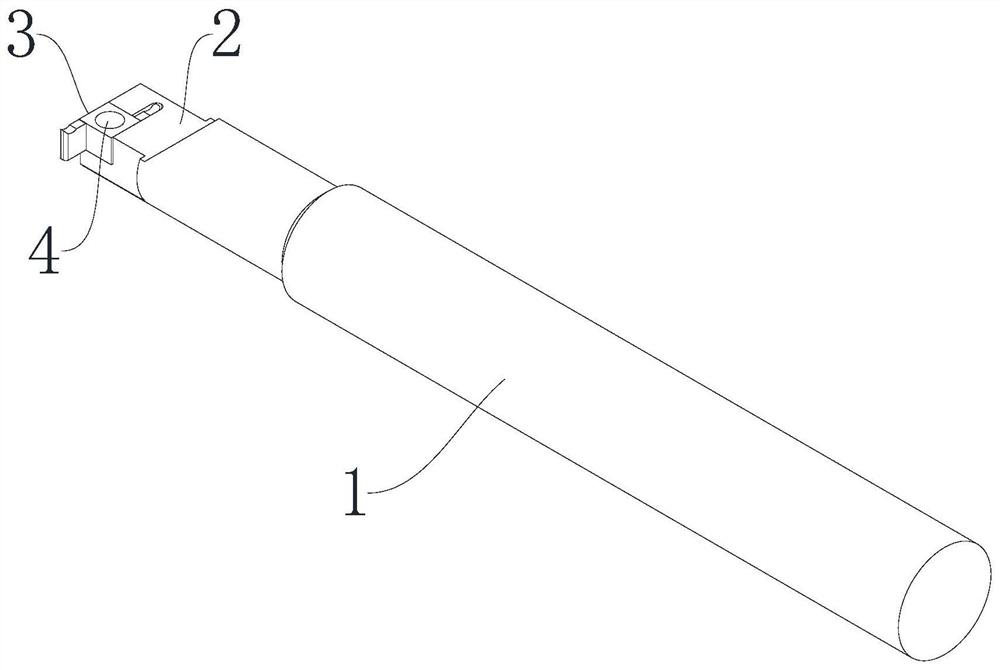
图3 为本发明的刀具整体结构示意图;
图4 为本发明的刀杆和刀座的连接结构示意图;
图5 为本发明的刀片的结构示意图;
图6 为本发明的刀片的俯视结构示意图;
图7 为本发明的刀片的侧面结构示意图;
图8 为本发明的刀具在加工时的结构示意图;
图9 为本发明粗加工半圆槽的示意图;
图10为本发明精加工半圆槽的示意图;
图中:1-刀杆,2-刀座,2a-固定槽,3-刀片,3a-刀片固定座,3b-切削部,3b1-前刃,3b2-侧刃,3b3-避空面,4-锁紧螺钉,5-抱箍,5a-内孔,5b-半圆槽。
具体实施方式
下面结合附图对本发明做进一步的描述,但本发明的保护范围不局限于以下所述。
如图3至图7所示,航空抱箍类型零件间断车削加工刀具,包括刀杆1、刀座2和刀片3,所述刀座2同轴设置于刀杆1的一端,所述刀片3固定安装在刀座2上,所述刀片3包括刀片固定座3a和切削部3b,两个所述切削部3b呈中心对称设置于刀片固定座3a的侧壁上,所述刀片固定座3a上开设有固定孔3c,通过锁紧螺钉4穿过固定孔3c,锁紧螺钉4为单头螺钉,将刀片3锁紧固定在刀座2上,所述切削部3b包括前刃3b1和侧刃3b2,所述前刃3b1沿刀杆1的轴向设置,所述侧刃3b2沿刀杆1的径向设置,且所述侧刃3b2具有弧形刃口。
进一步的,所述刀座2上开设有固定槽2a,所述刀片3固定安装在该固定槽2a内。
进一步的,所述刀座2与刀杆1为一体成型结构,提升了刀具的强度。
进一步的,所述固定槽3b1的后侧设置有可容纳未处于工作状态切削部3b的放置槽,对切削部3b起到一定保护作用。
进一步的,所述前刃3b1与侧刃3b2之间的夹角β为66~70°,在本实施例中,优选为68°。
进一步的,所述前刃3b1的下方设有避空面3b3,所述避空面3b3为弧形避空面。
进一步的,所述前刃3b1与侧刃3b2之间的接驳处设置有倒角,在本实施例中,半圆槽5b的槽宽最窄处为1.77mm,在本发明中,前刃3b1宽度设计为1.5mm,保证刀片3有足够的强度和刚性,半圆槽5b的底角半径为0.5mm,因此,刀具对应的倒角半径也为0.5mm,保证槽底光洁度。
进一步的,所述前刃3b1的后角γ为2~4°,在本实施例中,优选为3°。
本发明的工作过程如下:如图8所示,车削加工的操作步骤为:
S1、粗加工内孔:将铸造得到的抱箍半成品装配成一体,即将抱箍盖装在抱箍座上,粗加工内孔,直径为19.5mm,留0.5mm余量,同时保证孔中心距各安装面的尺寸;
S2、精加工内孔:将抱箍半成品装夹固定在专用夹具上,采用芯轴定位,芯轴的直径也为19.5mm,复查拉直找正,将抱箍半成品锁紧固定,然后取下芯轴,精加工内孔,加工至φ20mm,使得内孔直径符合加工要求;
S3、加工半圆槽:将抱箍5的抱箍盖拆除,用本发明的间断车削加工刀具加工半圆槽5b,使得半圆槽5b的半径为14mm,至符合加工要求;
加工半圆槽的具体步骤包括:
S31、如图9所示,使用间断车削加工刀具沿车削轴向和径向进刀,进行分层粗车削,并留有余量,该余量优选为0.1mm,车削时,转速为1200r/m,进给F为0.1mm,切深为0.15mm;由于切削部3b具有前刃3b1和侧刃3b2,使得在刀杆1的轴向和径向均有切削刃,其中,前刃3b1的后角小,前刃3b1的前角与侧刃3b2结合,形成浅而宽的切削刃,易于排屑的同时,刀具的刚性强,减少弹刀量,便于进行分层粗车;
S32、如图10所示,使用间断车削加工刀具沿半圆槽5b的轮廓进行精车削加工,转速为1800r/m,进给F为0.05mm;
S4、加工完成后,将拆除的抱箍盖复位,得到抱箍类零件,将抱箍类零件从专用夹具上取下即可。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
- 航空抱箍类型零件间断车削加工刀具
- 航空抱箍类型零件间断车削加工方法