一种稀土高温合金构筑材料及其超限精密铸造方法
文献发布时间:2023-06-19 13:45:04
技术领域
本发明涉及新高温材料设计与制备领域,具体地,涉及一种稀土高温合金构筑材料及其超限精密铸造方法。
背景技术
稀土有“工业维生素”的美誉,微量稀土元素的加入,就能强化材料的基体和晶界,大幅提升材料的强度和塑性。高温合金在600℃以上长期稳定工作,广泛用于航空发动机、高超飞行器热端构件的制造,其在航空航天重大装备中不可或缺、不可替代,稀土的加入不但能净化高温合金熔体,提高高温合金成型性能和冶金质量,而且能在一定成分范围内大幅提高高温合金抗氧化性。然而,高温合金自身较高的密度限制了其在新一代高性能飞行器中使用范围。通过多孔结构设计实现结构减重是高温合金轻量化的重要途径之一。在传统多孔材料研究领域,科研人员构建了一系列的半定量公式来表达其结构与性能之间的关系,最为经典的是模量和强度与密度关系的Gibson-Ashby公式,
上式中,E,σ和ρ分别为多孔材料的弹性模量、强度和密度,E
近年来科研人员另辟蹊径决定从多孔结构设计入手,通过类似晶体点阵的规则孔结构设计,结合3D打印等新型制备技术,研发新型多孔分级构筑材料。构筑材料是指内部包含一定数量孔隙满足特定需求的固体材料,孔隙率通常大于10%,孔隙的尺度通常小于厘米量级,且孔尺寸可以进行分级设计。相比于传统多孔材料,多孔构筑材料的孔结构设计更加灵活多变,更加有利于通过孔结构设计实现对性能的调控,能够开发出具有负泊松比等超常性能的新型构筑材料。相比其它材质的多孔构筑材料,高温合金构筑材料因继承了致密合金材料优异的强韧性、可加工性和耐高温性,能够较好的满足航空航天结构设计师对耐高温、轻质与高强性能的迫切需求,具有广阔的应用前景。然而,传统的锻铸焊加工技术在制备构筑材料,尤其是高温合金构筑材料方面遇到了巨大挑战,新型的金属增材制造技术也难以实现极端耐高温的高温合金3D打印成型。此外,具有多尺度密集微孔结构的高温合金构筑材料显然也超出了传统精密铸造技术的极限,迫切需要开展深入系统的超限精密铸造技术研究,解决稀土高温合金构筑材料超限精密成型难题。
经检索,目前尚未发现与本发明目的相同或类似的技术报道。
发明内容
针对现有技术中的缺陷,本发明的目的是提供一种稀土高温合金构筑材料及其超限精密铸造方法。
根据本发明的一个方面,提供一种稀土高温合金构筑材料,所述材料包括以下组分及质量百分含量:
稀土元素 0.0001%-2.0%
余量为高温合金;
其中:稀土元素为Sc,Y,镧(La)系元素中一种或多种。
优选地,所述高温合金为铸造类高温合金,此时,所述稀土元素加入量质量百分数为1ppm-1.0%。
优选地,所述高温合金为锻造类高温合金,此时,所述稀土元素加入量质量百分数为1ppm-0.5%。
优选地,所述高温合金为锻造类高温合金,此时,所述稀土元素加入量质量百分数为1ppm-2.0%。
根据本发明的另一个方面,提供一种稀土高温合金构筑材料的制备方法,包括:
将选用的高温合金原料棒放入真空感应炉中镁砂坩埚底部,熔炼室抽真空直至10
根据高温合金牌号类别,后续可进行铸造、锻造或制粉增材制造成型稀土高温合金构件。
根据本发明的第三个方面,提供一种稀土高温合金构筑材料的超限精密铸造方法,包括:
借鉴晶体结构或自然界广泛存在的多孔结构,进行稀土高温合金构筑材料的结构拓扑或分形设计,得到所需的构筑结构;
采用蜡模3D打印技术,制备上述构筑结构的蜡模,压制浇冒系统蜡模,将浇冒系统蜡模组装到构筑结构蜡模上,再进行多次粘浆与淋砂操作,其中第二次淋砂后,进行充芯操作,脱蜡焙烧后,熔炼具有良好填充能力的稀土高温合金棒材,进行重力或离心精密铸造,获得最终稀土高温合金构筑材料。
优选地,所述进行重力或离心精密铸,其中稀土高温合金棒材为圆形结构,则采用离心铸造,以增强充型压力和节省高温合金金属液。
优选地,所述进行重力或离心精密铸,其中稀土高温合金棒材为非圆形结构,则采用重力铸造,以保证稀土高温合金构筑材料的宏观成分均匀性。
本发明通过以上极限精密制造方法,即可获得兼具高性能与轻质化的稀土高温合金构筑材料。
与现有技术相比,本发明实施例具有如下至少一种有益效果:
本发明采用第一原理和高通量相图计算,筛选稀土元素优化传统高温合金熔体特性,大幅提高了高温合金的可成型性能,使其能够良好的填充复杂密集间隙结构,为构筑材料研制提供了基础材料。
本发明通过借鉴晶体结构或自然界广泛存在的多孔结构,进行多级构筑结构设计,实现了兼具轻质化与高性能多级构筑结构优化设计。通过蜡模3D打印再现多级构筑材料精密结构设计,结合超限精密铸造技术,实现了稀土高温合金构筑材料成型,为航空航天先进热端部件功能实现提供了强有力的技术支持。
附图说明
通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其它特征、目的和优点将会变得更明显:
图1为本发明一实施例中3D打印构筑结构蜡模;
图2为本发明一实施例中构筑材料充芯操作;
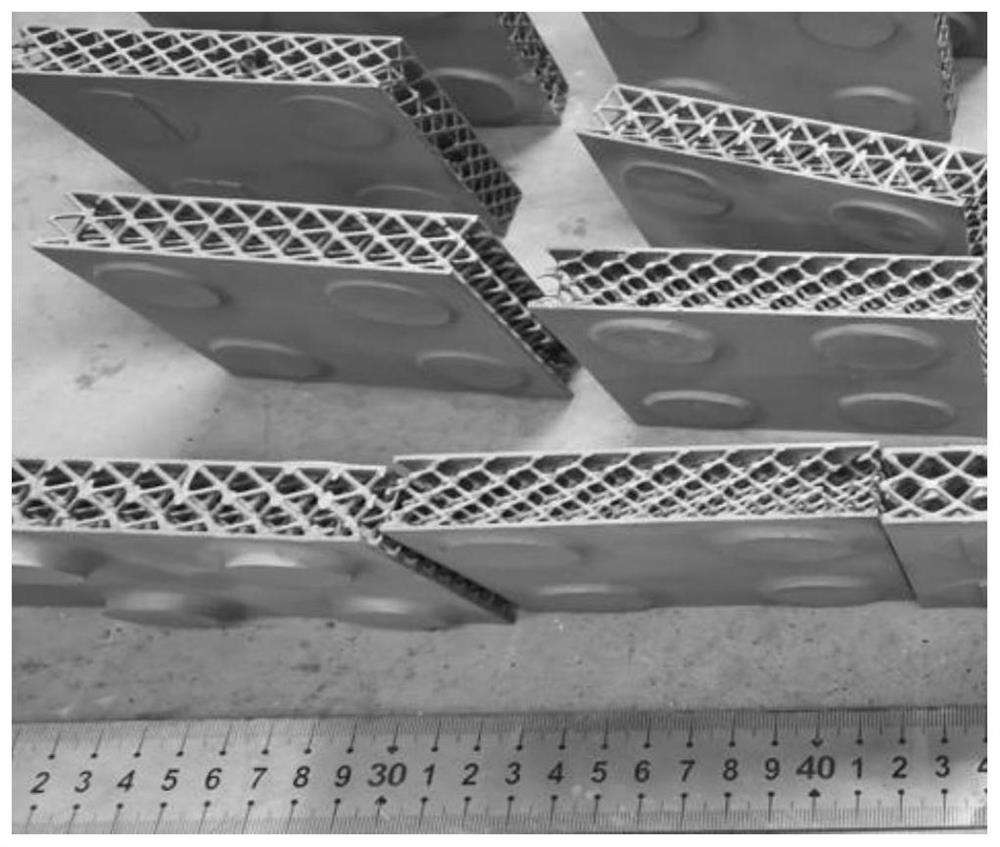
图3为本发明一实施例中稀土高温合金构筑材料;
图4为本发明一实施例中具有深海花篮胞元结构的稀土高温合金构筑材料示意图;
图5为本发明一实施例中K4002基稀土高温合金构筑材料微观组织;
图6为本发明一实施例K4002基稀土高温合金试块示意图;
图7为本发明一实施例中添加稀土后IN617高温合金形成了中间氧化层;
图8为本发明一实施例中添加稀土后IN617高温合金氧化增重曲线。
具体实施方式
下面结合具体实施例对本发明进行详细说明。以下实施例将有助于本领域的技术人员进一步理解本发明,但不以任何形式限制本发明。应当指出的是,对本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进。这些都属于本发明的保护范围。
针对现有高温合金超限铸造能力与轻量化制备技术方面的不足,本发明的目的是提供一种通过稀土优化高温合金熔体特性,提高高温合金熔体精细结构充填能力,结合分级构筑结构设计与超限精密铸造方法,制备出结构密度可控、力学性能可调,兼有一定隔热与减震功能的稀土高温合金构筑材料,大幅拓宽高温合金应用场景,为航空航天重大装备研制提供支撑。
本发明实施例中提供一种稀土高温合金构筑材料,基于航空航天关键构件的服役温度和载荷需求,依据相关高温合金材料手册或文献确定选用高温合金牌号,通过第一原理和高通量相图计算筛选稀土元素,确定高温合金材料体系可用稀土元素为Sc,Y和镧(La)系元素,加入方式为单一稀土元素加入或混合稀土元素加入,基于合金材料热物性计算确定稀土元素加入量。通过计算高温合金母合金熔炼过程烧损量折算总加入量,根据所选高温合金种类与牌号不同,经过分析确定铸造类高温合金稀土元素加入量质量百分数为0.0001%-1.0%,锻造类高温合金稀土元素加入量质量百分数为0.0001%-0.5%,增材制造类高温合金稀土加入量质量百分数为0.0001%-2.0%。
对于上述稀土高温合金构筑材料,本发明实施例中采用的具体制备过程为:将选用的高温合金原料棒放入真空感应炉中镁砂坩埚底部,熔炼室抽真空直至10
基于上述的稀土高温合金构筑材料、稀土高温合金棒材等,本发明实施例中还提供一种稀土高温合金构筑材料的极限精密制造方法,其中包括:
S1,借鉴晶体结构或自然界广泛存在的多孔结构,进行稀土高温合金构筑材料的结构拓扑或分形设计,得到所需的构筑结构。具体的,可以基于晶体的七个晶系、深海花篮和犀鸟喙等典型结构,进行结构拓扑或分形设计,在满足一定的结构密度与载荷等需求基础上,完成一级或多级轻量化复杂构筑结构设计。构筑材料往往具有复杂的空间结构,且优化后的复杂构筑结构极限薄壁尺寸范围0.5mm-2.5mm,这已经超出了传统精密铸造技术的成型极限,必须采用超限精密铸造技术实现构筑材料成型。
S2,超限精密铸造技术
采用蜡模3D打印技术,制备上述构筑结构的蜡模,压制浇冒系统蜡模,将浇冒系统蜡模组装到复杂构筑结构蜡模上,再进行多次粘浆与淋砂操作,其中第二次淋砂后,为保证复杂构筑结构部位能够具有较好的型壳强度,进行充芯操作,脱蜡焙烧后,熔炼具有良好填充能力的稀土高温合金棒材,进行重力或离心精密铸造。选择的原则为圆形结构采用离心铸造,以增强充型压力和节省高温合金金属液;对于非圆形结构,采用重力铸造,以保证稀土高温合金构筑材料的宏观成分均匀性。通过以上极限精密制造方法,即可获得兼具高性能与轻质化的稀土高温合金构筑材料。
为了更好地说明本发明上述实施例,以下结合具体的合金来进行详细说明:
实施例1:基于某航天关键构件的服役温度和载荷需求,选用K418B高温合金,通过第一原理和高通量相图计算筛选稀土Y元素,加入方式为单一稀土元素加入。通过计算高温合金母合金熔炼过程烧损量折算总加入量质量百分数为0.3%,将K418B高温合金原料棒放入真空感应炉中镁砂坩埚底部,熔炼室抽真空直至10
基于立方金属晶体结构,设计一级构筑结构,构筑结构中杆系直径为1.0mm,这些直径1.0mm的密集杆系结构已经超出了传统精密铸造中先制造模具,再压制蜡模的成型技术范式限制。故采用蜡模3D打印技术制备一级构筑结构蜡模,如图1所示。压制浇冒系统蜡模,将浇冒系统蜡模组装到一级构筑结构蜡模上,再进行五次粘浆与淋砂操作,在第二次淋砂后,为保证一级构筑结构部位能够具有较好的型壳强度,在直径1.0mm的密集杆系之间进行充芯操作,如图2所示。脱蜡焙烧后,熔炼具有良好填充能力的K418B基稀土高温合金棒材,进行重力精密铸造成型,以保证稀土高温合金构筑材料的宏观成分均匀性。通过以上极限精密制造方法,即可获得兼具高性能与轻质化的K418B基稀土高温合金构筑材料,如图3所示。
实施例2:
本实施例与上述实施例1操作相同,不同之处在于:混合加入0.0001%稀土Y元素与0.7%稀土Sc元素,最终制备出了精密铸造出了具有深海花篮胞元结构的稀土高温合金构筑材料,如图4所示。
实施例3:
基于某航空关键构件的服役温度和载荷需求,选用K4002高温合金,通过第一原理和高通量相图计算筛选稀土Y元素,加入方式为单一稀土元素加入。通过计算高温合金母合金熔炼过程烧损量折算总加入量质量百分数为0.1%,将K4002高温合金原料棒放入真空感应炉中镁砂坩埚底部,熔炼室抽真空直至10
实施例4:
本实施例与实施例3不同之处在于:加入1.7%稀土Y元素,其他与实施例3相同。
本实施例也增材制造了外观质量良好的K4002基稀土高温合金试块,外观质量良好,性能优异,如图6所示。实验表明,在加入成分范围内,加入混合稀土或单一稀土均能实现增材制造成型。
实施例5:
基于某电站关键构件的服役温度和载荷需求,选用IN617锻造高温合金,通过第一原理和高通量相图计算筛选稀土Y元素,加入方式为单一稀土元素加入。通过计算高温合金母合金熔炼过程烧损量折算总加入量质量百分数为0.1%,将IN617锻造高温合金原料棒放入真空感应炉中镁砂坩埚底部,熔炼室抽真空直至10
图8为本发明一实施例中添加稀土后IN617高温合金氧化增重曲线。
本发明上述实施例通过借鉴晶体结构或自然界广泛存在的多孔结构,进行多级构筑结构设计,实现了兼具轻质化与高性能多级构筑结构优化设计。通过蜡模3D打印再现多级构筑材料精密结构设计,结合超限精密铸造技术,实现了稀土高温合金构筑材料成型,为航空航天先进热端部件功能实现提供了强有力的技术支持。
本发明大幅提高了高温合金的可成型性能,使其能够良好的填充复杂密集间隙结构,为构筑材料研制提供了基础材料。
以上对本发明的具体实施例进行了描述。需要理解的是,本发明并不局限于上述特定实施方式,本领域技术人员可以在权利要求的范围内做出各种变形或修改,这并不影响本发明的实质内容。上述各优选特征在互不冲突的情况下,可以任意组合使用。